Az általad kinézett vezérlő alkalmas akkor, ha maximum 4 léptetőmotorral működik a géped. A főorsót nem feltétlenül kell kézzel kapcsolni a Mach3 tudja! Usb eszköz akkor kell csak, amikor nincs párhuzamos port vagy nem akarod azt használni. Szerszámcserélés megoldható, de neked kell írni hozzá segédprogramot.
Sziasztok! Egy mechanikailag kitűnő állapotú de rossz vezérlővel ellátott nyák gravírozóra sikerült szert tennem. Szükségem lenne pár infóra hozzáértőktől a mach3-al kapcsolatban. Működtethető lenne csak az alábbi léptető vezérlővel közvetlenül mach3ról Léptető vezérlő és ebben az esetben a főorsót külön kézzel tudom csak kapcsolni? Vagy mindenképpen kell mondjuk egy UC100 vagy 300 mozgásvezérlő amivel ez megoldható akár automata szerszámcserélő lehetőséggel? Van a gépnek ugyanis szerszámtartója és automata szerszámcserélóje. Működtethető a szerszámcserélő mach3-al? Kicsit sok a kérdés, de ebben a témában nem sok infóm van. Olvastam a mach3 kézikönyvet de abban nekem nem egyértelmű leírást olvastam ezekről. Ki tudna valaki okosítani?
KoLa | 7598
2018-06-18 20:58:58
[16937]
Igen ez így van!nincs ezzel semmi gond, amióta ráforrasztottam a vezetékeket!
Az első menetvágasaim annó a Mach3-al pwm vezérelt frekiváltós főorsóhajtással kezdődtek... Teljesen az esztergagép mellőll indultam, az elektronikához segítség kellett mert, teljesen új volt ez a számítógépes vezérlés, de gondolom sokan vagyunk így ezen a fórumon. A főorsóm nem tudott állandó fordulatszámot biztosítani a menetvágáshoz, mert a pwm jel ingadozoztt, prellózott 1-2 herc-et folyamatosan, ezért a 1.5-s menet kb 25 mm-ig volt tökéletes. Ez már elég régen volt, Sneci és Antal Gábor segítettek és felhívták a figyelmemet arra hogy a frekiváltó tud saját előre beállított stabil frekvenciát is kiadni! és láss csodát, jó lett a menetvágás! Általában nagy átmérőn kell menetet vágnom,pl-ul, 110-es átmérőn 8mm menetemelkedést,két bekezdéssel,itt azért látszott hogy, néha előre megy a forgács, néha meg hátra, kicsit jobbra kicsit balra tévelygett!Folyamatosan változó forgácsolóerővel a kúpos menet miatt! A menetemelkedés nagysága mutatja a pontatlanságot, lehet hogy 1-es menetnél észre sem veszem. Ezt a menetet 120 rpm fordulatszámon vágom, nem számolgatom hogy ez hány hertz, mert a lényeg az hogy egy körbefordulás alatt hányszor ellenőrzi, korrigálja a számítógép a szinkront! Régebbi Mach3 verzióknál volt a 4 vagy több réses vezérlés, de aztán kimaradt az újabb verziókból, nem véletlenül. Ettől függetlenül évekig használtam a Masc-3 at teljes megelégedéssel addig, amíg nem jött a Linuxcnc (Emc2) 'a' nem a legjobb főorsóhajtásomból is kihozza a tökéletest! Itt még van egy gondolatom a szinkron hajtásokkal kapcsolatban, a realtime szinkronizációnak a határa, az egybe esik a motorok gyorsulásával, mert ha nem tudja lekövetni időben akkor lehet egy kis hiba,ez nálam a léptetők miatt fennáll, a z 120mm/s2 gyorsulású. A működőképes összeállítást Te is megtaláltad magadnak, Antal Gábor is, és én is úgy érzem hogy, jó amit csinálok!
A javaslatodat a „menetvágás hajnalán” már kipróbáltam. Az encoderes vezérlés tagadhatatlanul pontosabb követést tesz lehetővé, viszont szükségtelen az orsóleállásig történő fordulatkövetés annak ellenére hogy ez az egyik legjobb vizsgálati eljárás annak igazolására, hogy a mellékmozgás pontos. A cél azonban az, hogy a korrekciós elektronika a névleges fordulat környékén állítsa be a megfelelő értékű mellékmozgást. Példaként: kézi menetvágás esetén csak egy idiótának jutna eszébe időnként rángatni az indítókart! Megj: a fogaskerék is van olyan pontos mint az encoder. Az INDEX jeladó 300-as fordulaton 5Hz-es jelsorozatot ad. Vagyis másodpercenként 5 alkalommal helyesbíti az előtolás mértékét. Ezzel a szisztémával megfelelő minőségű menetet lehet vágni. Nem szívesen írom le ismét, de csak most kapcsolódtál a témához ezért kivételt teszek: Az elkészült menetet próbadarabnak használva újra és újra lefuttatva a programot - nem vág bele a munkadarabba a kés. Így lehetőség van arra, hogy illesztett menetnél a menetidomszert rápróbáljam az elkészült menetre. Ha még „kövér” akkor leveszek belőle annyit, hogy húzósan, akadálymentesen lehessen összecsavarni. Egyébként (megint) abból indult ki a vita, hogy menetvágásra vágyó fórumtársunk tudakolta, miként kell menetet vágni Mach3-al. Hozzászólásomnak azért van jelentősége, mert az általam ajánlott konfiguráció szinte nulla forint költséggel kivitelezhető egy már működő, de menetvágást még nem tudó gépen. Svejknek köszönöm a méltatást! Az Ö hozzászólását kiegészítem, hogy nem maradiságból nem fejlesztek Usb-re, hanem azért mert nekem gyári CNC gépeim is vannak. 2db EMCO, 1 db SZIM. 1db C tengelyes saját fejlesztésű. Egyébként nem véletleül vettem „egy fórumtársamtól” három db lpt portos gépet! Nekem az megfelel, biztosítja, hogy megbízhatóan elvégezzem velük a munkámat. üdvözlettel: Tóthz
Szia! Lehet hogy ez a verziószámtól is függ, nekem 2.63 nál volt ez a jelenség, kézzel forgatott főorsónál hogy, index jelre beindult a menetvágás, a programozott főorsó fordulat szerint, és végig is ment, és visszaállt a kezdőpontba majd, várt amíg forgatok neki egy újabb index jelet, ebből gondoltam hogy csak a kezdéshez használja, nem pedig a fordulatonkénti kontroll-hoz. Próbáld ki,ha van rá lehetőséged, mert nekem most nincs Mach3-as esztergám.
Felhasználói kezelhetőségben a Mach3 jobb!ez sokszor döntő lehet a választásnál, főleg ha rövid meneteket kell vágni az esztergán, mert a Mach3 úgy tud pontos menetet vágni hogy, vagy rövid a menethossz,vagy ...(ide nem írok semmit mert nincs tapasztalatom)Antal Gábor már leírta párszor az Ő verzióját ebben a fejlesztésben. Remekül működik nála, de azt még hozzátenném hogy a Mach3 az index jelet csak egyszer veszi figyelembe, az induláskor, ezért van az hogy a rövid menetek, rendszerfüggően pontosak.
A Mach ot a megalkotói az LPT port ra szerkesztették . Ok szinkronizál De mi ( Balázsék segítségével ) meghekkeljük az UC100 as ( USB t használó ) eszközzel Ezért ami érvényes az LPT port ra az egyáltalán nem biztos hogy érvényes az USB s eszközre ( figyelembe véve a korábban említett bufferelést )
Nem fogom publikálni mert okafogyott, és reklámnak sem jó ( én maximálisan meg vagyok elégedve az általam használt és Balázsék által csinált szisztémával )
Küldtem magán levelet, figyelmesen olvasd el és gondolkodj el! Amit írtam . A"nekem egyértelmű "t kellene revízionálni
Nekem ez teljesen egyértelmű...a mach3 fordulatonként 1 jelhez szinkronizál(mindegy a hw). Uccnc pedig a jeladó felbontásához. Pl fordulatonként 100 jel. Ezt nehéz rosszul érteni. Tulképp egy szarabb felbontású progival tolod...mit kell ezen magyarázni?
Előzmény: ANTAL GÁBOR, 2018-06-17 17:36:29 [16923]
svejk | 33157
2018-06-17 19:07:47
[16925]
így visszaolvasva túlspirázzátok a dolgot.
Tózhz legalább 10 éve vágja rendületlenül Mach3-mal a menetet, többször teljes mellszélességgel kiált a program mellett és szerintem nem is akar mással dolgozni. Ezt el kell fogadni, a munkadarabjaiban pedig nem lehet hibát találni, precíz ember. Amihez Neki kell oda bizonyára tökéletes.
Antal Gábor megértette az elmélet hiányosságát és volt bátorsága váltani.
Ha idejönne Kola, úgy is azt mondaná, hogy csak a Linuxcnc-vel lehet jól dolgozni. Persze Ő ezért meg is szenvedett érte, nekünk nem volt kitartásunk hozzá, pedig szerintem itt majd mindenki próbálkozott vele.
Előzmény: ANTAL GÁBOR, 2018-06-17 17:57:22 [16924]
ANTAL GÁBOR | 4685
2018-06-17 17:57:22
[16924]
Az Uc 100as lelki világáról : emlékeim szerint kb 1 s időkéséssel zajlónak a folyamatok .( bufferelés ) No ha egy skorpiót marunk akkor nem történik semmi csak a marás 1 sec -mal később lesz kész . A Mach küldi a jelet ami bemegy a bufferba és kijön ( kb 1 sec késleltéssel ) melynek hatására létrejön a mozgás . No de ha ez a szisztéma a MACH os menetvágással akkor ha küldi a Mach a kompenzált jeleket ( mert feldolgozta az indexet ) és ha az 1 sec múlva hajtódik végre akkor igencsak gebasz a dolog . Arról már nem is beszélve hogy az index bevitele is az Uc 100 segítségével van megoldva . Vagyis a valós idejű beavatkozás igencsak csorbul . Szerintem Polgárdi Balázs ezt jelezte a amikor azt írta hogy nem sikerült korrekten megoldani a dolgot a Mach UC100 párosnál
Előzmény: ANTAL GÁBOR, 2018-06-17 17:36:29 [16923]
ANTAL GÁBOR | 4685
2018-06-17 17:36:29
[16923]
Bocsi hogy így fogalmazok de senki nem lát bele a dolgok belsejébe . Huszadszor írom le és teszem fel a kérdést . De az UCC100 forgalmazói nem érnek rá vagy kezd kínossá válni az ügy Tehát huszonegyedszer : Mach3 asl dolgozunk Álló mellékmozgás mellett az UCC100 vár , számol majd a kiszámolt steprekivel elstartol és végig azzal vágja a menetet ? ( leszámítva a vége elötti lassítást) ? Vagy kompenzál ( figyeli az indexet és ha azok a ciklus alatt ritkábban jönnek akkor csökkenti a step frekit Ha így van akkor megérdemli a "szinkron"szót ( kici olcó de szinkron ) Ha nem akkor reklámízű a dolog
Korábban biztosan a leírt szerint működött és én a kommentekben mindvégig megelőlegeztem hogy sikerült ezt a kvázi szinkront kifacsarni a fejlesztés során. Sajnos nem kapok választ . Tudom elvi a kérdés de jó lenne ( mások érdekében is ) tiszta vizet önteni a pohárba
Ha nem kapok megnyugtató választ akkor kipróbálom és az eredményt publikálom
Természetesen ez nem csökkent azt a hatalmas fejlesztői munkát amit mi az UCCNC használatával birtokolunk . Én ipari szinten vágok menetet az Uc400ETH val és abs meg vagyok elégedve, profi , világ színvolalú az együttes
Nekem az infókból az derül ki, hogy a mach3 egy főorsó fordulat alatt csak egy impulzus jelet vesz. Az uccnc pedig egy fordulat alatt annyit, amilyen jeladót teszel rá, annyi kikötéssel, hogy 50khz nél ne legyen gyorsabb a jel. Tehát lehet, hogy egy fordulat alatt akár 100szor is jelet kap és ehhez szinkronizálja a mozgást. A mach3 egy fordulat alatt csak egy jelhez szinkronizál. Mindkettő tud szinkronnal menni. De nyilván a hibalehetőség sokkal nagyobb a mach3-nál. Balázs nagyon jól leírta. Ha egy fordulat alatt nem változik a fordulat sebessége semmilyen körülmények között, akkor mindkettő jó. De én erre nem vennék mérget.
Előzmény: ANTAL GÁBOR, 2018-06-15 16:23:08 [16919]
guliver83 | 3241
2018-06-17 07:29:23
[16920]
Nem pont ide való de ezek szerint az UCCNC UC400ETH ugyan úgy vágja a menetet, mint egy linuxcnc. Program indításakor , de még a főorsó nem indult el , csak akkor fog elindulni, ha kap egy jelet a főorsó felől, ha például kézzel fogom hajtani a főorsót, akkor úgy vágja végig a menetet ?
Előzmény: ANTAL GÁBOR, 2018-06-15 16:23:08 [16919]
ANTAL GÁBOR | 4685
2018-06-15 16:23:08
[16919]
Balázs ! korrektül válaszolj az alábbi kérdésre ! Az UC100 és a Mach3 úgy vágja a menetet hogy ha a menetvágó cikluson belül gyorsul lassul ( netán megáll)a főorsó akkor történik kompenzáció , vagy nem ? Vagyis a mellékmozgás gyorsul lassul ill megáll vagy nem ? Ha igen akkor alkalmazható a szinkron szó . Van szinkron de hogy milyen szoros az más kérdés .hisz fordulatonként egy indexjel van mintázva Minden relatív . A katicabogár kicsi vagy nagy ? Ha viszont álló mellékmozgás esetén a fordulatszám megmintázása után egy indexjel hatására elindul a folyamat és a kiszámolt stepfrekivel végig megy a mellékmozgás ( a kiszámolt megállás elötti lassulást most ne vizsgáljuk! ) akkor nincs kompenzáció és nem alkalmazható a "szinkron" szó.
Persze ezt egy egyszerű kísérlettel le is lehet ellenőrizni Egy hosszabb menetnél egyszerűen ki kell kapcsolni a főorsót. Ha végig megy a mellékmozgás akkor nincs szinkron és nem beszélhetünk szinkron menetvágásról Én mind ezidáig ezt hittem az indító index beérkezése után minden az Isten kezében van Bizton állítom hogy ezt nem az ujjamból szoptam . Az infók tőletek származtak . A korábbi bejegyzéseimben viszont kínosan ügyeletem a szóhasználatra mert azt is feltételeztem hogy sikerült valami fejlesztést realizálnotok. A kérdés elvi ( de fontos) én az UCCNC t használom UC400 ETH val és az utolsó hiba elhárítása után abs meg vagyok elégedve Az a rendszer TÖKÉLETES !!!
"Ezt a kérdést nem értem, ilyen, hogy szinkronmenet nem létezik, szakirodalomban erre a témára vonatkoztatva. A szabvány pontosan leírja, hogy mi a menet. "
A szinkron menet definiálása alatt azt értem, hogy mit nevezünk szinkronnak. Mégis milyen felbontástól beszélhetünk szinkronról? Mert ugye a Mach3 LPT porttal index jellel tud menetet vágni ami azt jelenti, hogy 360 fokos fordulatonként mindössze 1 jel információt kap a pozícióról. Ha az eszterga főorsó a fordulaton belül lassul/gyorsul, akkor az a menetemelkedés rovására megy. Tekinthető ez is szinkron menetnek, hiszen van szinkronizálás, a kérdés csupán, hogy tekintsük-e annak. Ha szinkronnak tekintem akkor tud szinkron menetet vágni, ha nem akkor pedig nem tud. Nézőpont kérdése.
Amit az UCCNC csinál, az hogy inkrementális encoderes visszacsatolás van, ahol az index-en kívül van még egy encoder A és B csatorna, ami jóval több pozíció információt jelent, mint csak az index, hiszen minden egyes encoder inkrementumban ismert a pontos pozíció. Ezért például ha 360 a fordulatonkénti encoder felbontás, akkor fokonként ismert a pozíció, ami ugye már jóval nagyobb felbontást jelent mint a 360 fok. Továbbá a mozgásvezérlő az aktuális sebesség alapján még tört encoder osztásokat is számol az aktuális sebesség, gyorsulás, lassulás alapján, vagyis az eredmény még pontosabb lesz. Egyébként a Mach3+UC300ETH és Mach3+UC400ETH vezérlőkben is ez az algorithmus van.
Azt, hogy a Mach3 nem tud pontos menetet vágni egyrészt az index-el való vágásra értettem, ami főként kis teljesítményű főorsókkal igaz, hiszen amikor a kés anyagot ér a kis motor alacsony tehetetlensége révén nagy valószínűséggel le fog lassulni és ilyenkor az hogy 360 fokig nincs újabb pozíció információ már gondot jelenthet. Nagyobb esztergáknál ez kisebb probléma, mert a nagyobb főorsó a nagyobb inercia miatt kevésbé fogja változtatni a sebességét terhelés változás hatására. Persze kérdés az is hogy mit nevezünk tökéletes menetnek, mik az elvárások.
A másik dolog ami miatt a "nem tud pontos menetet vágni" írtam, hogy a kihúzást nem mindig csinálja megtorpanás nélkül a Mach3, ami lehet hogy gond, lehet, hogy nem gond. Munka és programozás kérdése is a dolog, de az én meglátásom szerint már emiatt sem tekinthető tökéletesnek a dolog.
"A vita akkor válhat parttalanná, amikor valamelyik fél nem ismeri el a nyilvánvaló tényeket."
Szerintem a műszaki dolgokat, paramétereket, értelmezéseket érdemes első körben pontosan definiálni, hogy a vitapartnerek egy dolgon egy valamit, ugyanazt értsék. Én tudom hogy én mire gondolok, ön is tudja, hogy mire gondol, de nem biztos, hogy ugyanarra gondolunk amikor amúgy látszólag azonos dologról beszélünk.
Az attól függ, hogy hogyan definiáljuk, mit nevezünk szinkron menetnek és mit nevezünk tökéletesnek. A Mach3 eleve nem tud tökéletes menetet készíteni, mindegy, hogy nyomtató porttal, UC100-al vagy bármi mással működik és ettől kezdve a vita némileg parttalan. Egyébként a #5639, ő nem a gyártó, hanem a fejlesztő. A gyártók mi vagyunk. No, de amúgy meg a rossz topikban van a téma tárgyalva, hiszen ez nem a Mach3, hanem az UCCNC topik.
[Előzmény:] tóthz, Ma 08:07:21 [5642]
"Az attól függ, hogy hogyan definiáljuk, mit nevezünk szinkron menetnek és mit nevezünk tökéletesnek."
Ezt a kérdést nem értem, ilyen, hogy szinkronmenet nem létezik, szakirodalomban erre a témára vonatkoztatva. A szabvány pontosan leírja, hogy mi a menet.
"A Mach3 eleve nem tud tökéletes menetet készíteni, mindegy, hogy nyomtató porttal, UC100-al vagy bármi mással működik és ettől kezdve a vita némileg parttalan."
A Mach3 garantáltan TUD hibátlan (szabványnak megfelelő) menetet vágni, én például rendszeresen használom ezt a tudományát. Ellenőrzésképpen a többször újra futtatott program anélkül - hogy belevágna a már elkészült menetbe - lefut. Ezt kész vagyok bemutatni a saját konfigurációmon. Ha valaki szeretné az UC100-laptop konfigurációját ugyanilyen tesztnek alávetni, akkor rendelkezésére bocsáthatom a gépemet vezérlővel. Ha egy ilyen teszt eredménye azt mutatja, hogy nem ront a Mach3-hoz viszonyítva, akkor csatlakozok azokhoz, akik elismeréssel beszélnek az Önök munkájáról. Ha mégis rontana, akkor sincs nagy baj, mert az Önök adaptere más célra mint a menetvágás bizonyosan alkalmas. Jelenleg kevesen esztergálnak menetet a saját építésű CNC gépeiken. Ennek oka, hogy nincs egységes álláspont a háttér kialakításában. Több fórumtársat ismerek, aki szeretne menetet vágni, de a kaotikus vélemények elbizonytalanítják, emiatt nem "fejlesztenek". Ha az UC100-on valóban működik a menetvágás, akkor lehet vele egy "kis költségvetésű" kiválóan használható CNC esztergát építeni.
A vitáról a véleményem: A vita akkor válhat parttalanná, amikor valamelyik fél nem ismeri el a nyilvánvaló tényeket.
Üdvözlettel: Tóth Zoltán
farkastibor | 670
2018-06-10 21:25:01
[16916]
Ott a PyCam , avval elég jól lehet generalni g-codot Mach3-ra (Free-Progi), én a G61/64 használom
Igy van, en Camotics-al neztem meg, azzal is jo, csak mach3 alatt rossz. Altalam irt/hasznalt python progival irtam, amit a dxf2gcode-bol szedtem ossze. Elvileg ehhez a teglalaphoz nem kene G42, de a kod tovabbi reszeben van ives resz, ahova kell. De odaig nem jutottam meg el.
Sziasztok, szórol szóra ugyan evvel a problémával küzdök egy hete én is! Valószínű, hogy átállíthattam valamit, mert beüzemeltem egy-két új opciót mint végállás kapcsolók, frekiváltó vezérlése, Z-nullázó stb.... De nem találok sehol semmit, a könyvet is átnyálaztam mégegyszer. Ha tudna valaki segíteni jó lenne... köszönettel: navra
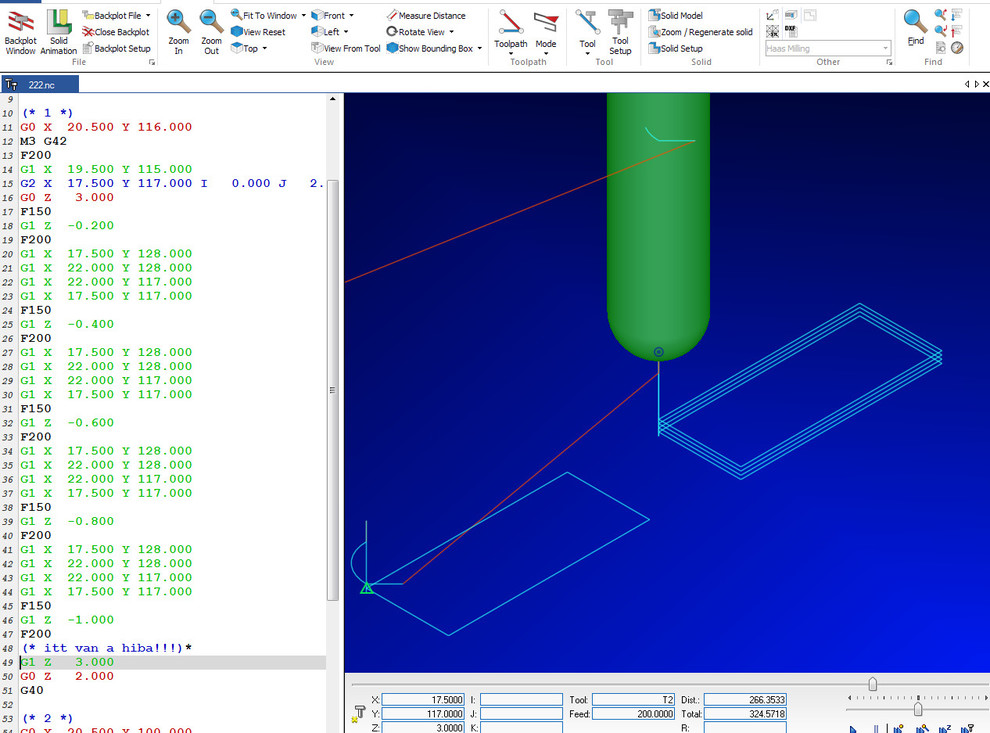
Megőrülök Mach3-mal, G42 használatával belső alakzatot vágnék ki, és a kód végén "X" irányban bemozdul a maró Z kiemelés előtt. A kód:
G21 G90 G64 G17 G40 G49 G0 Z 15.000
(*** LAYER: 0 ***) T2 M6 S6000
(* 1 *) G0 X 20.500 Y 116.000 M3 G42 F200 G1 X 19.500 Y 115.000 G2 X 17.500 Y 117.000 I 0.000 J 2.000 G0 Z 3.000 F150 G1 Z -0.200 F200 G1 X 17.500 Y 128.000 G1 X 22.000 Y 128.000 G1 X 22.000 Y 117.000 G1 X 17.500 Y 117.000 F150 G1 Z -0.400 F200 G1 X 17.500 Y 128.000 G1 X 22.000 Y 128.000 G1 X 22.000 Y 117.000 G1 X 17.500 Y 117.000 F150 G1 Z -0.600 F200 G1 X 17.500 Y 128.000 G1 X 22.000 Y 128.000 G1 X 22.000 Y 117.000 G1 X 17.500 Y 117.000 F150 G1 Z -0.800 F200 G1 X 17.500 Y 128.000 G1 X 22.000 Y 128.000 G1 X 22.000 Y 117.000 G1 X 17.500 Y 117.000 F150 G1 Z -1.000 F200 (* itt van a hiba!!!)* G1 Z 3.000 G0 Z 2.000 G40
(* 2 *) G0 X 20.500 Y 100.000 M3 G42 F200 G1 X 19.500 Y 99.000 G2 X 17.500 Y 101.000 I 0.000 J 2.000 G0 Z 3.000 F150 G1 Z -0.200 F200 G1 X 17.500 Y 112.000 G1 X 22.000 Y 112.000 G1 X 22.000 Y 101.000 G1 X 17.500 Y 101.000 F150 G1 Z -0.400
És a bajom: amikor a *2*ˇ-t kezdené a gép, az * itt van a hiba * sornál mielőtt kiemeli a Z-t, elmozdul X irányba +1 mm-t. Nem jövök rá, miért ??? Köszönöm!
A.Andras | 109
2018-06-06 17:43:14
[16910]
Sziasztok,
Valaki találkozott már azzal a problémával, hogy a gyorsjárati kézi pozicionálás nem működött neki? Itt arra gondolok, hogy JOG-ban a shift lenyomása után is ugyanakkora előtolással mennek a szánok. Shift billentyű működik és az Mach3 is jelzi a zöld ledel ezt. Eddig jól működött talán a general confog-ban elállíthattam el valamit?
Köszi a válaszokat!
J-Steel | 1721
2018-05-28 09:26:12
[16909]
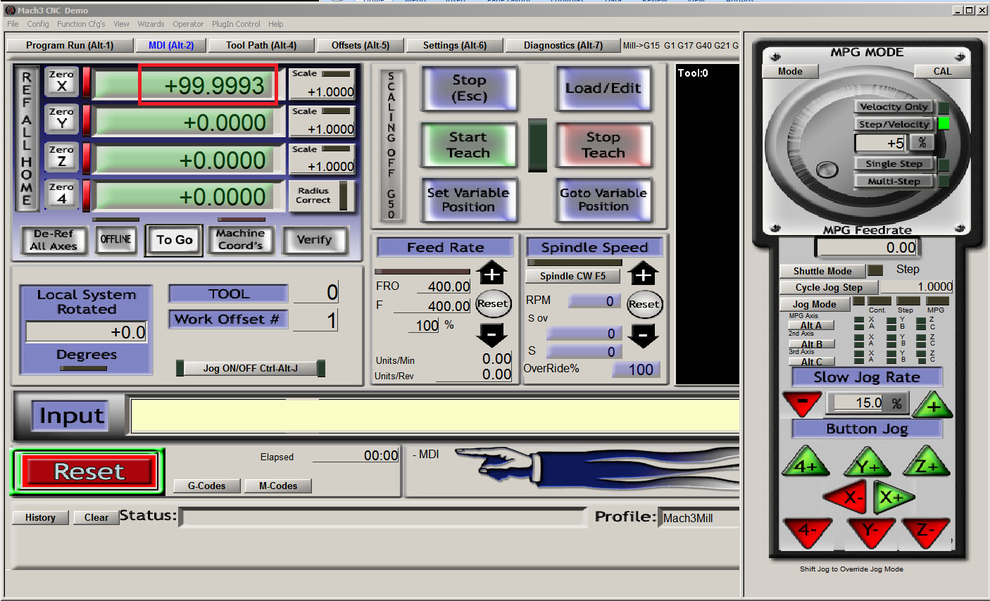
Ez utóbbi kérdésemet megválaszolja a linkelt kép. Be kell kapcsolni Jog módot (az egyik piros nyíl mutatja). Érdekes, hogy ha nincs bekapcsolva a Jog mód, attól még lehet a jobb alsó sarokban lévő billentyűkkel mozgatni a gépet.
Még egy kérdés: Az előző posztban lévő kép jobboldolalán, ahol megjelent a kézi vezérlő. Függőlegesen kb középen van a "Jog mode". Mellette Cont, Step, MPG. Ezeknek nem kellene valamilyen színnel világítani? Azért kérdezem, mert hiába nyomkodom a Jog mode-ot, nem világít egyik sem.
Leteszteltem a marógépen a Mach3-at és a szervó motort. Nagyon jól működik. Meg vagyok elégedve. (most még csak az X tengely megy, de igéretes a dolog)
Lenne egy kérdésem ahhoz aki szokta használni a Mach3-at: 1) X-tengelyt kinullázom. 2) Kiadom a: - G0 X100 vagy - G1 X100 F100 parancsot
Ekkor az X tengely DRO-ja mindig azt mutatja mint ami a csatolmányban van. Ha X100 helyett X10-et írok (nullából indulva), a tizedes utáni rész ugyanez. Ez másoknál is így van?
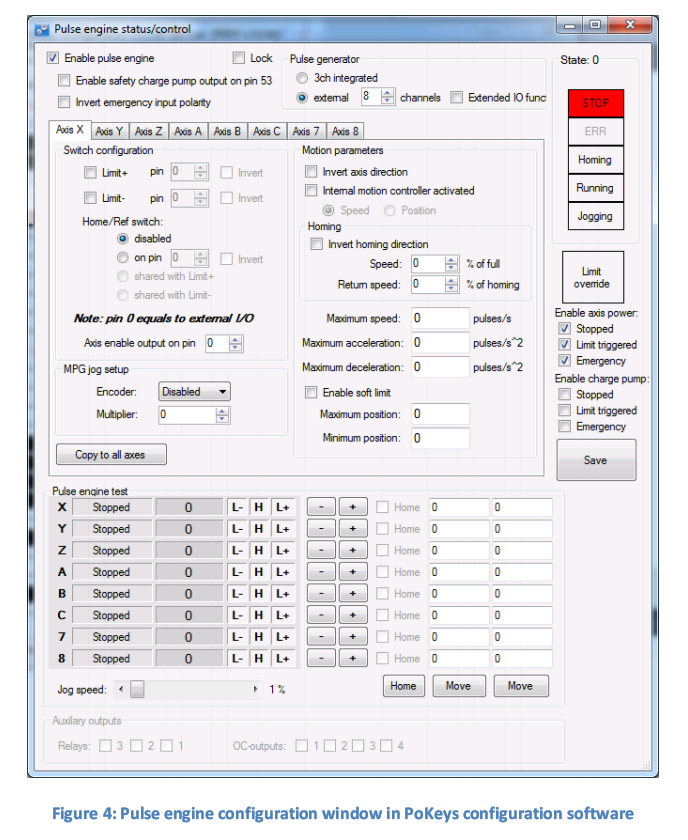
Nagyon fura, mert azt írja a Pokeys szupport, hogy a STEP/DIR jelek nekik mindig 50%-os kitöltési tényezőjűek, és ezt nem lehet átállítani sem. Viszont én tisztán emlékszem, hogy tudtam állítani, csak azt nem, hogy hol. Azt fogom csinálni, hogy a saját szoftverén letesztelem majd az impulzusok számát (Pulse engine menü, jogging function), így ki tudom zárni, hogy mi nem okozza a hibát.
Tettem egy számlálót a Pokeys STEP/DIR kimenetére. Azt látom, hogy lépést téveszt. Valahogy úgy, hogy plusz irányba kevesebb lesz, minusz irányba pedig több. A differencia majdnem pontosan 1mm. Ez miért lehet? Egyébként hol lehet beállítani a step impulzus szélességét? Egyszer már megvolt, de most nem találom.
farkastibor | 670
2018-05-24 19:59:13
[16898]
G21 G71 metrikus rendszerben van , viszont a Z alig pár tizedes mélységű !
Az X, Y ban is kicsit mozog, tehát bejárja a képernyőn az útvonalat de olyan mintha lekicsinyítve csinálná, tehát a Z ben nagyon nagy mínuszban lenne. Arra is gondoltam, hogy a dxf nem 1:1 lenne, de autocadben rajzolva, rámérve jó a mérete.