ezek egyike sem biztosítja, hogy a forgácskeresztmetszet állandó legyen. Persze egyenes vonalú mozgásnál az lesz.
Képzelj el egy körlapkával történő körív menti mozgást. Ha ez a körlapka elég nagy, mondjuk 16-20mm átmérőjű, a rádiusz, amit meg kell csinálni, az meg elég kicsi, akkor ha nem veszed vissza a profil körbejárása közben az előtolást, akkor ügyesen nagyon nagy fogást fogsz venni ott, ahol nem karod. A kés oldalán haladsz a kis rádiusz mentén, de a kés hegye az anyagban dolgozik, teliben.
Esztergás műveleteknél a Tool fülön a Fee&Speed résznél tudod kapcsolni az állandó vágósebességet (Constant Surface Speed) és a fordulatonkénti előtolást (Feed per Revolution). Ha nem tévedek nagyot, ezzel érhető el az állandó forgácskeresztmetszet.
A belemenős kanyar mit takar? :D Az előbbi helyen állírható a Lead-in feedrate, ami az anyagba bekezdéskor használatos előtolás, erre gondolsz?
Tényleg furcsa dolgok ezek. A mélységi hiba sztem azért van, mert a setup>stock-ban ráhagytál az anyagra. Nem kell.
A másfél kör számomra rejtély, nem tom hogy jön össze. Gyanítom valami többször átszerkesztett modellről lehet szó, nem maradt benne valami korábbi körív a rajzoláskor? Pl. felületre indítottál sketch-et, és ez bennemaradt a modellben. (ki kell kapcsolni a sketch-et) Vagy valami hatalmas lead-on, lead-off érték van beállítva?
A zsebmarás csigavonalban szokott lefutni, ha kör kontúrja van a zsebnek. A post processorban nincsen letiltva esetleg?
Köszönöm, ez végülis így már használható jelen esetben. Bár van egy-két furcsaság. Az egyik, hogy olyan szerszámpályát generál, ami megy 1,5 kört a zsebben, aztán felemeli a szerszámot és a kezdőpontra teszi újból. és így halad lefelé. Illetve amit még nem értek, hogy a zseb 1,7 mm mély, de a g kódot átnézve van benne Z-2.2 körüli érték is.
Olyan megoldás nincs esetleg ami csigavonal pályát csinál? Ha mondjuk egy meglévő furatot akarok 10 mm-rel nagyobbra csinálni, célszerűbbnek látom csigavonallal lemunkálni.
Ugyanabban a setup-ban megcsinálhatod, amiben a 2D pocket is van. Ha kész a 2D contour, akkor klikk rá (kijelölöd) és szimuláld csak azt. Így látod, hogy miként fut le a kontúrmarás. Ha ez OK, akkor Actions>Post Process és elkészül a kódja.
Köszönöm szépen zozonak is, de hálás lennék ha utána tudnál nézni ennek a maradék anyag eltávolításnak, mert így teljes szerszámpályát generál megint. Ez nekem azért nem jó megoldás, mert pici és gyenge a gépem, kis fogásokkal lassan tudok csak haladni, ezért ha végigmegy a teljes program az nagyon sok idő és csak a levegőbe kalimpál a szerszám.
Igen, ahogy zozo irja, eressz rá még egy 2D Contour-t.
Most nem vagyok fusion közelben, de asszem csak a 3D-s műveleteknél lehet beállítani rendes maradvány anyag eltávolítást, amikor figyelembe veszi az előzőleg lefutott szerszámpályákat, és csak a különbséget munkálja ki, akár más szerszámmal.
Pedig erre emlékszem is a videóidból. Szavaidból úgy veszem ki, hogy megoldható a csak simító utólag. Ezt, hogyan lehet megoldani? A következő is ehhez hasonló: benéztem az egyik kör alakú zseb átmérőjét és vagy 3 milliméterrel kisebb lett. Ezt szerettem volna úgy megoldani, hogy csak a különbséget munkálja ki, ne akarjon az egészre g kódot gyártani.
A Pocket művelet negyedik (Passes) fülén a "Stock to leave" be volt pipálva a fájlban amit küldtél, és sugárirányban 0.5mm volt megadva. Átmérőben ez ugye 1mm.
Ha ez be van nyomva, adott méretű anyagot meghagy a modellhez képest, további megmunkálásra.
Nagyolásnál szoktam megadni így, utána réeresztek egy kontúrmarást, dupla körön, az kiszedi a maradékot, szép is lesz a felület, pontos is...
Na itt a következő gond. Kimartam a generált g kóddal a zsebet és majdnem egy kerek milliméterrel kisebb lett az átmérője mint kellene. A modell méretei rendben vannak, a maró szinte új volt és a szerszámpályának megfelelően 6-os.
Pali79 | 711
2018-05-01 13:59:28
[1038]
Szuper, köszönöm szépen! Én azt hittem, hogy a szerszám orientáció kb. ugyan ezt csinálja. Ezek szerint tévedtem..
Kb ahogy gondoltam, a setupod-beli koordináta rendszer megadása nem stimmel. A Z tengely (kék nyíl) felfelé mutat. Ugye most lefogattad a nyersanyagot az asztalra, és alulra esik a zseb, amit kimarnál.
A megoldás, hogy a setup-beli orientation legördülőnél átállítod a koordinátarendszeredet, a valós befogásnak megfelelően (lásd kép alább). Hiszen valójában is úgy fogatod majd le, hogy a zsebed felfelé essen.
Ugyanitt megjegyezném, hogy a rajzoláskori koordináta rendszer (kocka a jobb felső sarokban) és a CAM/setup -beli koordinátarendszer nem kell, hogy feltétlenül egybeessen - pl most sem
Egy teljesen külön setupban csináltam, mégsem generálta le a kódot. Sőt! Most gondolkodom rajta, hogy ezzel a zsebbel akartam kezdeni, nem is volt előtte más megmunkálás.
Arra csinálsz egy külön setup-ot és ha még szerszámcsere is szükséges, akkor be kell pipálni, hogy nincs automatikus szerszámcsere. Ilyenkor megáll és várakozik, hogy elvégezd a feladatot és utána mehet a marás.
Ilyen kőkorszaki dolgok, mint "kiveszem a satuból és megfordítom" nem játszik? Sima 3 tengelyes gépről van szó és igen ha úgy nézzük akkor a lefogatás felöli oldalon van a zseb. Végül meg tudtam oldani, átrajzoltam a zsebét a másik oldalra. Itt nem számított, de mi van ha egy komplex darabot kellene megvalósítani?
Egy setupban lett volna az alul levő zseb, és vmi más megmunkálás? Azaz a lefogatott munkadarabod alját kéne megmarni, ha jól értem.
Ne ehhez kell a forgató, illetve a tool orientation beállítása is ezzel függ össze - indexálva befordítja a munkadarabodat a Z tengelynek megfelelően. Viszont ehhez olyan posztprocesszor kell, amiben az alap három tengelyen felül a továbbiak is a gépedre vannak szabva. Ahogy láttam, ezeket jellemzően kikommentezve hagyják a kódban, hogy ne okozzon galibát az adott megvalósítások közti különbség. Pl hány fokot tud forgatni, bölcső, vagy a szerszámfej billen, stb...
Persze csak tippelgetek, de szerintem a posztprocid nincs jól beállítva a forgatós megmunkáláshoz, ha egyáltalán forgatóval akartad megoldani.
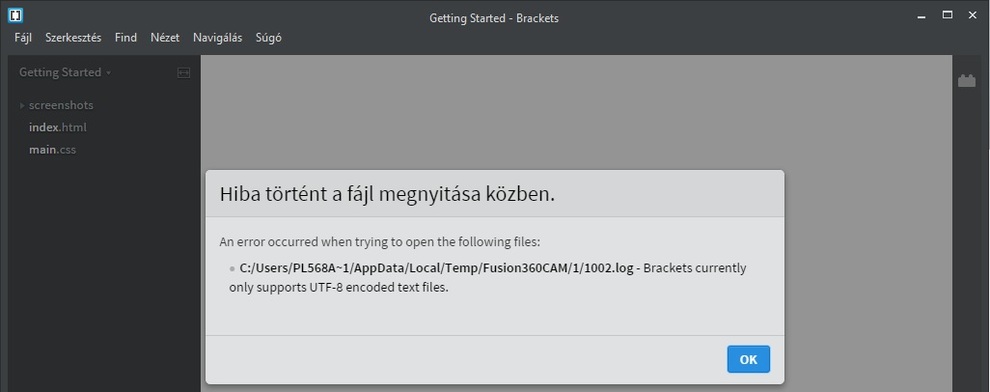
A hibaüzenet persze baromság... az a kiváló Brackets editor nem támogatja az UTF8 kódolású fájlokat, a hiba log pedig ilyen... Valahol át lehet állítani, hogy másik szerkesztővel nyissa meg a legenerált kódot, ha az ismeri az eltérő kódolást, akkor gondolom alapból megnyitná a logot.
Az mondjuk elég nagy hülyeség, hogy csak a lóg fájlból derül ki, hogy mi a probléma. Már a generálásnál dobhatja egy üzit, hogy gáz van. Bár az én hibámat nem igazán értem. A darab alján van a zseb és nem tudtam rá generálni, hiába forgattam át a dolgokat a tool orientation-ban. Esetleg megnézhetné más is, hogy mi van ha alul lévő zsebre próbál generálni.
Általában valamilyen szerszámpályával kapcsolatos hiányosság miatt írja ki ezt az üzenetet. A múltkor sokféle típusú pályát generáltam vele a különböző rajzokkal és én is sokszor jártam így. Hol a 4. tengelyhez szükséges klikkelést, hol egy rossz szerszámot, hol egy rossz pályatípust választottam és már jött is a hibaüzenet.
Megtaláltam. Azt írja nem támogatott szerszám orientáció. A kimarandó zseb a darab alján van. Persze a szerszám pályához beállítottam mindent szerintem, a szimuláció is rendben van, csak a g kód generálásnál jön ki a hiba.
G kód generálásnál az alábbi hibaüzenetet kapom. Nem mindig, de egyre többször. Nemrég frissült a program, előtte ilyen nem volt sose. Szerintetek?
xsugix | 206
2018-04-20 14:46:41
[1021]
Sziasztok!
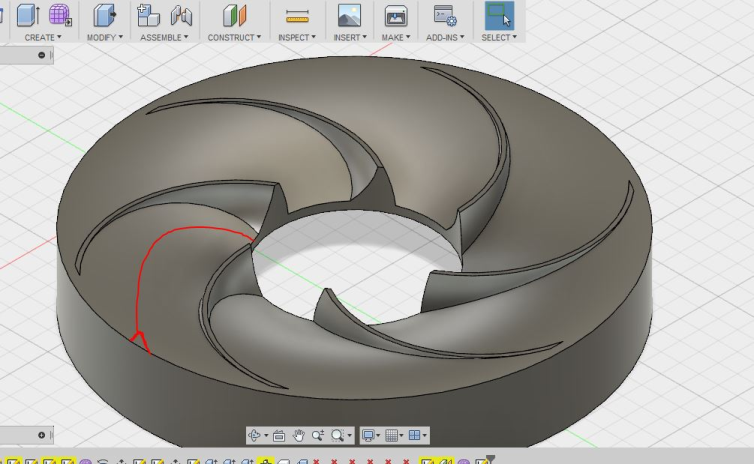
Hogy tudok a képen látható tárgy ívére egy másik ívet rárajzolni, ami követi a felületét? Spline-al próbáltam, de valamit elbénázok.. Vagy csak azzal tudom? Ez egy kukorica daráló lesz egyébként.
Aknai Gábor | 3191
2018-04-19 16:08:37
[1020]
Ugyan már, zseniális a maga nemében. Főleg egy kezdő tudja nagyra értékelni, mert nem igen találni magyar nyelvű oktató videót.
"A különálló Dynamo Studio programozási környezetben a tervezők vizuális logikával fedezhetik fel a parametrikus koncepcióterveket és automatizálhatják a feladatokat."
Mondjuk ez sokat nem mond, de az alábbi videoban a Fusionnal együttműködve szerintem ígéretes. Van belőle ingyenes változat.
Először nagyon megörültem, hogy végre bekerült a generatív tervezés, de sajna úgy néz ki ezt csak az 1500 dolláros Ultimate verziósok kapják meg, az ezzel elvileg egyenértékű ingyenes diák licenszesek nem
De azért jöttek jó dolgok az ingyenesbe is, érdemes végigtekerni a leírást vagy a videót.
Néhány főbb, nekem tetsző: - Kétirányú adaptív marás! Nincs üresjárat új fogásnál, egyen és ellenirányban felváltva mar, beállítható állandó szerszám terheléssel! - Különféle furat opciók, lehet egyből menetes furatokat készíteni. - Végre támogatja az egyvonalas betűtipusokat, pl gravírozáshoz jól jön... - Sketch és CAM motor elvileg gyorsabb szebb jobb lett - Szakaszos/forgácstörős esztergálás, egyedi lapkák, kések definiálhatók. - Fúrásnál megadható hogy melyik területen vagy melyik tól-ig mérettartományban levő furatokat furatolja a furatoló. - stb...
vjanos | 5568
2018-04-14 10:09:00
[1012]
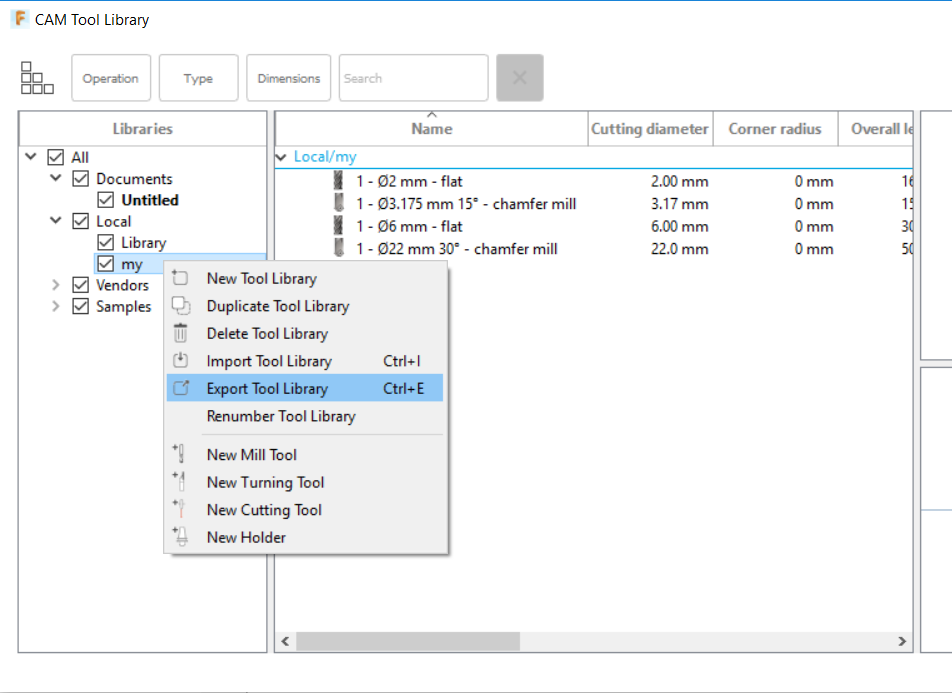
Érkezett egy kérdés, miszerint hogy lehet a definiált szerszámokat átvinni másik gépre. Itt válaszolok, hátha másnak is hasznos.
Tehát a CAM nézetben a CAM Tool Library bal oldalán levő saját mappákat/librarykat jobbegér-exportot választva lehet kimenteni, importtal pedig visszatölteni. (Lásd csatolt kép)
Vagy egy másik megoldás: A beállítások között bekapcsolható a Cloud Tool Libraries lehetőség, azaz hogy automatikusan a felhőbe/szerverre mentse el a szerszámokat. Bővebb leírás itt.
vjanos | 5568
2018-04-10 20:51:49
[1011]
Tudsz esetleg még képeket mutatni a gépről? Csak azért érdeklődöm mert én is egy huzalszikra vázat mókolok át marógéppé...
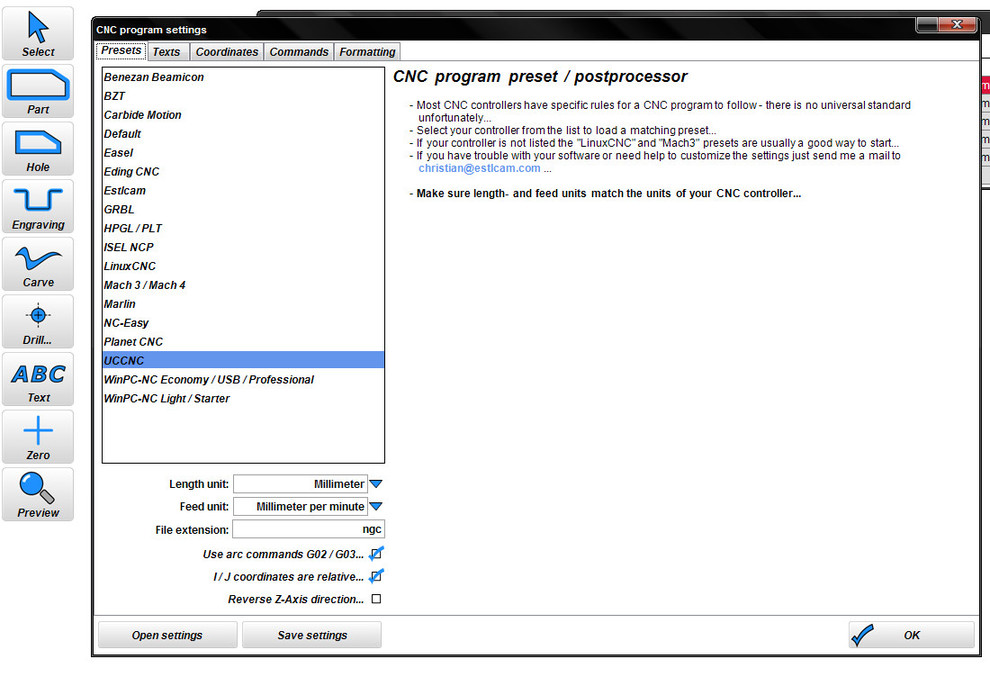
Maradok a Fusion 360-nál. Frissen töltöttem le a post processort UCCNC programhoz. Kipróbáltam a G91-es kóddal és valóban fordítva indult el. Hála az UCCNC-nek néhány checkbox kipipálása után, már a G91-el is jó irányba megy ill. a home is maradt ugyanabban a sarokban. Itt már csak egy dolog zavar, hogy jog meg mpg módban, pont a másik irányba megy, mint a képernyőn levő nyilak, erre kell még valamit kitalálni.
Ha jól értelmezem, akkor ez nem okoz gondot, egy hagyományos portálmechanikás routernél, mert ott az asztal áll, a tengelyek meg mozognak felette. Nekem meg az asztal mozog.
Szóval köszönöm,a segítségeteket. Szerintem most jó irányba indul el a megszerkesztett program is, de ezt még kipróbálom.
És igen ez egy tömbszikra forgácsoló volt, azt alakítottam át. Meg vagyok elégedve, vele, mert könnyen viszi az acélt is, nem csak az alut.
zoller | 31
2018-04-10 18:23:09
[1009]
Esetleg nem lehet olyan triviális hiba, hogy a program G54-ben fut, te meg mondjuk a G55 nullpontját veszed fel ??? A g54 xy ahová az első mozgás indul, meg valahol középen van???