Azt nem tudom melyik CNC vezérlőben van. Én az Autocad-ben ismertem meg.
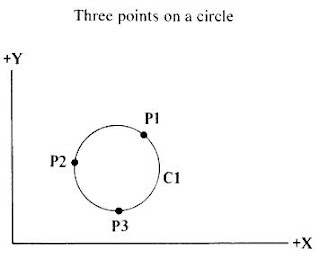
A feleségem rajzolt egy egyszerű ábrát négyzetrácsos papíron, hogy csináljam meg. Meghatároztam a pontokat, de az ívekhez nehéz volt megmondani, hogy hol a középpontja. Végül aztán úgy csináltam meg, hogy egy weboldalon valaki csinált egy kalkulátort, ami a 3 pont alapján megmondta, hol a kör közepe. Így kézzel átszámolgattam. Összesen 10 sor volt G-kódban, kis egyszerű ábra lett. Jól sikerült.
Két pont érintésével végtelenszámú kört lehet rajzolni, kellene egy harmadik pont is. Vagy ha megadnád a rádiuszt is akkor még meg is lehetne rajzolni.
Nem egyről beszélünk. Én azt mondom, hogy marni akarok egy ívet: - Megadnék két [x,y] koordinátát - Ebből az első, amit marás közben érinteni kell - A második ahova érkezni szándékozom
Autocadben is van ilyen körrajzolás, ami 3 koordinátából készül, ebből keresi meg az autocad a középpontját.
Az i,j tudtommal az ív középpontját adja meg, de olyat én nem tudok (nem akarom kiszámolni).
ANTAL GÁBOR | 4585
2018-06-23 18:46:38
[16987]
A kocsmatöltelékek kedvenc szavajárása : Iszol te eleget ??
Ennek analógiájára : Meg van neked a Mach 3 mill illetve thurn magyar fordítása ??? Mert abból sokkal könnyebb....
2 cncGraF programot is akarok (otthon) használni, mert ezzel évek óta dolgozom.
3 Ehhez kell egy ilyen Controller smc5d-p32, amit egy LogiLink USB (párhuzamos) - D-SUB, 25 tűs kábellel lehetne beiktatni a kapcsolószekrény és a számítógép közé.
4 a gyártó https://www.boenigk.eu/ az árajánlatában kikötötte, hogy csak akkor hajlandó a Controller smc5d-p32 szállítani, ha valahonnan beszerzem a LogiLink USB (párhuzamos) - D-SUB, 25 tűs PIN kiosztását.
Írtam a gyártónak (a honlapján elérhető címen) de nem válaszol.
"Válasz Kolának Mach kúpos menet: Valószínű sosem vágtál olyan menetet aminél pl hoztak egy apát és meg kellett csinálni hozzá az anyát , Vagy saját tervezésű meneteket vágtál vagy mindíg párban"
Nos, ebben tévedsz!csak ma, két ilyen munkám is volt! Az egyik, egy öntvény házba M24 menetes csonk, a másik, pedig egy negyed colos, de nem tudtuk előre, meg kellett mérni!
Előzmény: ANTAL GÁBOR, 2018-06-22 06:46:32 [16970]
ANTAL GÁBOR | 4585
2018-06-22 19:58:44
[16979]
Gondolj arra hogy mit programoztál a Mach G76 os sorába ha 20 fokos ( teljes) kúpszögű menetet akartál ( 19.4 fokot írtál ) Vagyis tudtad hogy hogy korrigálj ( te is lehetsz még professzor )
Előzmény: ANTAL GÁBOR, 2018-06-22 06:46:32 [16970]
ANTAL GÁBOR | 4585
2018-06-22 06:46:32
[16970]
Válasz Kolának Mach kúpos menet: Valószínű sosem vágtál olyan menetet aminél pl hoztak egy apát és meg kellett csinálni hozzá az anyát , Vagy saját tervezésű meneteket vágtál vagy mindíg párban
Nekem bőven jut olyan menet amikor hoznak pl egy amerikai " regular" ( spéci kúpos menet az olajiparban ) menetet és a kapcsolódó párját kell megcsinálni . Mint írtam mintegy 20 órám ráment mire megfejtettem És az is érdekes hogy a kis kúpszögeknél elhanyagolható a hiba de a nagyoknál már tetemes
A g76 os makróját ( mach ) elemezve jöttem rá . Normál esetben a félkúpszög = arc tg ( D-d) /2* L a teljes kúpszög ennek a kétszerese vagyis 2* ( arc tg ( D -d ) /2*L )
Nos Brian -ék nemes egyszerűséggel (lazán) egyszerűsítenek 2 vel Vagyis szerintük a teljes kúpszög az arc tg (D-d)/ L
egy példa D = 50 d = 20 L 30 fi( a valóságban ) = 53.13 Brian ék szerint 45 fok
de ha kicsiny a kúpszög akkor elhanyagolható
D = 50 d= 20 L =150 fi = 11.42 Brian fi = 11.31
Hát ennyi : persze van rá gyógyszer : ügy kell megadni ahogy Brian ék értelmezik vagyis ha az első példát vágnám akkor a taper helyére 45 kerül ( pedig valóságban 53.13)
Ez a professzor órája eset : megkérdezik tőle hogy mennyi az idő ? előveszi a zsebóráját ami 10 et mutat majd rövid gondolkodás után kimondja : fél kettő múlt 5 perccel
elektron | 15859
2018-06-21 15:04:15
[16969]
Ez egy P3-as gép amúgy vagy 800MHz-es simán megy vele e Mach faszául.
Lehet lépést vesztett, végül is leállt a modul, mert van abban hővédelem az IC-ben, ahogy meg ugye elindult felfele elkezd még jobban melegedni, elgalábbis erre gondolok, tényleg kézzel nemigen tudtam megfogni a kis hűtőbordáját, de kicsit fújva ventivel épp csak langyos amúgy.
Én most jártam úgy, hogy az óra mutatót ahogy elkezdtem kivágni, fogta a Mach3 és G0 Z20 nál nem ment fel, csak vagy 6 ig, aztán beletolta aszerszámot az asztalba, de szerencsére nem tört el, még a marómotor táp soros ellenállás is elkezdett füstölni, de az is kibírta.
Na, mondom szép egy prograam, aztán meg kiderült, hogy a Z tengelyem A4988 modulja mivel nem volt fújva ventillátorral és most meg elég meleg van, az állt le, nem a Mach 3 miután felszereltem egy ventit hogy fújja, utána sikerült a művelet.
Köszönöm az ajánlatot! Alapvetően a problémám a dokumentáció és következetesség hiánya, de úgy goldolom ez csak kezdeti nehézség. Ezen ha túllendülök és elkészül az első munkadarab, akkor előszlör még több kérdésem lesz, majd ezután csökkeni fognak, és végül beáll a processzus.
Előzmény: ANTAL GÁBOR, 2018-06-21 06:33:55 [16962]
ANTAL GÁBOR | 4585
2018-06-21 06:33:55
[16962]
A problémád mindegyike megoldódna ha UCCNC t használnál. Töltsd le és nézd meg demó üzemben ( az ingyenes) Aztán gyűjteni kell a licenszre és a mozgásvezérlőre . Én kompropmisszumként ( ár/ érték ) az UC400 ETH t ajánlanám
Érdekesen viselkedik a MACH3, és ez sajnos nincs dokumentálva, de kiderült a turpisság:
A következőek a tények: - Windows 7 64-bites gépen megy nálam a mach demo, amivel a funkciókat próbálgatom CNC gép nélkül - Ebben az összeállításban nincs működő párhuzamos-port driver - Amikor tesztelgetek, akkor nincs csatlakoztatva semmilyen kártya
A másik XP-s gépen, ahol a Pokeys kártya is online (ott sincs telepítve a párhuzamos port), kiderült hogy a kézi vezérlésben 100%-nál valóban eléri a motor maximális sebességét.
Valaki azt írta a Mach fórumon, hogy amikor egy XP-s gépen tesztelte a párhuzamos portot, és utána elindította a MACH-ot, az az LTP-Porttal nem tudott összekapcsolódni, és neki is pont így viselkedett, hogy a motor sebességének csak 1/6-át tudta kézi módban kicsikarni.
Én ebből arra következtetek, hogy ha semmilyen eszköz nincs rácsatlakoztatva a MACH-ra amit vezérelni tudna, akkor így reagál.
Még egy dolog, a korábban linkelt diagnosztika képen lévő pirossal jelölt érték olyan gépeken nem nulla ahol párhuzamos-porttal megy a mach. Ha a port nem megy, vagy más módon kommunikál, akkor az az érték zéró.
Még annyi infót találtam közben a MACH fórumon hátha valakit érint, hogy a diagnosztika képernyőn jobboldalt nem minden kijelő lámpácska működik. És végül aztán nem távolították el őket: Díszítés lett
Törölt felhasználó
2018-06-20 20:04:50
[16960]
A Mach3 -ban sok olyan funkció van amit ha változtatsz, csak újraindítás után lép életbe. Én, nem filózgatok rajta. Ha bármit változtatok, újraindítom. Az biztos.
Valaki megnézné legyen szíves, hogy az ő Mach 3-jában a diagnosztika képernyőn (Alt-7) a "Time in Int." értéke mennyi? Lásd: csatolmány piros nyíllal jelölt rész
Úgy működik a kézi mód, hogy ha a "Slow Jog Rate" 50%-ra van beállítva, de megnyomjuk a SHIFT-et és úgy a nyílbillentyűt, akkor 100%-kal fog mozogni. Végeztem méréseket, és nem értem, hogy 100%-nál miért adódik így:
Motor beállítás seb.: 1000 mm/perc akkor jog sebesség: 168 mm/perc (16,8 %)
Motor beállítás seb.: 500 mm/perc akkor jog sebesség: 84 mm/perc (16,8 %)
Hol lehet ezt a 16%-ot feljebb állítani ??????
J-Steel | 1718
2018-06-20 18:30:02
[16955]
Azt mondja az ember, hogy ez mindig egy kicsivel kevesebb, mint a megadott. Ezek szerint ez mindenkinél így van.
Ha jól értem ez nem gyorsulás, lassulás gond, amit egyébként a Motor tuningnál tudsz állítani. Itt inkább a vezérlés lassúsága lesz a gond. Mondok egy példát: a vezérlés úgy működik, hogy teszem fel 10 ms-enkenként lekérdezi a gombot, hogy nyomod-e. Ha igen akkor kiadja az impulzust a kimenetre. De egy lépés a vezérlésnek mondjuk 50 ms-ig tart addig a vezérlés összeszed újabb 5 lépésnyi feladatot. Közben hiába engedted el a gombot a már beérkezett lépéseket végrehajtja.
Valaki nem tudja véletlenül, hogy lehet állítani a kézi vezérlés X+ X- gombjainak megnyomásakor a gyorsulási és lassulási értékeket? Olyan rossz, hogy elengedem a gombot, és még megy a motor 5-10 másodpercig. G0-val (és G1-gyel) egyből megy és megáll, tehát a motor tudna gyorsabban is reagálni.
J-Steel | 1718
2018-06-20 12:09:06
[16948]
Úgy tűnik csak ezt tudja. Itt ezt írja: "A Teach (Tanítás) funkció használatával a Mach3 meg tudja jegyezni az összes MDI sort, végrehajtja és tárolja őket egy fájlban. "
Én nem erre gondoltam. Hanem betanításra. Tehát kézzel tekergetem a motorok tengelyét és a vezérlőbe visszafelé generált impulzusok alapján rógzíti mennyit mozdult a motor.
De hogy érthetőbb legyen egy kefeipari autómata gépről van szó. Amit autómatizálni kéne cnc vezérlésűre. Három tengely forgatása mozgatja a keféket a gépben pl partvist! És ugye itt nem egy sík asztalon vannak a kefék tehát nem lehet megrajzolni a furatok mezőjét. Mert ezek billentésekkel mozognak jobbra balra fel le hogy szögben legyen fúrva és tömve.
"Stop teach" után meg kell nyomni a "Load/Edit" gonmbot. Próbáltam kéziben, de úgy nem jegyzi meg, legalábbis úgy nem, hogy kéziben odanavigálok egy pontra.
A második képen (Alt+2) van egy olyan gomb, hogy "Start Teach" és "Stop Teach" Én azt vettem észre, hogy Start után az alsó mezőben a kézzel megadott kódokat rögzítette, majd Stop után meg tudtam valahogy ismételni, de már nem emlékszem. Hogy ezt vajon lehet-e kézi módban csinálni, nem tudom.
Sziasztok. Valahol olvastam egyszer hogy lehet valahogy olyat hogy kézi mozgatás alapján rögzíteni g-kód-ba a mozgást. Tud erröl valaki valamit?
Törölt felhasználó
2018-06-19 22:05:23
[16943]
Anno, az első néhány darab UC100 -ból vettem egyet a Hatvani CNC találkozón. Első próbánál feltűnt, hogy simábban, csendesebben mennek a motorok. Ráadásul bő 10% al nagyobb sebességet tudtam elérni vele, az LPT porthoz képest. Pedig az eredeti cél, csak a laptop használhatósága volt, kiszállásos javításoknál.
Sziasztok segítség kellene.Tudja valaki hol tudom megvenni a Mach3 hivatalos licencet a legolcsóbban?
tóthz | 627
2018-06-19 07:03:19
[16939]
Az általad kinézett vezérlő alkalmas akkor, ha maximum 4 léptetőmotorral működik a géped. A főorsót nem feltétlenül kell kézzel kapcsolni a Mach3 tudja! Usb eszköz akkor kell csak, amikor nincs párhuzamos port vagy nem akarod azt használni. Szerszámcserélés megoldható, de neked kell írni hozzá segédprogramot.
 )
)