Tanuló révén, letöltöttem gyorsan míg diák vagyok a fusion360-t, és tetszik a felület de lenne egy olyan kérdésem, hogy megvalósítható az, hogy a nagy asztali gépen (erős videókártya a tervezéshez) megtervezem, le-generálom a gkódot, majd elküldöm a cél CNC gépre, ahol valamivel levezényelem a gyártási folyamatot?
Mármint mivel hajtanátok végre a gyártó gépen a gkód lefutását?
Bizony, NYC CNC és Lars Christensen a királyok ebben a műfajban szerintem. Rengeteget lehet tanulni tőlük, persze miután Janitól megszereztük az alapokat.
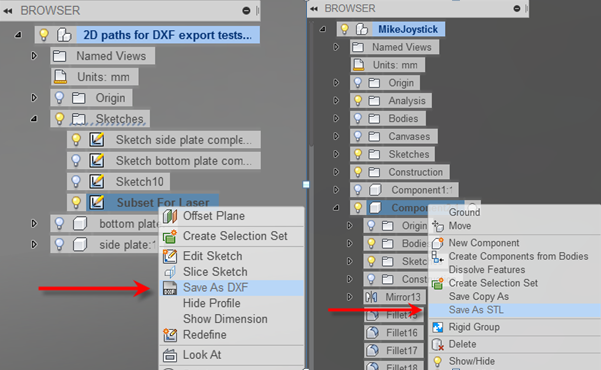
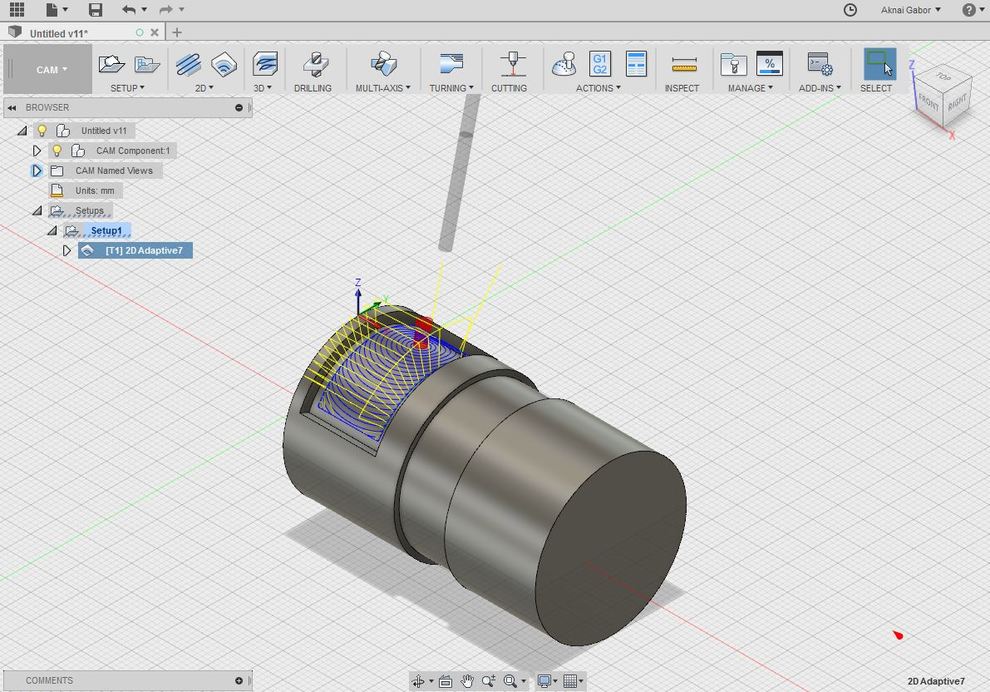
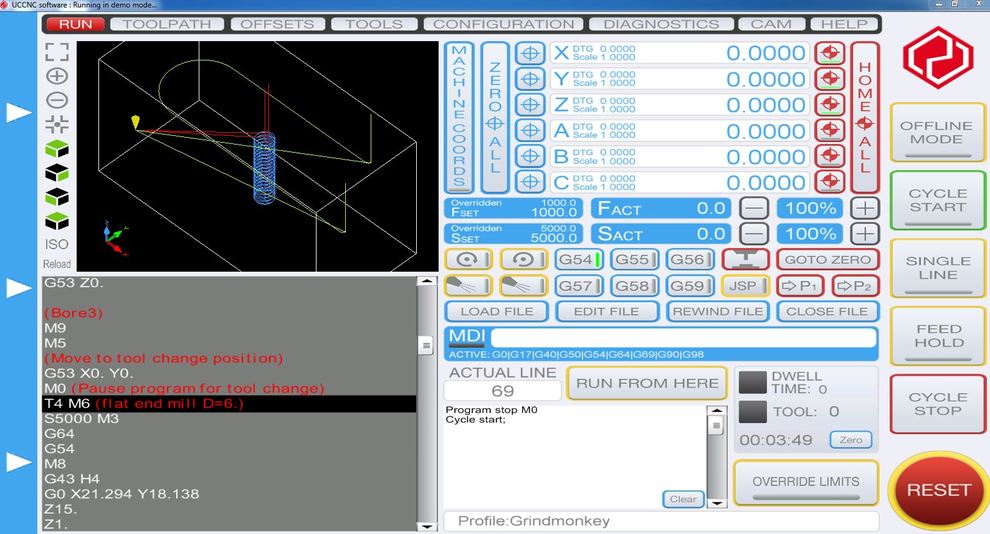
múltkor sikerült összehozni a 4 tengelyes marást a Fusion-ben ill. G-kódot is tudtam rá generálni. A zsebet és az abban lévő feliratot egyszerűen ki lehet választani, de egy 360°-os palást körbemarásához már kicsit vissza kell nyúlni a modellbe, sketch-be és a patch-re is. A sketch-ben offszetelni kell azt a kis hengeres palástot 0 értékkel, majd a patch-ben ketté kell vágni. Ezután lehet őket külön-külön kiválasztani a szerszámpálya generálásához. Illetve az egyik palástot meg kell növelni, hogy az átfedésnél ne maradjon anyagfelesleg. Az így összefűzött G-kódot már lehet is az UCCNC-re küldeni.
Azért ez erős túlzás szerintem, János youtube videói alapján néhány óra alatt az alap funkciókat meg lehet tanulni. Persze nem azt mondom, hogy egy működő fúrógép animációt össze lehet rakni, de ez egyszerűbb gépalaktrészt simán.
Én még csak szemezek a programmal, már a gépre is felraktam, de azért kell egy kis idő, mire az ember belejön ebbe-abba. Látom, hogy nagyon szépen felfejlődött a kezdettől nézve.
És végre sikerült beállítani, hogy működjön! Sosem nézegettem a post process fülön azt a kis táblázatot, de most végig görgettem. Sajnos nem vagyok nagy angolos, de egyből kiszúrtam ezt a sort: fourth axis mounted along Szépen kiválasztottam az X tengelyt, ami a rajzomban a negyedik tengelyként szerepel és már ki is köpte a Brackets a G kódokat.
Olyan postproci nincs hozzá, ami minden gépen megy tehát csak alap G kódokat használ ?
Persze munka egy ilyet megírni nyilván, de nem egy lehetetlenség azért úgy látom. Csak lhete van készen is olyan, ami az UCCCnek megfelelő kéne legyen szerintem elvileg, ha nem, az már régen nem OK.
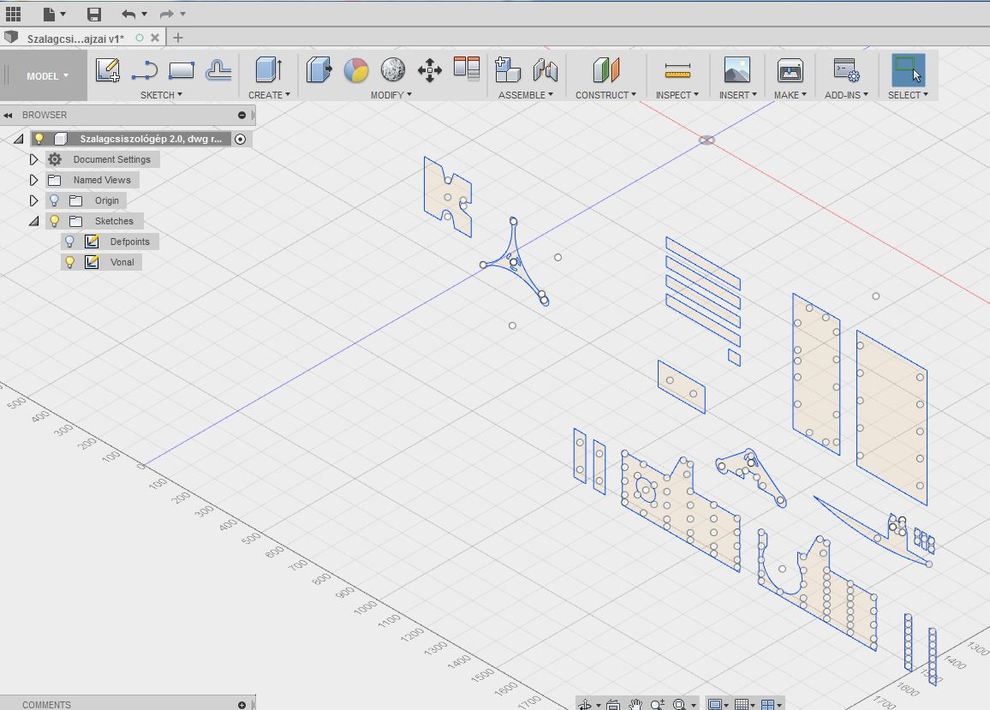
Gondolom, hogy nem egyszerű. Egyébként autodesk (.dxf) formában sikerült a Fusion-nek a G-kód generálása. Azzal viszont az UCCNC-ben nem tudok kezdeni semmit.
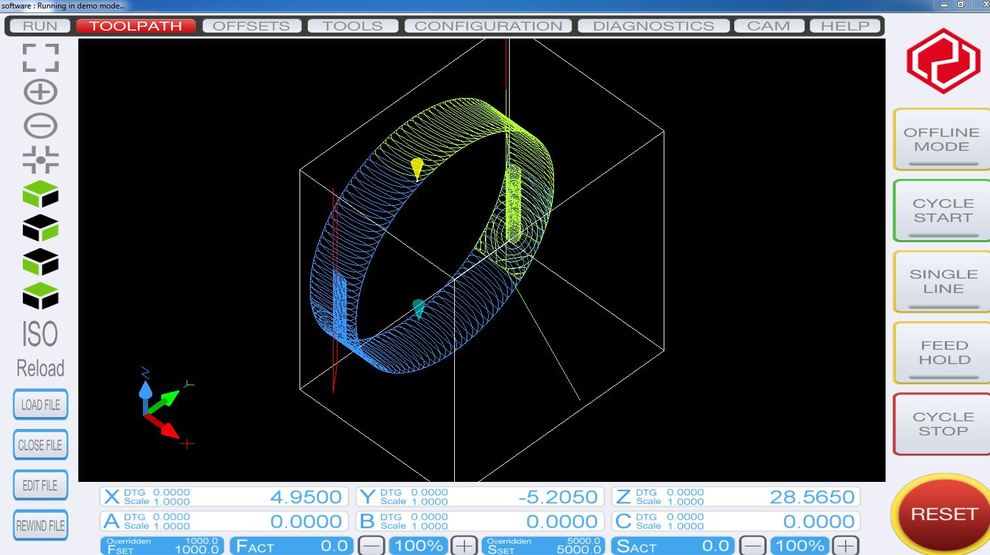
Érdekes módon jogos a 2D adaptív itt, hisz egyidejüleg a maró mondjuk mozog jobbra-balra, alatta pedig elfordul a forgó tengelyen a munkadarab. Menet közben nem változik a fogásmélység/Z érték. (Persze a behatolás-kiemeléstől eltekintve)
A 3D adaptívnál már menet közben a mélység is változhat - bejön plusz egy dimenzió.
A Multi axis egy kicsit becsapós csoport elnvezés, inkább szimultánt írtak volna. Az itteni műveleteknél egyszerre is mozoghatnak a tengelyek. A 2D-3D csoportban levők inkább amolyan indexált megmunkálást adnak, ha forgatja is a munkadarabot, menet közben csak 2 vagy 3 tengely mozog.
Sikerült, de nem úgy, ahogy eredetileg akartam. A profil méreteit nem sikerült új értékekre módosítanom. Végül a Modify -> Push-pull eszközzel torzítottam a kívánt méretre. Ezzel a módszerrel csináltam a többi kapcsolódó alkatrészt is. Így mindig számolgatni kellett a régi-új méret közti különbséget. Sokkal egyszerűbb lett volna, ha katt -> beírom a méretet és megcsinálja. Biztos rájövök majd utólag, hogy kellett volna.
Information: Configuration: UCCNC Information: Vendor: UCCNC Information: Posting intermediate data to 'C:\Users\User\AppData\Local\Fusion 360 CAM\nc\3tengely.nc' Information: Total number of warnings: 1 Error: Failed to post process. See below for details. ... Code page changed to '1250 (ANSI - közép-európai)' Start time: Monday, March 19, 2018 12:17:47 PM Code page changed to '20127 (USA-ASCII)' Post processor engine: 4.2.1 41684 Configuration path: C:\Users\User\AppData\Roaming\Autodesk\Fusion 360 CAM\Posts\uccnc.cps Include paths: C:\Users\User\AppData\Roaming\Autodesk\Fusion 360 CAM\Posts Configuration modification date: Saturday, October 28, 2017 3:47:25 PM Output path: C:\Users\User\AppData\Local\Fusion 360 CAM\nc\3tengely.nc Checksum of intermediate NC data: 7778245c24336cb783da6a640f684b1f Checksum of configuration: 71199635afd7d9840e9190287fd50dc9 Vendor url: http://www.cncdrive.com/ Legal: Copyright (C) 2012-2017 by Autodesk, Inc. Generated by: Fusion 360 CAM 2.0.3803 ... Warning: Work offset has not been specified. Using G54 as WCS. Error: This post configuration has not been customized for 5-axis simultaneous toolpath. ^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^ Error: Failed to execute configuration. Stop time: Monday, March 19, 2018 12:17:47 PM Post processing failed.
Máskor már ment a forgatós gkód generálás? A Posztprocid jól be van állítva?
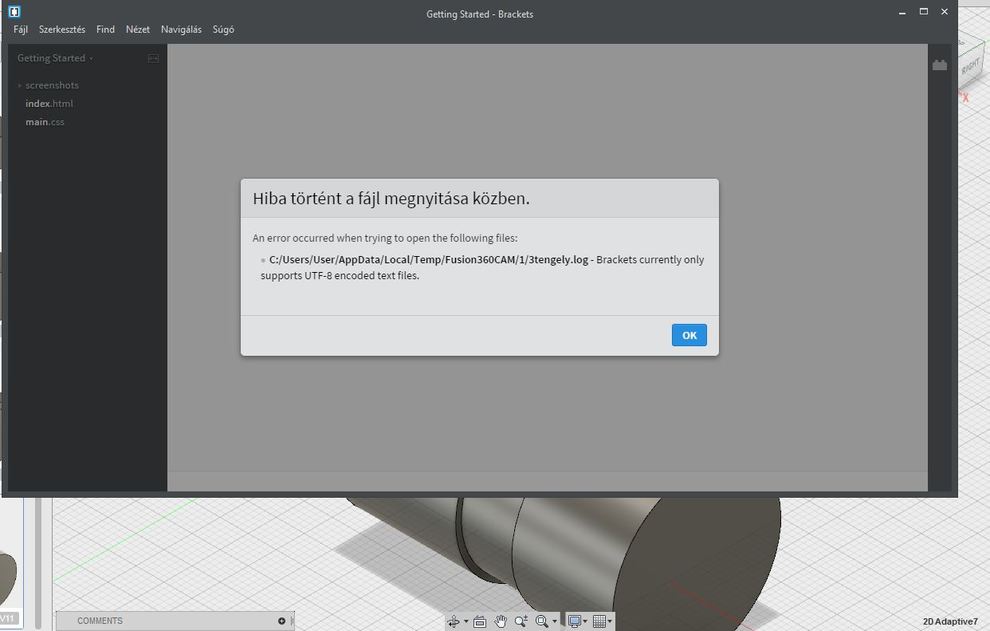
Amit ír .log fájlt, próbáld meg nézni másik szövegszerkesztővel, notepaddal... abban szerintem lesz valami infó, csak ez a csoda Brackets nem nyitja meg a kódolás miatt.
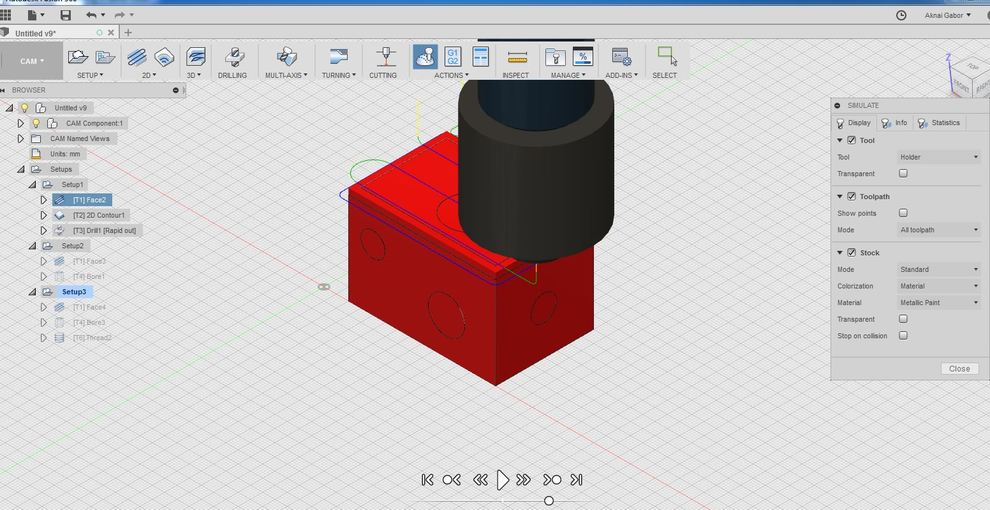
Gyakorlatozom tovább a Fusion-el, most éppen a 3 tengelyes megmunkálás van porondon. A rajz és a szimuláció rendben van, viszont a G-kód készítés nem akar neki menni. Mi lehet a baj?
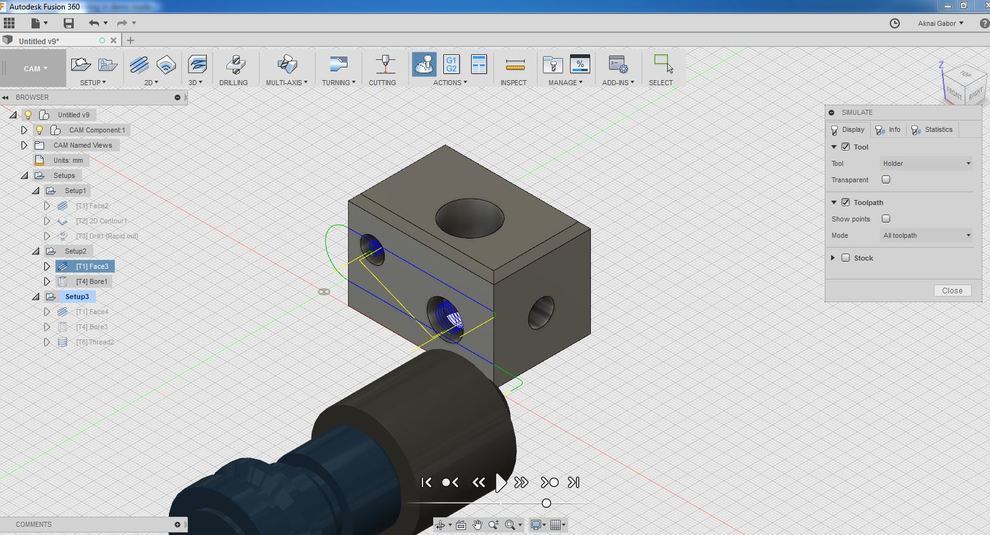
Azért ennek a csodás tavaszi időnek is van haszna, hónapok óta nem tudtam ennyit foglalkozni a Fusion-el, mint ezen a hétvégén. Ma délelőtt tovább folytattam a különböző műveletek gyakorlását, mind a rajzolás és posztprocesszálás, mind az UCCNC-ben történő "gyakorlati" kivitelezés szempontjából.
A ráfordított idő és persze Jani youtube-os gyakorló videói meghozták az eredményt.
Szia, Azt próbáltad, hogy a híd elem keresztmetszetét rajzoló sketch-ben végzed el a szükséges módosításokat -feloldva bizonyos kényszereket- és akkor ez megváltoztatja a belőle extrudált formát, a hidat...? Talán, lehet , hogy nem ...!?