Engrave is megcsinálja, de én rajzolnék egy rácsot, aztán pycam-mel egy perc alatt generálnék neki kódot A mélységet meg nem nehéz kiszámolni a szerszám szögének ismeretében.
Tisztelt János! pontosan erre volt szükségem nagyon hálás vagyok a segítségért illetve a videóidat is gyakorlatilag abból tanultam meg felhasználói szinten szerkeszteni!!!
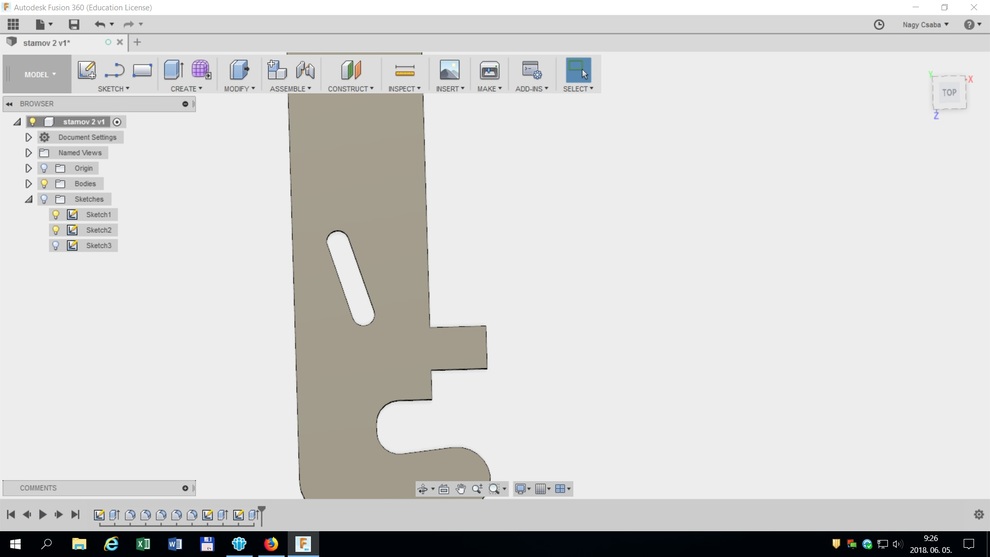
Sziasztok ! Egy egyszerű problémám van szeretnék egy 2 mm széles íves srég nútot rajzolni (de csak függőleges egyenesben sikerül )aminek a két vége 2 mm átmérőjű kör. milyen művelettel tudom ezt úgy végrehajtani hogy az ív minden pontja mentén 2mm széles maradjon, hogy egy csavar szépen tudjon csúszni benne tanácsokat előre is köszönöm!
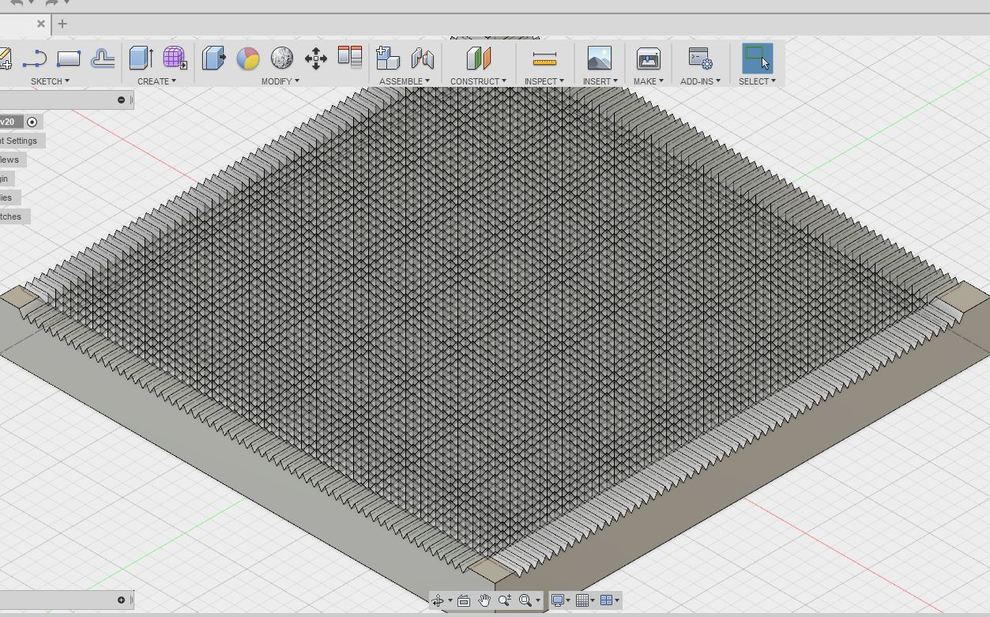
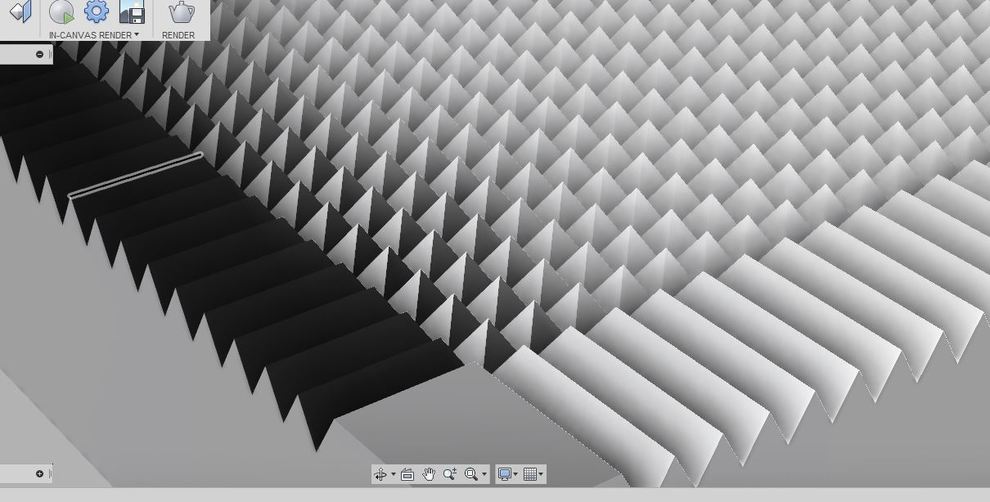
Hogyan lehet Fusion360-ban egy anyag felületét érdesíteni, amit később akár gravírtűvel lehetne kimarni? Amit majd szeretnék, hogy egy alulap felületét piramis mintásra kimarni 1-1.5mm mélyen. (bocsi a kifejezésekért, de a gépészet nem az erősségem)
Ja, hogy neked olyan kéne, hogy ha valaki durrant egy rendeset, mennyi idő múlva érződik a szoba túlsó sarkában? :D
Nem gondolnám, hogy ilyen lesz a fusionban, inkább általános mechanikai dolgokat pakolnak bele, ez már inkább valami speckó épületgépészeti alkalmazás.
közben belefutottam ebbe, hátha valaki mást is érdekel... https://www.simscale.com jónak tűnik, csak meg kell küzdeni vele, egyenlőre még a minta projectet sem sikerült beüzemelni...
frob | 2339
2018-06-03 20:29:08
[1088]
sajnálatos, láttál esetleg erre utalást hogy benne lesz?
néztem egy két ingyeneset, de nem volt meggyőző.. ha valaki esetleg tud ajánlani,az jó lenne...
Az AutoHotkey nevű programmal sok okosságot ki lehet hozni egy sima kis numerikus billentyűzetből is. Minden billentyűhöz más-más billentyűkombinációt lehet rendelni (pl a +/- zoom in/ out) és ha pl. az egér scoll gombját lenyomva a numerikus billentyűzetet is használom, akkor arra még további 16 billentyűkombináció programozható.
Ha nézed Lars videóit akkor már régen vettél volna...Ő is ilyet használ igaz a Pro verziót, de mindig csodálkoztam, hogy milyen fankón tud nézeteket váltani, zoomolni stb.
én elsősorban a használhatóságáról beszéltem, nem az áráról. És nem csak a pro verziónak van értelme, a billentyűzetet nagyon ritkán használom rajzoláskor, szóval nem gond a 2 egér. Az idő nekem is pénz és ha egy alkatrészt gyorsabban tudok elkészíteni, mint e nélkül, akkor hobbiban is van létjogosultsága.
Elnézést ha túl pozitívan gondolkodnék az ilyen és ehhez hasonló kütyükkel kapcsolatban. Próba nélkül persze nem fizetnék érte ennyi pénzt, de ha megtetszik akkor beruházok egyre.
üdv, Gábor
remrendes | 4256
2018-05-24 19:18:27
[1080]
Raadasul a Pro verzionak van csak ertelme. Ugy hogy az embernek 2 kezere jut 2 eger meg 1 billenyuzet, ugy nem az igazi.
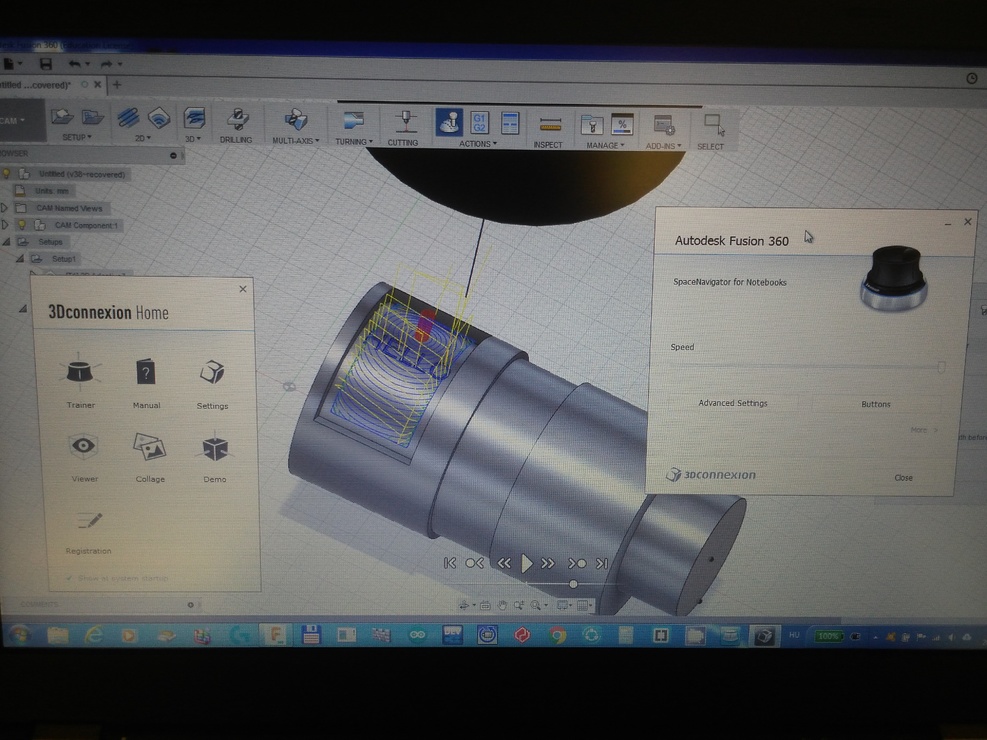
régóta szemezgettem ezzel a rajzoláshoz használható 3DConnexion space navigator térvezérlővel, kíváncsi voltam rá, hogy könnyítene e mindennapos tervezésekben. Erre ma hozzám vágtak egyet 2 hét tesztelésre. Kipróbáltam gyorsan és először idegennek tűnt, de aztán pár perc után belejöttem a használatába. Jobb kézzel a hagyományos egér a rajzműveletekhez, bal kézzel pedig a térvezérlőt irányítva, baromi gyorsan lehet nézeteket váltani, előre-hátra hozni (zoomolni) jobbra-balra, föl és le toligálni, forgatni bármilyen irányban, stb. Azt nem mondom, hogy venni is fogok egyet, de sokat fogom használni az elkövetkező napokban, hátha még jobban beleszeretek. Rengeteg időt tud megtakarítani egy összetett modell vagy alkatrész esetében, szóval van létjogosultsága.
Sziasztok, megint egy kis segítség kellene.Egy "kombinált" faesztergát építek, ami terveim szerint marógépként is funkcionál(jelenleg ez a rész tökéletesen működik), meg esztergakénti. Plusz egy olyan felállást is terveztem ahol a keresztszánra a kések helére egy marómotor kerül, aminek tengelye merőleges a főtengelyre és metszi azt. Így három tengelyem van . Hol tudom azt kérni a FUSION-tól, hogy ne négy tengellyel számoljon? Vagy valami más progit kell keresni erre a feladatra? Köszönettel: navra
Most nem vagyok a progi közelében, de nézd meg esetleg ez fent van-e alapból. Illetve a saját projektjeid felett, a CAM-es pédák között is mintha lenne "Workholding" gyüjtemény vagy valamelyik példából át lehet menteni.
Nestinget tud a Fusion? Adott alakzatot adott területen adott szabályok szerint optimálisan elrendezni?
vjanos | 5568
2018-05-13 21:13:36
[1069]
Ott az álló torony alját vettem fixre.
De pl volt olyan, hogy egy lap hátuljára direkt csináltam négy 0.1mm mély zsebet (lineáris kocsik helye), hogy azokat tudjam fixként megjelölni. Halványan látszik a négy kis lakat:
Köszönöm. Amikor a saját géped Z tengelyének szimulációját csináltad, akkor mit állítottál fixre? Én is próbáltam mindenféleképpen, de nem nagyon jött ki értelmes eredmény.
B megoldásként: a "Confinement" bekapcsolásával szekciókra lehet osztani a munkadarab megmunkálását. Hátha így a kritikus részre meg tudsz adni kisebb előtolást kézzel, akár egy másik cam művelettel.
Addig rendben van, hogy van egy max fogásmélység és szépen elszedegeti az anyagot előle, de a ráhagyás a kanyarban is ugyanannyi mint máshol, ezért lesz egy olyan pont a beszúrás alján, ahol a fogásmélység ugyanannyi, de a vágóél kb 110 (ex has) fokos szög mentén vágja az anyagot (110 foknyi él dolgozik), szemben a mezei forgácsolás kb 30 foknyi dolgozó élével. Na ez előtt a pont előtt kellene visszavenni az előtolást, hogy a forgácskeresztmetszet ne nőjön hirtelen a 3x-osára, mert azt nehezen tolerálja a gép.
Ezt hogyan szokták megoldani mások ? Nem hiszem, hogy én lennék az első, aki hasonló dolgot akar forgácsolni.
2D kontur marásnál olyan pályát generál, pl egy kör alakú zseb esetében ami körbemegy egyszer, aztán felemeli a szerszámot a biztonságos magasságba nálam ez +5 mm, utána lemegy a következő fogásmélységre és megint megy körbe. A kérdés, hogy nincs olyan opció, hogy ne emelje fel mindig erre az 5 mm-re? Elég időrabló.