Mennyire normális hogy egy I5-ös laptopon amiben 4giga ram van egy 2gigás videókártyával kb 4-5perc mire bejön a program, és utánna is elég lassú és akad a progi?
lovas gyula | 1877
2017-12-09 17:55:32
[795]
A "G" kódban cseréld meg a g2 és a g3-at Akkor csak a kódon változtatsz és nem a beállitásokon.
Üdv Akármit csinálok a rajzban levő 10-es átmérőjü modellt 20-as átmérőbe készíti el a szerszámpályát. tehát a kódban X5 helyett X10 szerepel. mindenhol az átmérő értékét teszi meg X értéknek a program. mi lehet a gond?
remrendes | 4256
2017-12-02 14:26:06
[787]
Persze, nekem sem ez lenne a legfontosabb benne. Az Inventorra gondoltam egyebkent, nezegettem a neten, nem igazan van ra mod. Erdemes megnezni egyebkent, hogy az SW-ben vagy a Creo-ban hogy van megoldva.
Ha a fusionhoz írod, akkor ugye ők még csak fejlődés alatt vannak és mindig a szerintük fontos/userek által sokat kért dolgokat rakják bele, ez valószinüleg nem az Ha inventorhoz: Lehet van gyors módja is, én csak fél éve inventorozok, és nem intenzíven(heti kb 8 órát), van még mit tanulnom benne, de eddig mindent sikerült összehozni.
A legegyszerűbb módszer, ha a CAM-ban megnyitod a postprocesszálót, és ott látszik a könyvtár, ha átkapcsolod előtte a Setup gombbal arra, hogy Use personal Posts (Sajnát posztprocik használata)
Segítség kellene. Legenerálom a kódot. fusionban, cimcoban jó a szerszámpálya rajz. machmillben és machturnban viszont van egy kis gond. milyen postprocit használtok esztergához? Esetleg dobna valaki egy xml file-t machturn-hoz?
Gyors segítségre lenne szükségem. Adott egy sketch amibe beimportáltam egy vektoros svg fájlt. Ki szeretném vágni rétegelt lemezből a kontúrt. A CAM modulban a 2D contour elemmel gondoltam megvalósítani. Hogyan tudom beállítani, hogy a kontúrvonal külső felén "menjen" végig a maró, ne pedig a belsőn?
Azért írtam az ilyen jellegű flexibilisséget. Két osztókört legördít egymáson, de ezek a változó rádiuszok(még) kifognak rajta. Ha jól sejtem nem egy túl gyakran igényelt feature
Ez még inventorban is izgalmas feladat, főleg "végtelenig". Szerintem a fusion csak szilárdtesteket kezel, és nem tudja a csiszolószalagodat flexibilisként kezelni ilyen módon.
Mi a cél? A szalag futását szerintem nem tudod animálni.
A jointtal két komponens közti elmozdulást adsz meg. Csináld meg a görgők tengelyeit is külön komponensként, a tengely-görgő közé menjen a rotate joint, majd a görgők forgását összekötöd a motion-linkkel
Sikerült ezt is megoldani. Egyszerűen az offsetelést meg tudom csinálni egyesével, minden vonalszakaszra rákattintva. Most már csak az összes görgőre vonatkozó revolute kényszert kellene rátennem, de csak az egyikre tudom.
Akkor van két vonal összefűzve, ha egy pontban találkoznak. Ha a két egyenest és a rajon kéken kijelölt ív találkozik, akkor duplaklikkel elvileg egyben kijelölhetők.
Vagy a szalag és a görgő két külön sketch? Akkor lehet hogy a görgőről a szalaggal találkozó ívszeletet át kell vetítened az aktuális sketchre, vagy meg kell rajzolni a megfelelő kényszerekkel itt.
Ha már egyben ki tudod jelölni a szalagot, akkor kéne offsetelni, mert így még csak egy vastagság nélküli volnal.
Sikerült megcsinálni, de az íves vonalakat össze kellene fűznöm valahogy. Mert ha így húzom ki a térbe, akkor a görgőkkel együtt Body-vá alakítja és nem tudok neki külön színeket és fizikai paramétereket adni. Autocad-ben tudom, hogyan kell összefűzni vonallánccá a különálló vonalakat, de a Fusion-ban ezt, hogy kell?
Lehet nem jól értem, de ha csak a vonalból akarsz testet, akkor a sketch menüben van Offset parancs, azzal offszeteld el 1mm-t, hogy legyen felülete, aztán extrudáld ki térben a kivánt szélességre.
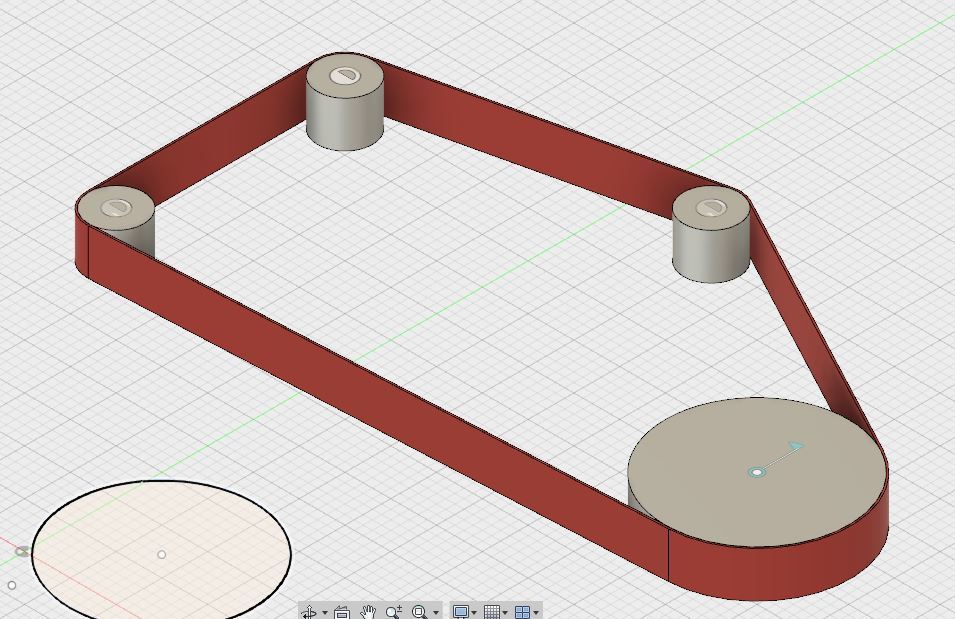
Én megrajzolnám a görgőket, aztán egy másik sketchre érintőkkel a szalagot, úgy kényszerezve, hogy ha a görgőket mozgatom akkor a szalag is idomuljon hozzá. De lehet nem is erre gondoltál
hogy a bánatba lehet szalagot csinálni? Az új tervezésű csiszagépemet már Fusion-ben rajzolom és a szalagfutást is szeretném modellezni, hogy ne érjen meglepetés. A mérete 1mmx50mmx2000mm és Spline-el rajzolnám, egy a képen látható alakúra.
köszi a segítséget
Aknai Gábor | 3191
2017-11-26 15:46:22
[757]
Köszi az infót. Nekem is segített Jani a múltkori rajzomnál.
 köszi!
köszi!
 :
: