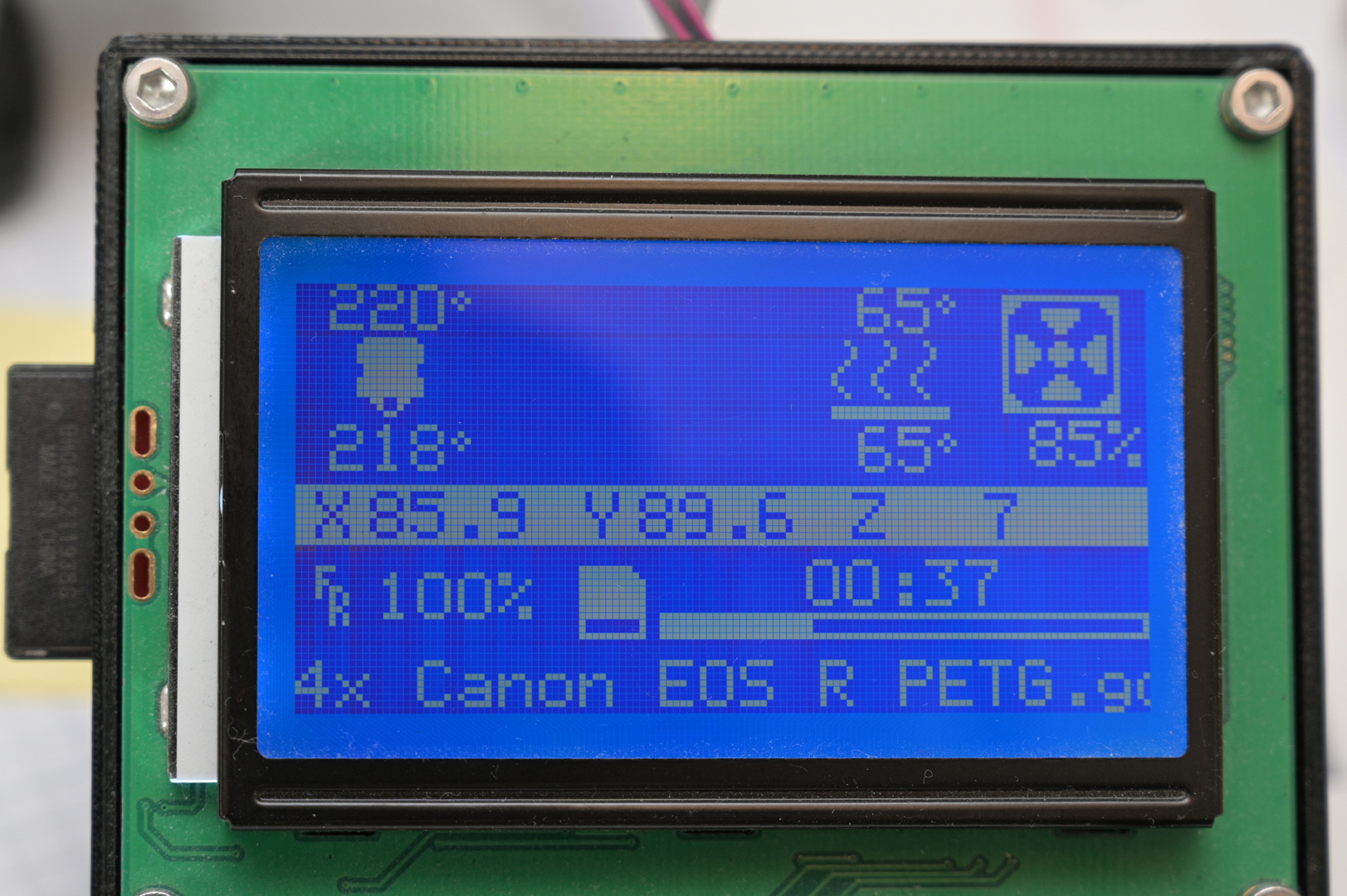
Azt hittem fel kell mondanom csak vízzel tisztítást... mert PETG nem ment, nem ragdt az üveglapra. Sokat szenvedtem mire beállítottam, de végül sikerült. 225C° / 73C° működik első rétegre, továbbiak 220C° / 65C°.
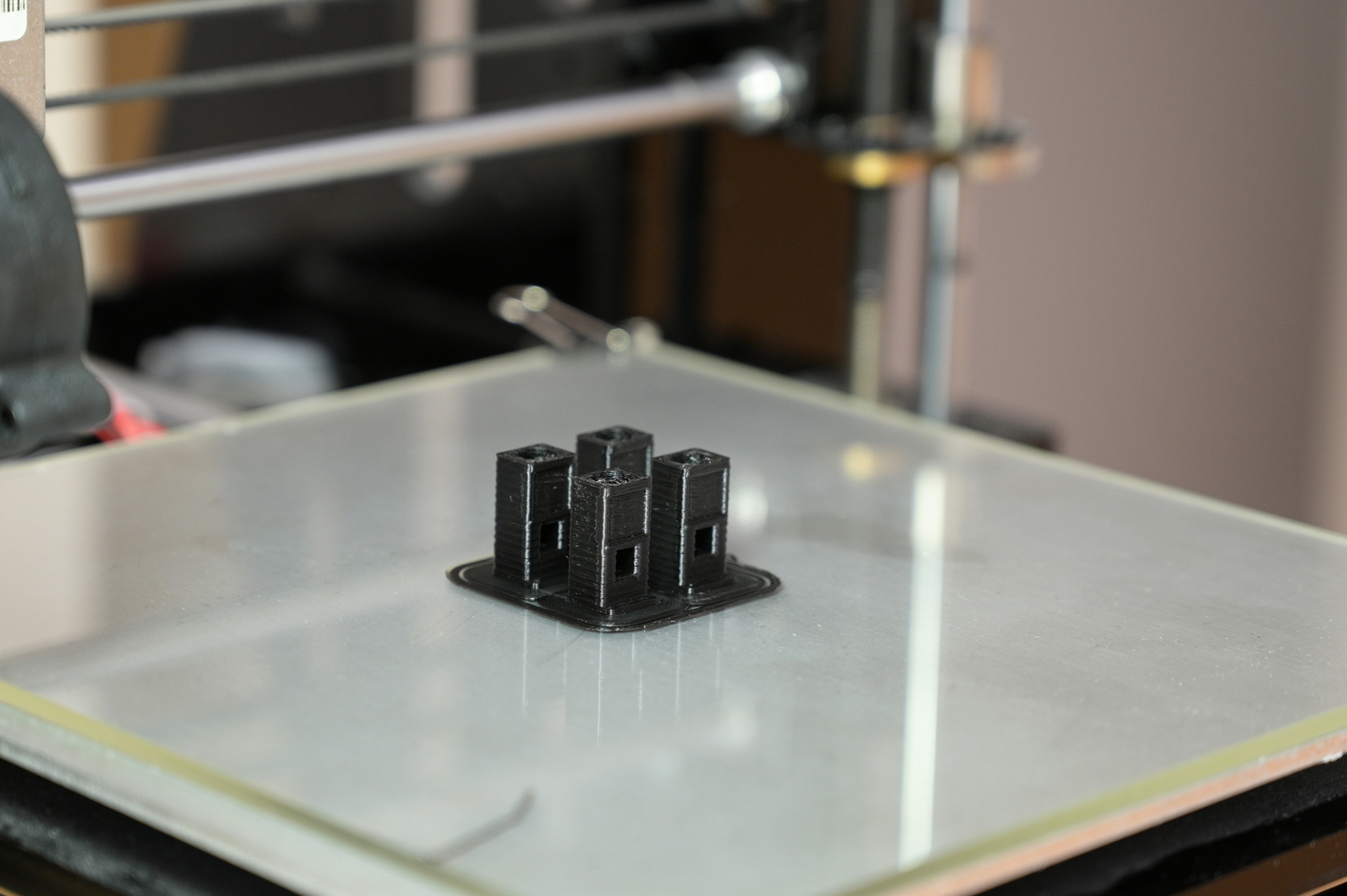
Soha nem nyomtattam PETG-vel de mivel elfogyott a fekete PLA, gondoltam kipróbálom. Kicsit még csöpögős, legközelebb csökkentem hőmérsékletet, de elfogadható. Az alsó réteg nagyon jól tapadt végül, de hullámos... majd azt is elintézem valamikor, de erre nem számít, senki sem panaszkodott eddig aki ezeket a dolgokat kapta.
Ma megérkezett az első kör a PLA+ szállítmányból, akiknek küldtem privátot, nekik teljes a készletük, így azokat tudom küldeni.
Közben itthon pakolgatva előkerült még a múltból kínai PLA.
Összesen 5 db van még belőle, színek:
orange red transparens yellow black
Ezt a PLA-t itt már sokan ismerik, elég sok elment belőle itt a fórumon.
Ár a régi, tehát 3990 Ft/db
Igen, ez a PLA az, amit kb 20-25 dolcsiért lehet venni ebayen, alin, ráadásul most még +27% áfa jön rá.
RJancsi | 5811
2021-07-04 18:41:43
[29660]
Sok ezekből ma is üzemel, ezért nem sorolom a lajstromjeleket. A lényeg, hogy elég rossz érzés fogott el, amikor beültem egy külsőre is ütött-kopott 30+ éves gépbe, aminek a gyárilag telepakolt műszerfalán a műszerek 1/3-a hiányzott, a maradék egy része pedig fekete vagy piros szigetelő szalaggal keresztben át volt ragasztva, jelezve, hogy valamit mutat, de ne higyjek neki. Ettől függetlenül megfeleltek a repülési előírásoknak, mivel a kötelezően előírt minimális műszerek azért működtek. Tudod, én nem Svédországban, hanem az "óhazában" repkedtem vagy 10 évig. Elég sokszor utasokat is vittem, és megúntam nyugtatni őket, hogy ne aggódjanak, a műszerfal látványa nem feltétlen jelzi a gép karbantartás hiányát, ami kell az működik. De azért vicces, amikor repülés közben a pörgettyűs iránytű egyszer csak elkezd hangos zúgással pörögni, a műhorizont meg kiakad. Egyik sem létszükséglet, a gépekben van hagyoményos mágneses iránytű, VFR repülésnél meg nincs előírva a műhorizont. Az üzemanyag szintjelzőt nem kell nézni, ha felszállás előtt kiszámoltad a szükséges üzemanyagot és azt be is töltötted a tankba akkor elég kell, hogy legyen.
Sorold fel... mert ahogy tudom, Cessna gyárnak soha nem volt semmi gyártási problémájuk. A Pipernak volt, de nagyon-nagyon régen. Természetesen karbantartástól is függ, de az más. Én repültem 1976 óta nagyon sok Piperral is, de ezek voltak a kedvencek. Egyik szórakozásra (CAP10B akrobata repülésre), másik hosszabb utakra (TB20), harmadik Párizs körül (ott éltem három évet családdal) fényképezésre meg videózásra fiammal (C172R), negyedik pedig itt a környéken nyugodtan (DR40TDI nagyon csöndes). 2008-ban fejeztem be mert meguntam, nem újítottam fel a pilótaengedélyemet.
Kicsit félretértünk 3D nyomtatástól, inkább térjünk vissza arra a témára.
Nem vagyok kajakozó profi, víztől nem félek, de hogy hogy végződik fordulás attól függ hol kerülsz vízbe...
Egyszer kajakoztam Banavie-töl Inverness-ig Skóciában, de ott sok helyen nagyon hideg volt a víz. Loch Nessben fürödtünk (önkéntesen) de annak ellenére hogy jól fel voltunk öltözve búvárruhába (wet suit) nagyon hideg (13 °C) volt a víz és kb. 40 méternél tovább nem tudtunk úszni. Ezt part mellet csináltuk, ezért senki nem volt ideges, de ha a kajak szétment volna a tó közepén az nem lett volna örömokozó. Azok a kajakok nem könnyen borultak, nagy alumínium kajakok, de 3D printerrel nyomtatottba csak nyáron meleg Balaton partján mernék játszani.
Repüléstől nem félek, víztől jobban, annak ellenére hogy úszni tudok, de csak felszínen. Búvárkodásról szó sem lehet nekem...
Nekem is volt szerencsém olyan I. VH. kétfedeles replikával repülni, amit egy garázsban építettek. És mivel a garázs mérete adott volt, az eredetinek kb. 90%-os méretében készült el. Egy pillanatig sem tartottam attól, hogy szétesik a levegőben. Egy repülőgép építését folyamatos hatósági ellenőrzés követi és a felszállásig rengeteg sikeres teszten kell átmennie. A Cesnákból több is volt amitől tartottam...
„Szerintem otthon is meg lehet csinálni, ahogy mondtad ez csak kitartás és pénz kérdése” Igen, ezt már írtam én is. Ha kicsit tud valaki építeni akkor nagyot is tud ha van helye, pénze, ideje, türelme na meg egy kis tudása. Csak értelmét nem látom, mert ha csak egyszer lesz használva akkor értelmetlen szerintem.
Nekem van haverom aki a garázsába egy kétszemélyes repülőgépet épített rajzból. Aztán amikor kész lett akkor repült több éven át vele, minden nap amikor ideje volt meg jó volt az időjárás. Én nem mertem vele menni, mert jobban bíztam Piper, Cessna, Socata meg hasonló "igazi" gépekbe. De még ma is él... Bár ma már egyikünk sem repül, csak mint utasok.
Úgyhogy szerintem attól függ mi értelme van hogy mennyire használható. Egy hatalmas 3D nyomtató szerintem használhatatlan, egy repülőgép az jobban kihasználható, ezért szerintem volt értelme. Viszont házi nyomtatott kajakba sem ülnék mint hogy a haverom gépére sem ültem. Viszont igen, mindent lehet otthon építeni.
Láttam ilyen nyomtatót. Drága és érzékeny. speciális anyagok kellenek, folyamatosan mossa magát a gép, szóval ha nem csinál semmi akkor is sokba kerül.
Előzmény: Szalai György, 2021-07-03 13:41:18 [29647]
keri | 14086
2021-07-03 13:54:32
[29648]
Ismerem, de ez még mindig csak tintasugaras nyomtatás. Szinteres technológia amiről én beszélek. Azt kell feltuningolni.
Előzmény: Szalai György, 2021-07-03 13:41:18 [29647]
Szalai György | 9544
2021-07-03 13:41:18
[29647]
"Én úgy gondolom ez utóbbit kellene 3D technikára átvinni ha gyorsítani akarunk."
Egy mai hagyományos kompozit kajak tömege 12-13 kg, tehát csak az ABS elemek fele. De ha hozzávesszük a kb. 200 db M6 körüli csavart alátéttel és anyával ami az elemeket összetartja, a pár kartus szilikon tömítést, simán 30 kg fölé mehet a nyomtatott kajak tömege és akkor még ott van a pocsék áramlási ellenállása a hullámos felület miatt. Ha magának csinálja poénból az emebr akkor csak sima időpocsékolás és pénzkidobás, de eladni elég nehéz lenne, megélni belőle pedig szinte lehetetlen. A 3D nyomtatást az ipar is inkább prototipus gyártásra használja, sorozatgyártásra vannak sokkal jobb eljárások is.
!!! "Over 1,000 hours of printing time." !!! 26,3kg ABS
Hányszor, de hányszor lógott már bele a bilibe a kezem...
RJancsi | 5811
2021-07-03 11:31:46
[29644]
Csak érdekességként, 3D betonnyomtatásnál már megvalósították (aztán el is vetették) a "sornyomtató" elvet. Egy terítő szerkezet pár cm-es száraz cement-homok keveréket terített el, majd áthúztak felette egy hidat, amin több száz fúvóka volt egymás mellett. A fúvókák a megfelelő időben vizet spricceltek a porra ami ettől megkötött. Amikor kész volt egy réteg, terítették a következőt és így tovább... Egy Enrico Dini nevű olasz fickó szabadalma, elég sok köztéri szobrot, de még egy gyalogos hidat is nyomtatott így.
Szerintem eleve rossz a megközelítése mindenkinek. Extrudert tuningolni, multiplikálni, bonyolítani? Ez csak ugyan a megoldáson való izmozás. Mint amikor minden feltaláló a csapkodó szárnyú gépekben látta a megoldást a repülésre. A fejlődés mindig az egyszerűsödés irányába megy.
Én úgy gondolom ez utóbbit kellene 3D technikára átvinni ha gyorsítani akarunk. Forgó hengerre szórni a műanyagport, sor lézer LED a következő pillanat rá is olvassza a szükséges pontokon, a henger másik felén meg már nyomja is a réteget az előzőre. Mindezt akár úgy hogy 10centinként van egy henger, 1000 henger egymás mögött rétegvastagsággal emelve, és mire végigér a futószalagon a munkadarab készen hullik ki a végén másodpercenként egy darab.
keri | 14086
2021-07-03 10:26:30
[29641]
Mi számít otthoni saját épített nyomtatónak? Egy lelkes kis startup csapat építette a nyomtatót amivel nyomtatták. Az első verziókban még elég házi tákolmány volt a nyomtató, de nyilván mérnökök és értenek hozzá, és pénzt remélnek belőle, szóval nem tudom mi a kategória. Szerintem otthon is meg lehet csinálni, ahogy mondtad ez csak kitartás és pénz kérdése
Igen, de ezek nem hobby, sufni vagy garázsban épített gépekre mert kicsit drágább és komplikáltabb. Több fúvóka segítségével nem túl drága de az is bonyolult. Annak előnye hogy több másolatot tud egyszerre nyomni de a darabsebesség ugyan az. Én arra gondoltam.
Előzmény: Szalai György, 2021-07-03 06:58:01 [29635]
Törölt felhasználó
2021-07-03 08:29:40
[29639]
Mindenféleképen érdemes egy ekkora gépet saját zárt környezetbe berakni kissebb veszteségel dolgozik igy de ezzel a szisztémával is számolnak kimondot müanyag tipusoknál is ajánják direkt a zárt fütöt környezetet....
Fizikailag kivitelezhetetlen lenne több fúvókát lépcsózetesen elhelyezni, mert akkor max tömör tárgyat lehetne vele nyomtatni,nem lehetséges egyszerre falat és kitöltést is nyomtatni. Mint ahogy egy marógépre se lehet több,egyszerre működő főorsót rakni. Ez nem tintasugaras nyomtató ami vízszintesen sorról sorra dolgozik.
Előzmény: Szalai György, 2021-07-03 06:58:01 [29635]
A most elterjedt hobby nyomtatófej egy végletekig egyszerűsített szerkezet, ehhez illően harmat gyenge képességekkel. Ebben látom a hosszú munkaidő fő okát. A "teknikásabb nyomtatófej" előolvasztott anyagot, előmelegített folyadékcsatornában, extruder csigával mozgat. Mint egy nagy fröccsöntő gép kistesója. Kívülről hőszigetelt, belülről precízen kivitelezett és szabályozott. A dűzni belső geometriája már rakétatudomány. Néha kisebb, néha nagyobb átmérőjű fúvókát használ, szükség szerint váltogatva. Több fúvókán nyomtat egyszerre, mint egy tintasugaras nyomtatófej, de több réteget egymás után és mellett, akár lépcsősen egymásra, egy menetben. Valószínűleg még feltalálásra vár, mert jelenleg nincs rá fizetőképes kereslet.
Én tudom hogy oldanám meg ha ekkora gépet terveznék, de nem mindent úgy mint te írtad. Viszont a kérdéseket azért írtam hogy Ö gondolkodjon azokon és válaszoljon, de nem látok válaszokat.
Azért itt néhány válasz ötleteidre:
3. Az úgy nem lesz jó mert minden szegmenst külön kell mérni és szabályozni. Ekkora lapot nem lehet egy helyen mérni és ha csak a közepén van fűtés szabályzás a szélekre soha nem ér el ugyan az a hőmérséklet. Én inkább melegített levegővel, vagy vízzel fűteném, mint a házam beton padlóját. Az egyenletesebben megoldaná, bár nem egyszerű megoldás, mert keringetni kell, meg csöveket kell berakni az asztalba.
5. Ekkora asztalt nem lehet csak négy sarkon szintezni egyszerű csavarral, szerintem más technika kell rá. Legjobb ha soha nem kell szintezni, én inkább úgy csinálnám mint ha egy komoly CNC lenne. Szerintem jobb ha a nyomtató feje emelkedik, nem az asztal megy lefelé.
6. Akkor inkább jobb kisebb gépet építeni. De mit jelent "pár százaléka"?
7. Mi csinálná könnyebbre? A PLA úgy tudom az egyik legkönnyebb anyag, de ilyen hatalmas méretbe az is nehéz. "Pár százalék" szerintem 40% is, azért számoltam csak azzal, az pedig 1 tonna. Ha annál kisebbet akar nyomtatni akkor kisebb gépet kell csinálni, de még ha 10%-ot használná fel akkor is az kb, 250 kg lenne, úgyhogy az is sok.
8. Én a nyomtatási időre gondoltam kérdezni, mert nekem az a várás amíg kész lesz a munka.
9. Mit jelent "teknikásabb nyomtatófej"? Ha ugyan azt nyomtatjuk ugyan abba az időbe telik, nem?
10. Azt nem láttam, de már tudom.
Előzmény: Szalai György, 2021-07-02 18:29:08 [29628]
Törölt felhasználó
2021-07-02 22:03:52
[29633]
Igen, lehet más megoldás is, és én sem nyomtatnák hajót vagy csónakot mert jobb megoldás van már felfedezve régen. Igen, mindenféle dolgot lehet nyomtatni, de autóvázat otthoni saját épített nyomtatón...? Arról soha nem hallottam.
De mindegy, mert úgy látom nem tudja mibe vágta be a fejét, mert még ha kész is lenne, az az egy csónak amit nyomtatna menyibe kerülne? Vagy pedig tömeggyártás eladásra...? Van valaki aki bele merne ülni a Dunán vagy a Balatonon csónakázni vele...? Én nem az biztos, mert a halált nem kell siettetni, az jön amikor jön és mindenkit elvisz, de nem sürgős...
Az az igazság hogy szerintem modell, vagy játék hajóra sem jó az ötlet ha vízre is tervezi, mert az is jobb és egyszerűbb lenne hagyományos módon csinálva.
Na de mindegy, ha valaki egy hatalmas 3D printert akar építeni, miért ne építené? Csak pénz, hej, türelem és akarat, meg kitartás kell, mert szerintem nem lehetetlen megépíteni, csak jó ki kell gondolni a dolgokat meg mindent ki kell számolni, tervezni a kezdés előtt. Ha tervek nélkül kezd rá akkor soha nem lesz kész, az biztos.
Nem feltétlenül kell fűteni. Lyukacsos asztal elég tuti erre a problémára.
Nyomtattak már autó vázat, szóval nem megoldhatatlan, de én sem igazán hiszek benne
Az ember hajót akar nyomtatni, annál tényleg hasznos hogy a megfelelő áramlási formát tudjuk tartani, de én inkább egy robotkart használnék erre a célra és a sablont marnám ki vele, amivel utána a hagyományos kompozit technológiával vinném fel a rostokat és a gyantát.
Én kajakot buheráltam pár éve, és bizton állíthatom a 3D nyomtatás nem jó technológia a közvetlen gyártásra.
Lenne egy kérdésem ebben az óriásnyomtató témában. Egy munkatérben, több fejjel egyszerre nyomtatást le tudhat kezelni valami elérhető program, vagy trükk. Főleg, ha a kész terméknek lesznek azonos formájú részei is. Jó hatással lenne a munkaidőre és az energia felhasználásra.
Szalai György | 9544
2021-07-02 18:29:08
[29628]
Én úgy képzelem, hogy: 1. Szegmensenként, adaptívan. 2. Az aktív felületen úgy 1 W/cm2, hogy legyen tartalék. 3. A középső szegmenst kezeli a szoftver, a többi meg ehhez alkalmazkodik némi késéssel. 4. A merev hordozóra felrakott, de egyedileg egymáshoz beszintezett szegmensekkel. 5. Finommenetes beállító csavarokkal. 6. A munkatér térfogatának csak pár százaléka lesz anyaggal kitöltve. 7. Nem lesz az annyira nehéz és az asztal mindig csak lefele halad. 8. Szünetmentes energia ellátás mellett elképzelhető a két hét is. 9. Nagyjából igen. Vagy teknikásabb nyomtatófej kell. 10. Írta lentebb, hogy valami csónakot. De persze megvalósítani egész más, mint elképzelni. Az biztos, hogy a megépítés nem hobby pénzkeretet és eszközöket igényel, még akkor sem, a végeredmény hobby minőségűre sikerül csak.
Hááát, ha valaki egy egész hajóra (elnézést, a Római parton nőttem fel, nekem "hajó" az ami másnak csónak) cápabőrt szeretne nyomtatni, az szánjon rá pár évet...
Én is sok szerencsét kívánok, de bocsánat, nem hiszem hogy fog sikerülni. A probléma nem az építés, ha egy kicsit tudnál építeni akkor nagyot is tudsz. A probléma a használhatóság, na meg egy néhány praktikai dolgok.
1. Akkora asztalt hogy tervezed fűteni? 2. Hány kilowattot gondoltál a fűtésre? 3. Hogy tervezed egyenletes fűtést? Sarkokon meg közepén nem lehet sok különbség. 4. Hogy fogod az asztal simaságát biztosítani? 5. Szintezést hogy tervezed? 6. 1,2 x 1,6 x 1 = 1,92m³ az nagyon sok még akkor is ha nem 100% töméssel nyomtatod. 7. PLA = 0,0008m³ / kg => 1,92 / 0,0008 = 2400kg => még 40% is nehéz mert az is majdnem 1 tonna. ABS még nehezebb... 8. Kis apróságok is sok időt követelnek nyomtatáshoz. Hogy számoltad? Mennyi ideig vársz egy nagyobb dologra? Két hétre? 9. Nyomtatási idő ugyan az mindenkinek, a variációk nagyon kicsik különböző gépek között, mert gyorsítani nem lehet sokat, akkor sem ha gyors szervo motorokkal hajtod a tengelyeket. Az azt jelenti hogy ami nekem négy órába telik a kis gépemen az neked is kb. négy órába tart azon a hatalmason. 10. Mit tervezel nyomtatni? Kerékpárt egybe?
Sok szerencsét, de sajnos én sem hiszek benne, bár szeretném látni igazából hogy sikerülne neked és használhatónak találnám. Örülnék ha neked sikerülne, de szerintem csak sok pénzbe, sok munkába kerül és soha nem lesz kész mert nem hiszem hogy mindent átgondoltál. Jó lenne terveket látni na meg hogy számoltál ki mindent.
Őszintén örülnék, ha sikerülne megvalósítani a projektedet. Még nemzetközi szinten is hírértékű lenne, ha egyedül megvalósítod amit máshol komoly idő és anyagi ráfordítással több szakma hozzáértői együttműködve valósítottak meg. Egy relatív kicsi 3D nyomtatót sem egyszerű elsőre jól megépíteni. Egy nagy formátumúnál már komoly tömegeket kell mozgatni és ha nem hobby hanem ipari igénybevételre szánod sokkal komolyabb motorok, vezérlés kell hozzá. A kínai occsó dolgok itt már nem játszanak. A CFF technológiához nem hiszem, hogy van megvásárolható szoftver (a gyári printerekhez minden gyártó adja a sajátját), így azt is neked kell majd megírnod. És az sem közömbös, hogy mekkora kompromisszumot kell kötnöd a sebesség/felületminőség terén. Mert egy hajó kinyomtatása napokig tarthat ha finom felületet akarsz, fél-egy nap alatt nagy rétegvastagsággal "hullámos" felület érhető csak el amit utólag le kell csiszolnod vagy ráhordott réteggel kell simítanod hogy használható legyen a vízben. Szép kihívás.
Mikor ilyen nagy számokat látok munkatérnek, először arra gondolok, hogy bizonyára elírták a nullákat.
Már több csoportban is láttam, hogy valaki nekiállt egy óriás nyomtatónak, de aztán elveszik, gondolom közben rájön, hogy csak fellángolás volt az egész.
Arra kérlek, ha megépíted és elkezded használni, tegyél fel ide róla képeket, esetleg videót, működés közben..
Épités alatt van egy 3D nyomtatóm. A paraméterei: 1200mm széles, 1600mm hossz, és 1000mm magas nyomtatásra képes asztal. A nyomtató extruder egy csigás mini, szürőváltóval, cserélhető fuvókával, és csiga sebesség szabályozással.
Az ötlet amit kérnék: A anyag Polipropilén granulátum, és szálerősítéssel szeretném megoldani a nyomtatást. Lásd: Mark Forge. Épitő ötleteket várok, szálvezetésre.
RJancsi | 5811
2021-07-02 14:05:02
[29621]
Szerintem elég esélytelen. Még ha találsz is kevlár adalékú szálat, abban a fúvóka eldugulásának veszélye miatt olyan rövid száldarabkák lesznek, amik értelmetlenné teszik az egészet (nem lesz meg a szükséges beágyazási hossz a szál húzószilárdságának kihasználásra). A másik gond, hogy attól, hogy szálerősítés van a filamentben, az egymás mellé/fölé kerülő "kukacok" csak az olvaszott műanyaggal kapcsolódnak egymáshoz, a szálak nem lógnak át a korábbi (kihűlt) sorokba. Így végképp semmi értelme a szálaknak.
Régebben csináltam ilyen akciót sima PLA-val, akkor elég sokan vásároltak tőlem, de sajnos a sok vásárlás azt is hozta magával, hogy belefutottam olyanokba ( 2 fő ) akik a vásárlás után privátban fenyegettek, visszavásárlást követeltek, mert nem tudták használni a vásárolt filamentet.
Itt szeretném kiemelni, hogy garancia nincs, nem a szomszéd település raktárából veszem, így nem tudom visszacsinálni én sem. Ha ezt nem tudod elfogadni, akkor ne vásárolj!
Nem ismerem a minőséget, így erre sem tudok garanciát vállalni!
10 tekercsenként tudom megrendelni, így a 10 tekercses rendeléseket folyamatosan adom le, amint összejött.
Ezen a héten péntekig lehet rendelni, így szombattól már senki ne keressen ez ügyben, mert nem lesz!
Kitöltetlen adatlappal és friss regisztrációval rendelkezőktől kérek tekercsenként 500 Ft előleget!
A tekercsek várhatóan 10 napos szállítással nálam lesznek, Szolnokon személyesen átvehető, vagy posta, foxpost jöhet szóba, természetesen a vevő terhére!
Kérek mindenkit, hogy írásban adja le a rendelését itt a fórumon, privát üzenetben!
keri | 14086
2021-06-28 07:51:00
[29616]
Fura. A nekem pont a fekete, kék, meg a többi sötét szín jobban nyomtatható. A fehér ami problémásabb szokott lenni de már az is sokat javult.
 majd azt is elintézem valamikor, de erre nem számít, senki sem panaszkodott eddig aki ezeket a dolgokat kapta.
majd azt is elintézem valamikor, de erre nem számít, senki sem panaszkodott eddig aki ezeket a dolgokat kapta.