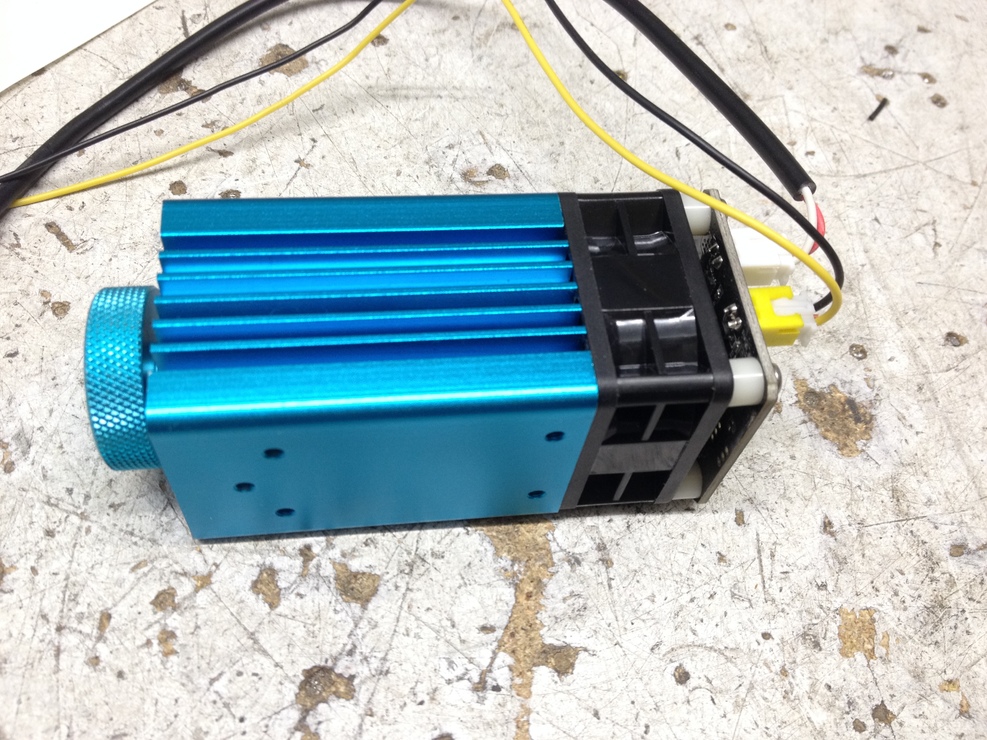
Szervusztok Segítség kellene: Az 5W-osnak mondott lézert szeretném úgy használni, hogy teljesítmény-szabályzásra is lehetőségem legyen. Az M3 és M5 parancsokat már használom, a marómotort kapcsolja. Az az ötletem támadt, hogy a léser bekapcsolására az M4-et használnám, az még szabad. Az S (PWM) paranccsal a teljesítményt is megadhatom úgy vélem. De a könyv nagyon szűkszavú, hogy is lehet az S-et használni, mi is lesz a végeredmény. Nekem az lenne a kedvező: ha bekapcsol az M4, és meg van adva 50% kitöltési tényező: akkor az M4 kivezetésén megjelenik egy 50%-os jel, az M5 pedig kikapcsolja. Hogy csináljam??
Pali79 | 711
2019-12-06 12:50:47
[17598]
Szia! G43 Hx ahol x a szerszám sorszáma a szerszámtáblában. Kikapcsolása G49 kóddal.
Előzmény: Biró Ferenc, 2019-12-05 20:50:02 [17597]
Biró Ferenc | 147
2019-12-05 20:50:02
[17597]
Sziasztok! Olyan problémám van, hogy a programot nem generálom, magam írom. Ez idáig nem volt szükségem, de most program közben kell szerszámot cserélnem, hogyan kell a programban megírni a különböző hosszat. A szerszám adattárba (ToolTable) a H (Height) érték hogyan érvényesül. Kösz a segítséget.
GAtesz | 133
2019-12-04 21:37:57
[17596]
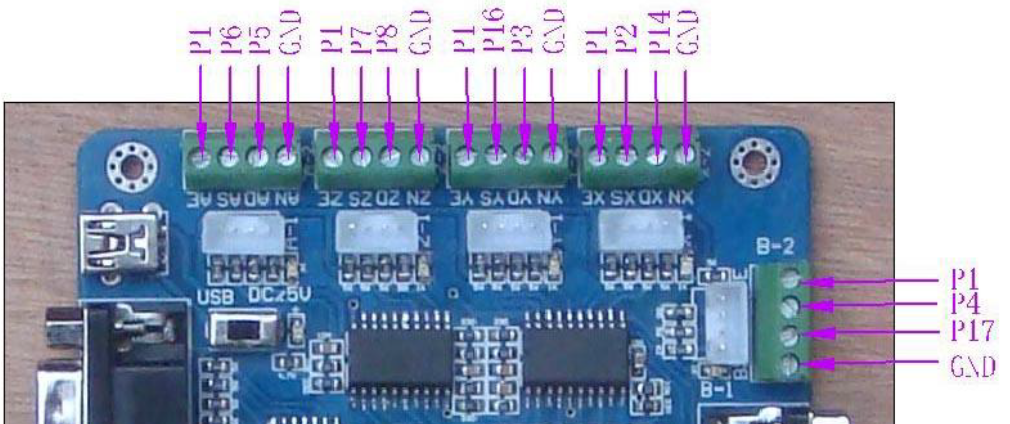
Igen, a pinout képernyőképen az Y tengely step/dir pinek felcserélve vannak beírva. A fiam egyből kiszúrta.
Ennek a kártyának az egyedüli haszna az lehet, ha a printer portod 3,3 V-os és az kevés a meghajtónak. Azért itt a lábkiosztása, ezt kell beállítani a Mach-ban.
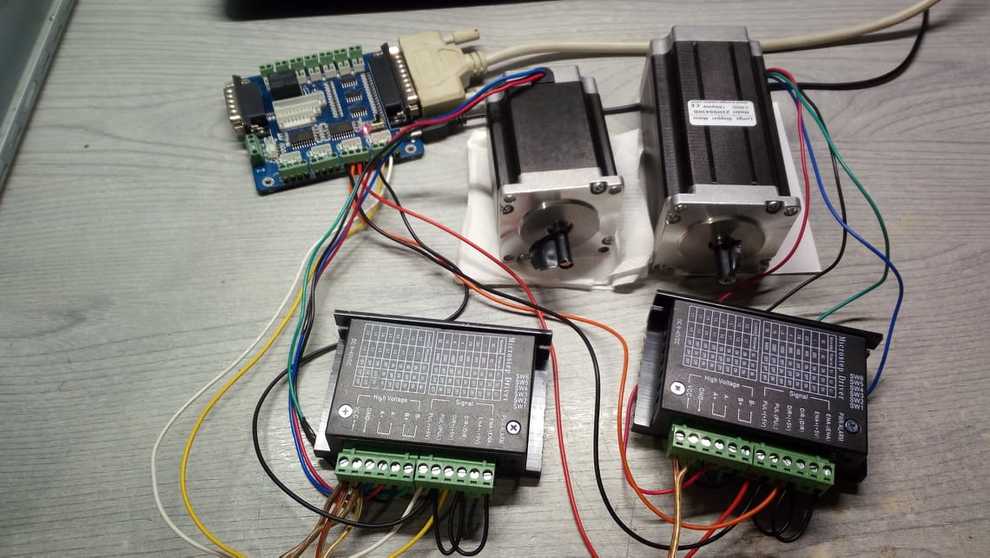
Típusjelzés nélküli jószág. Ha minden jól megy, a héten lesz egy másik. Addig meg kísérletezek ezzel. Az "A" és a "Z" kimeneten tudok működtetni két motort helyesen.
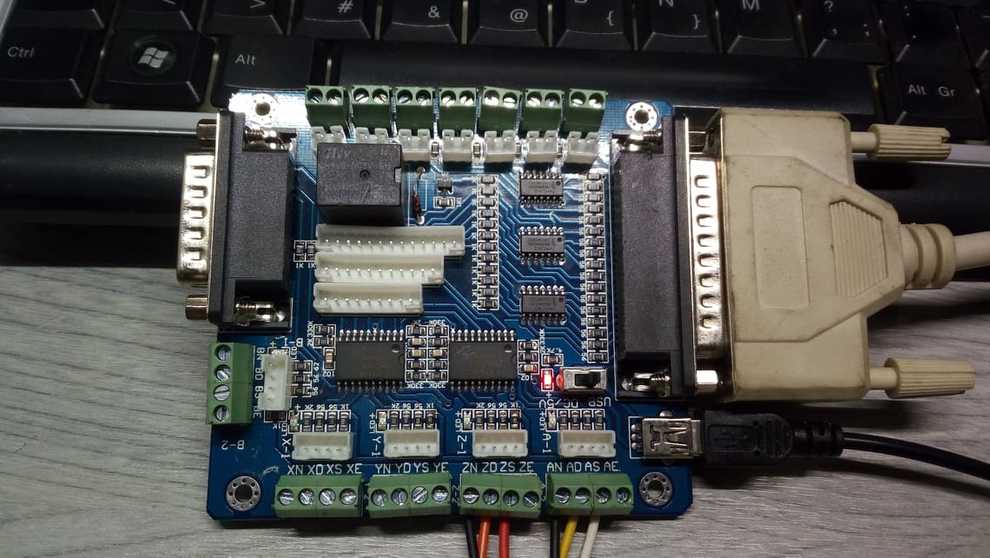
MIlyen LPT kártyád van, tudsz egy típust és fótót küldeni róla? Nekem gyanús amit a papírra leírtál, nem így szoktak lenni a lábkiosztások. Itt van egy fajta a linken , nem tudom a tiéd milyen.
Addig jutottam, hogy megvan az "A"és "Z" tengely, DIR és STEP jele. (A boardon jelölt kimenetek élnek) Az "X és "B" tengely STEP jele. Valamint a "B" tengely STEP jele. A többi nincs. Hol lehet? Rossz a Board, vagy az LPT kábel?
Köszönöm a segítséget. Én alapból úgy kötöttem, hogy a negatív bemeneteket kötöttem GND-re, és a pozitív bemeneteket kötöttem az LPT kártyára. Ez gond lehet?
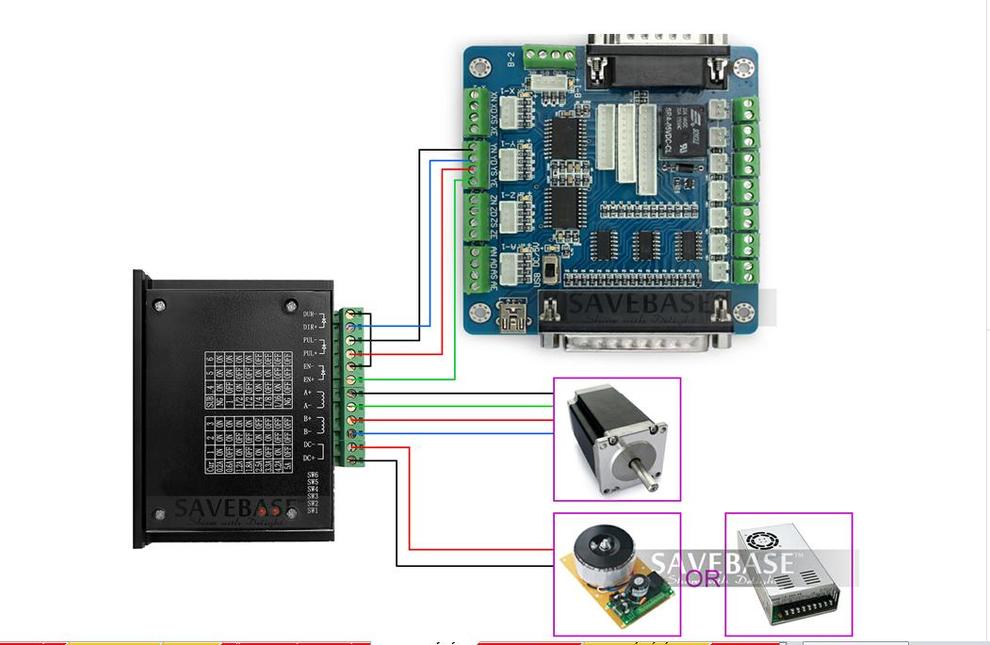
Szia! Ha a Setup-ban jól állítottad be a Dir-pineket (az LPT kártya bekötésének megfelelően és még a Port 1-et is kipipáltad)és ezek jók és mégsem működik,ellenőzizd, hogy az LPT-TB6600 driver összehuzalozása megfelelő e? A dir+ -okat össze kell kötni a driver panelon, majd az LPT kártya +5v-jára kötni, és a Dir- -okat pedig a X, Y, Z, Direkre kötni. Persze a PC LPT kimenete is lehet rossz, de ezt könnyen ki tudod mérni. Irányváltásnál csak rámérsz, a dir pinre, és vagy 5V van, vagy nulla. Ha nem boldogulsz hívj fel. 06 705002945
Üdv! Összeszereltem az asztalon az épülő gépem elektronikáját, tesztelés céljából. Az a problémám, hogy a léptető motorok csak egy irányba forognak. Állítgattam a setup-ban a kimeneti portokat, végigpróbáltam 1-9 ig mindet de nem jöttem rá, hogy mi a baj. A step jelek megvannak, de a DIR jel nincs. LPT breakout boardom van és TB6600-as driver. Mi lehet a gond? Üdv, Atesz
Sásdi Zoltán | 735
2019-11-24 15:30:30
[17582]
Én is egy 555-ösre gondoltam, csak valahogy az alap áramot szeretném megadni a lézer-diódának.
Az a baj, hogy régen volt...felejtődnek a dolgok. Megállásra nem emlékszem, de amit a sebességről írsz, én is tapasztaltam. Meg kellett találni az optimumot, hogy miért így működött a plugin nem tudom, nem is igazán kerestem az okát.
A hatalmas englis tudásommal én a pdf-ből azt hámoztam ki, hogy csak 25kHz kernelfrekivel működik jól. Valamit, még a "Ports & Pins" fülön is kellett pipálni, vagy...kivenni a pipát??? Talán, a "Sherline 1/2 pulse mode"-nál.
Én úgy tudom, a Tweaki koma ezt a plugint CO2 lézerhez "faragta", vagy optimalizálta, nem a diódákhoz.
A kék 2W-os hoz én nem is használtam a plugint, még előtte, az 1W-os infrával játszadoztam vele.
No kipróbáltam élesben ezt a Mach3-hoz való laser engravir plugint, de nekem ez nem kerek.
A két szélén -főleg az egyiken- gyakorlatilag megáll az X tengely. Úgy 5000 mm/perces sebességnél már kezd kontrasztos lenni az égetés nyírfában, de ha lejjebb vagy feljebb viszem a sebességet akkor egyre haloványabb.
Saját eszemtől úgy gondolnám működni ha lassabban szalad a lézer fej akkor jobban éget.
Az előbb megnéztem még egyszer a PDF-et van ott a végén valami halandzsa a kernel frekiről meg miegymásról de én azt nem értem.
A baj az, hogy, vénember lévén, megrekedtem az analóg technikánál, ráadásul, úgy tudom, a lézerdiódák nem szeretik a nulla-maximum terhelést, szeretnek egy alap terhelést, amikor még csak "led-diódák".
Én is vettem egy ilyet egy fórumtárstól, előtte csak azt az ismertetőt küldte, amiből azt lehetett leszűrni: megy analóg jellel is. Bizonyára jól tudta, ez nem igaz. Kellett egy lúzer, én. Hát így jártam, aki még hisz egy fórumtársnak, és aki meg is veszi. Van valaki, aki megpróbálta, ezt némi kiegészítővel, analóg fogadására alkalmassá tenni? Talán analóg-PWM átalakító?
svejk | 33157
2019-11-22 09:01:54
[17571]
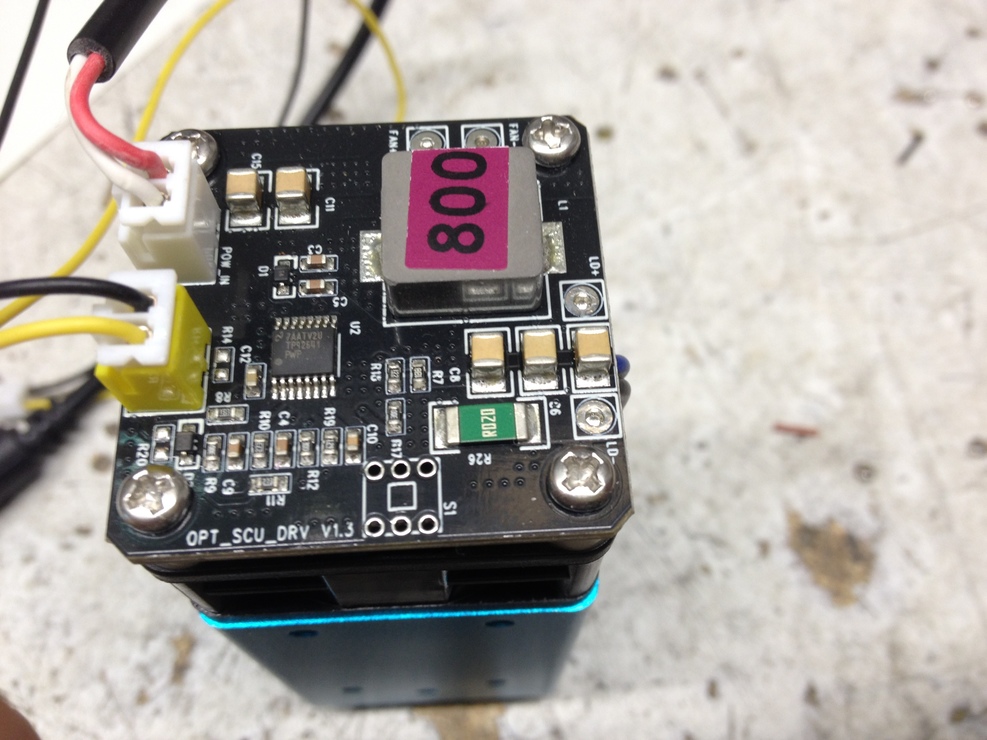
Tüzetesebben megnézve valóban csak ki-be kapcsoló jelet fogad a mostani a felépítésben. A PCB-n van helye még műveleti erősítőnek pár alkatrésznek és egy kapcsolónak, valószínű az lett volna az analóg kiépítés. Ez így szívás mert a mostani állapotban még alapáramot sem lehet beállítani. Egyébként TP92641-es áramgenerátorral van szerelve, gyára alapkapcsolásnak tűnik.
Ajánlani tudom még itt a fórumon topic-al rendelkező MCNC gravírozó programot is. Mastergy, Tóth Gyula kiváló programja. Mach3-al nagyon jól megy. Gépkímélő, egyenletes az előtolás, én általában F800-al viszonylag kis sebességgel használom. Z dir kapcsolgatja a lézert itt is, mint dotg-nél. A képmanipuláló programja is nagyon jól használható. Nem kell semmilyen plusz elektronikát építeni a lézervezérléshez, Hebo 5,5w-ost kék lézert használok, fotogravírozáshoz általában elég a 2W körüli teljesítmény, pl. fára.
Segítsetek már eligazodni a mach3-lézer kapcsolatokban.
- van ugye a Béni féle DOT-G program amit még anno Danibának csinált a tükörhöz. Ha jól sejtem itt a lézer teljesítmény és a sebesség állandó a lézert pedig a Z iránybitjével lehet ki-be kapcsolgatni.
- van a Csewe féle G-ray aminek a felülete ránézésre nagyon hasonlít a Béni DOT-G-jére. Ez az a fórumon sokszor emlegettet program ami szintén állandó lézerteljesítménnyel megy, de a sebességgel variál.
- és van ez a repülő macskás Twekie koma Mach3-ba beépülő Laser engraving pluginja. Ennél elvileg a sebesség állandó de már PWM-el vezérli a lézerteljesítményt.
Tud még valaki más variációt?
PSoft | 18696
2019-11-16 11:47:34
[17563]
Egy darabig "játszottam" vele, akkor még a Sir-Nyeteg féle 1W-os infra diódával. Rég volt már, úgy emlékszem, valami pici "jelszint illesztő"??? ák. is kellett a diódához, de már...elfelejtődnek a dolgok ennyi év után.
"Use: Line up the job with the starting point which is in the lower left hand corner and check Z axis dimension for correct focus. Zero all axis DRO’s. Select Impact/Laser Engraving in the menu bar then select Engrave Photo. Locate the .bmp / .jpg / .png file you wish to engrave and select Open. The user interface window will now open and display the selected image. You must now enter the desired Width (X Axis) : Height (Y Axis) : Y Stepover and Feedrate. Check Invert Grey Scale if required. (see Invert Grey Scale). Click on Calculate Parameters to update the steps per pixel readouts. The image will be correctly proportioned (aspect ratio) when the Size of X pixel in steps is approx equal to the Size of Y pixel in steps so you may need to adjust the Width or Height to get it right, clicking on Calculate Parameters after each adjustment. When you are satisfied that everything is correct then select Start Scanning and Yes in the popup window. Scanning will now start when clicking on the Cycle Start button on the main Mach screen and it will continue until the image is completed. To abort the operation press the keyboard spacebar or click on the Feed Hold button and when the scanning stops click on the Reset button to exit the routine. Obviously it will be necessary to click on the now flashing Reset button one more time before proceeding. If you don’t do it this way then a ‘Previous SEQ not yet complete’ error is triggered."
Kértem, hogy szakmai ellenérveket írjál. Ebből megint semmi nem valósult meg. Viszont ismét rengeteg valótlan, szubjektív, előítéletes, személyeskedő dolgot írtál.
Én gyakorlati tapasztalatokról írtam, egy hobbi lézergravírozásban is jól használható programocskáról. Továbbra is azt állítom, hogy lehet vele -egy hobbysta szemével nézve- jót és szépet gravírozni. Mint ahogy lehet a több tíz másik, erre a feladatra így, vagy úgy kitalált/megírt programmal is.
Hogy a Tied milyen...nem tudom, de biztos az is jó.
Semmi másról nincs itt szó csak arról, hogy... Fogadd el a mást is, vagy a más munkáját/létezését is. Vagy ha nem, az se baj, de azt akkor tedd csendben, becsmérlő, lenéző szavak, megjegyzések nélkül.
Azt se hidd, hogy csak "én" körülöttem van az a buborék. Mindenkinek van saját "buboréka", hidd el, még...Neked is. Kinek kisebb, kinek nagyobb. Van aki egyedül él benne és képzeld olyan is van, aki szorít helyet másoknak is maga mellett.
Szia. Mielőtt félre érted,nem akarok beléd kötni. De tennél fel egy videót amikor a lézerrel dolgozol? Mert ez a led szép ,és jó de nem mutatja a munkafolyamatot. Köszönettel: Viktor.
Istenem!!! Mi köze van ennek az előbbi téméhoz, hogy lehet ezt idehozni? A nagy büdös semmi köti össze a két dolgot.
Itt ugyanis egész más a technológia. Itt a képsor elején van egy dinamikus gyorsulási szakasz, majd állandó sebességű gravírozás akár 1 m/s-al, majd lelassulunk és megállunk.
Ez egy 4 évvel ezelőtti fehérvári CNC talira készült demo bemutató volt, ami a fenti lényeget demonstsrálta a nagy sebességű Robsy lézergravír vezérlő működése közben. A piros led pedig a veszélyes lézert helyettesítette, mert ugyebár könnyű belátni, hogy egy nagy teljesítményű burkolatlan lézerforrás hevenyészett kiállítői környezetben nem akartam, és nem is lehetett volna volna prezentálni. Aki akarta, megértette a bemutató lényegét, és szerencsére sok embert érdekelt a téma.


 Rossz a Board, vagy az LPT kábel?
Rossz a Board, vagy az LPT kábel?









 A nagy büdös semmi köti össze a két dolgot.
A nagy büdös semmi köti össze a két dolgot.