|
Előzmény: Dezső, 2019-02-24 11:44:28 [17293]
|
|
Előzmény: Dezső, 2019-02-24 11:44:28 [17293]
|
|
Előzmény: Dezső, 2019-02-24 08:58:38 [17288]
|
|
Előzmény: Dezső, 2019-02-24 11:44:28 [17293]
|
|
Előzmény: vadember, 2019-02-24 11:09:15 [17291]
|
|
Előzmény: Dezső, 2019-02-24 10:16:17 [17290]
|
|
Előzmény: Dezső, 2019-02-24 10:16:17 [17290]
|
|
Előzmény: tóthz, 2019-02-24 09:48:22 [17289]
|
|
Előzmény: Dezső, 2019-02-24 08:40:22 [17286]
|
|
Előzmény: vadember, 2019-02-24 08:51:32 [17287]
|
|
Előzmény: Dezső, 2019-02-24 08:40:22 [17286]
|
|
Előzmény: tóthz, 2019-02-24 08:30:41 [17285]
|
|
Előzmény: Dezső, 2019-02-24 07:29:50 [17284]
|
|
Előzmény: nadas, 2019-02-21 08:33:09 [17281]
|
|
Előzmény: kzolt, 2019-02-03 10:38:03 [17275]
|
|
Előzmény: D.Laci, 2019-02-03 11:02:00 [17277]
|
|
Előzmény: kzolt, 2019-02-03 10:38:03 [17275]
|
|
Előzmény: kzolt, 2019-02-03 10:38:03 [17275]
|
|
Előzmény: kzolt, 2019-02-03 10:36:00 [17274]
|
|
Előzmény: kzolt, 2019-02-03 10:34:46 [17273]
|
|
Előzmény: D.Laci, 2019-02-03 10:26:22 [17272]
|
|
Előzmény: kzolt, 2019-02-03 10:18:15 [17271]
|
|
Előzmény: D.Laci, 2019-02-03 09:35:47 [17270]
|
|
Előzmény: kzolt, 2019-02-02 18:51:15 [17269]
|
|
Előzmény: kzolt, 2019-02-02 18:49:36 [17268]
|
|
Előzmény: juhasz, 2019-01-26 20:56:55 [17265]
|
|
Előzmény: szaffibetti, 2019-01-15 19:22:51 [17257]
|
|
Előzmény: szaffibetti, 2019-01-15 21:21:26 [17260]
|
|
Előzmény: elektron, 2019-01-15 21:30:09 [17261]
|
|
Előzmény: szaffibetti, 2019-01-15 21:21:26 [17260]
|
|
Előzmény: MacGyver, 2019-01-15 19:36:36 [17259]
|
|
Előzmény: szaffibetti, 2019-01-15 19:22:51 [17257]
|
|
Előzmény: elektron, 2019-01-15 18:51:43 [17256]
|
|
Előzmény: elektron, 2019-01-15 18:50:40 [17255]
|
|
Előzmény: MacGyver, 2019-01-15 16:16:39 [17253]
|
|
Előzmény: szaffibetti, 2019-01-13 20:57:22 [17248]
|
|
Előzmény: MacGyver, 2019-01-15 16:16:39 [17253]
|
|
Előzmény: dezsoe, 2019-01-15 15:57:17 [17252]
|
|
Előzmény: MacGyver, 2019-01-15 15:49:09 [17251]
|
|
Előzmény: szaffibetti, 2019-01-13 20:57:22 [17248]
|
|
Előzmény: SándorP, 2019-01-13 21:07:36 [17249]
|
|
Előzmény: szaffibetti, 2019-01-13 20:57:22 [17248]
|
|
▲
◊
|




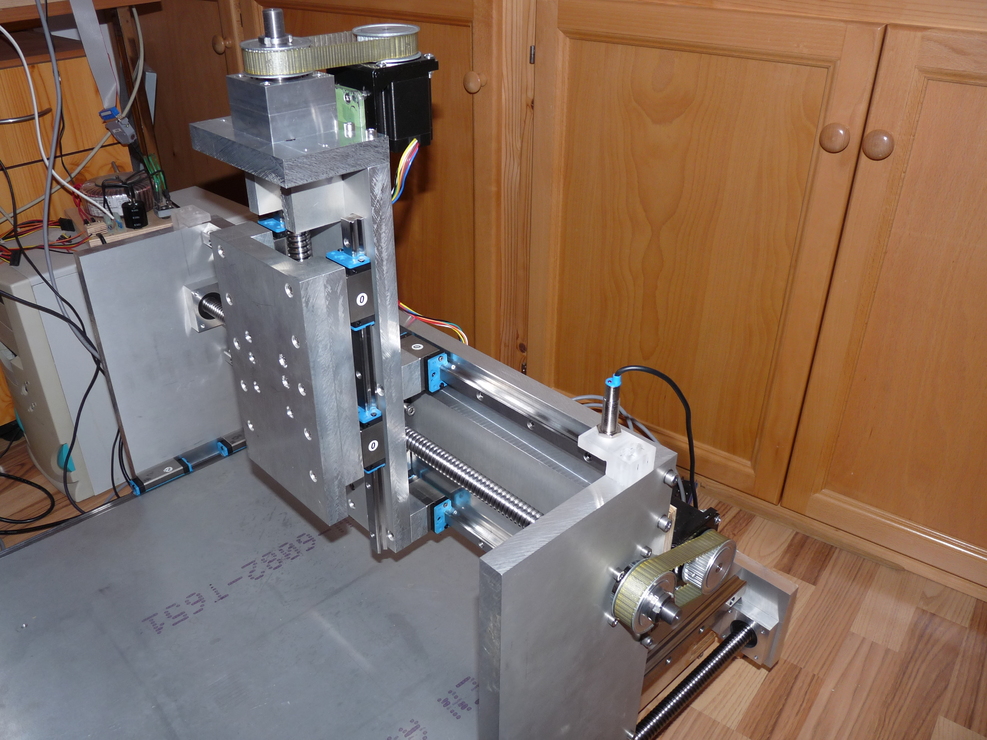
 Ráadásul a maró home módba ugyan oda áll vissza!
Ráadásul a maró home módba ugyan oda áll vissza!