Nekem van régebbi békám is. Az is jól bírja. Én a vegyes tüzelésű kazánba szoktam bedobni. Amúgy meglepően kevés hulladékom keletkezik, de fa begyújtásánál segít némileg. Úgy ég mint a viasz, és a szaga is hasonló.
Éjjel-nappal kint, szembetűző napsütésben, hóesésben, +38 és -12 fok között, az uralkodó széliránnyal is szemben, immáron 2 éve a fekete PLA-n semmi elváltozás sem látszik. Legócskább, legolcsóbb Gembird.... Tavasszal előkerült a komposztálómból pár darab hulladék, mert hittem a gyártónak, és oda raktam. Koszos volt, de lemosva kutya baja. Szóval, a többi maradék megy a kukába!
Igen, kukoricából van, de alapból nem bomlik, csak komposztálható megfelelő körülmények között. A biodegradable, meg tartalmaz egy olyan adalékot amitől szétporlad elég gyorsan, és úgy tűnik rontja a nyomtathatóságot.
Bár "biodegradable" PLA az ahogy hallom nem olyan jó anyag. Nehéz nyomtatni, és rossz a rétegtapadása. Viszont ennél nem tudom hogy azért írták rá, mert a PLA alapból is biológiailag képes lebomlani bizonyos körülmények között, vagy azért írták rá mert ténylegesen van benne valami bomlást gyorsító adalék.
Soha nem hallottam erről. Ha olcsó, próbáld ki aztán megtudjuk Én leginkább HERZ-et veszek. Azokkal nem volt még gondom, és itt van tőlem pár kilométerre.
Igen a színezésen magam is gondolkodtam, de a helyi tisztaságfelelős nem hagyta jóvá az ötletet "foltot hagyna a szőnyegen" indoklással került az indítványom elutasításra
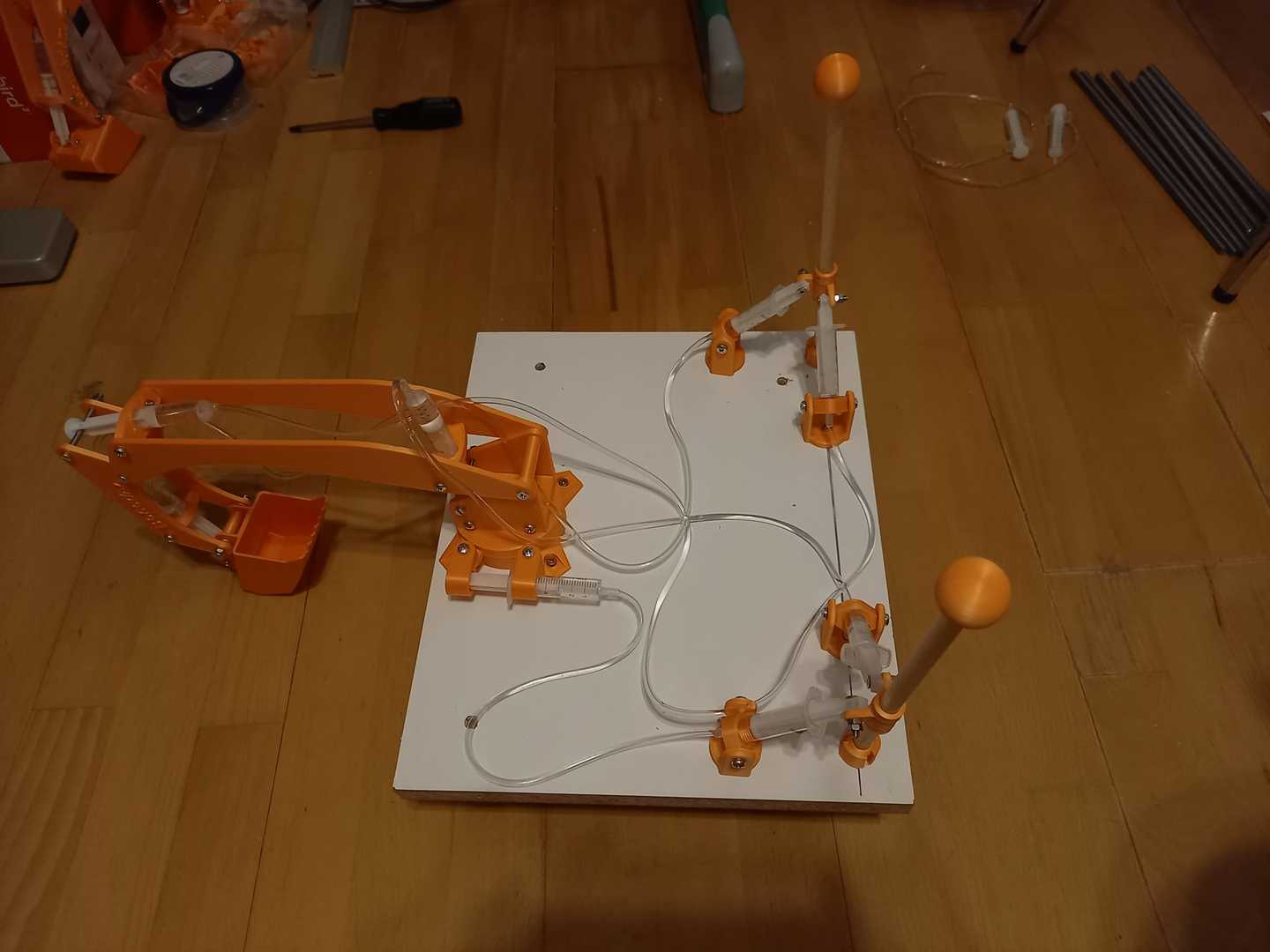
Jól néz ki és nyilván működik is. Egy Youtube filmen láttam hasonlót, ott a vizet ételfestékkel "körönként" más színűre festették, úgy még látványosabb (de ha lecsúszik a cső akkor foltot hagy). Az egy sokkal primitívebb kivitel, hullámkartonból, kólás dobozból és jégkrém pálcikákból tákolták össze.
Érdekes "elgondolás", hogy nem csak a palástján, hanem középen is melegíti a filamentet. Még akár működhet is. Ami már az elején szemet szúrt, hogy 227°C olvadáspontú ónnal forrasztotta be a huzalt a fúvókába. Az még PLA-nál is határeset, van, amikor 220°C-on nyomtatok. De PETG-nél vagy ABS-nél már nem az igazi...
Creality Ender 3 vagy fejlettebb változatai (3 pro, V2, 5 stb.), persze utóbbiak pénztárca függők. Sokunknak ez van, megbízható, felhasználóbarát gép, sok saját maga által nyomtatható kiegészítővel, "tuning" alkatrésszel.
Én sem értem minek user interface. A szeletelőkben G-kód makrókkal simán le lehet kezelni. Én úgy terveztem, hogy teszek rá egy arduino nanót, ami kezeli a szál érzékelőket és a motorokat és akkor nincs gond a kevés kimenettel.
Egy időben fenn volt a terve a Thingiverse-n. Bár nem tudom hogy ők találták e ki, vagy csak lopták az ötletet, de alapvetően működik a dolog.
Én is tervezgettem egy időben egy hasonlót, bár az komplikáltabb volt ennél. Ez sokkal egyszerűbb és jobb ötlet. Prototípust kipróbáltam, működött szépen. Az én változatom azt csinálta hogy normál karos extrudereket raktam össze moduláris elven párat, és a karok végén volt egy csapágy, amit sima bütykös tengellyel nyomtam le egyszerre az összeset, csak 1 darab volt elengedve, és így tudta továbbítani a szálat. Ennél fogva 2 darab NEMA17-essel működött.
Ez hasonló csak kispórolták a különálló karokat, a csapágyak a bütykös tengely helyén vannak és oda forgatja amit továbbítani akar, az az egy szál nyomódik rá a közös tengelyen lévő recés kerékre.
Azonban a PRUSA féle szerintem ennél is jobb. Ott egy külön motor bemozgatja a bowdent az aktív szál elé, és közben egyenesre vágja a szálak végét. Én annyit módosítanék ezen, hogy elég két motor hozzá. A leszorító hengert és a szál választót egy motorral hajtanám. Megfelelő kialakítással és szál visszahúzási eljárással szükségtelen levágni a szál végét, nekem simán vissza lehet fűzni, így erő sem kell hozzá, elég egy áttétel ami szinkronban mozgatja a két részt.
No megint feltelálták a csőben a lyukat... Prusa már évek óta gyárt és árul ilyen megoldást 5 filamentre... csak máshogy hívják: MMU a neve és már a 2. verzió van a piacon, persze csak 5 filamentre és nincs user interfész rajta mert minek.
Nekem a sarki üveges vágott 3 mm-es üvegből egy 245 x 245 mm-es lapot, a széleit kicsit megcsiszolta 500 jó magyar forintokért. Kb. fél éve használom és tökéletesen bevált. Nincs benne akkora egyenetlenség ami a nyomtatást befolyásolná pedig sima ablaküveg. Annyi a "trükk" vele, hogy elő szoktam melegíteni az asztalt és a fúvókát is, és 1-2 perccel a kívánt hőfok elérése után indítom csak a nyomtatást. Nekem a sima iskolai ragasztóstift vált be PLA-nál és PETG-nél is. Egy bekenéssel pár napig tudok nyomtatni anélkül hogy le kellene mosni vagy újra kéne kenni.
Azt szeretném kérdezni,hogy Crealiti Ender 3 üveg nyomtatóasztallal mik a tapasztalatok, hol lehet reális áron beszerezni?
keri | 14086
2021-12-11 09:52:59
[30126]
Ja igen, a szíj feszítéssel csak óvatosan. Bár a feszesebb szíj szépen javítja a felület minőségét, de az olcsó szíjak nyúlnak és így változik a méret. Ez bár szoftveresen általában kompenzálható, de a szíj élettartama is jelentősen lecsökken.
Én acél huzalos szíjat vettem, ezek nagyon erősek, bár az első eresztés kb. csak egy évet bírt és elfáradt az acélszál, a második vétel már évek óta működik gond nélkül. Szóval jó minőségűt vegyél. Ha Kínából rendelsz, akkor meg rendelj két különböző helyről két készletre valót mert bosszantó ha szíjszakadás miatt kell egy hónapot állni. No meg ha van tartalék akkor soha nem romlik el
Bordás szíj. Mármint gyorskötözővel van a szíj összekötve? Akkor azt elvágod csípőfogóval és teszel rá újat a kívánt feszességben. De azt is csinálhatod, hogy keresel a Thingiversen egy szíjfeszesség állító MOD-ot és kinyomtatod saját magán.
Bőven. Gyenge gépeken elég lassú valóban de nekem első generációs intel i5 és i7 gépekkel Win7 alatt jól működik. A lassúság fő oka hogy Pyton programozási nyelven írták az meg eléggé erőforrás igényes, bár sokat optimalizáltak az első változatokhoz képest.
De ha neked pont nem jó akkor használj mást vagy régebbi Cura változatot. Én pl. 3.6-os verziónál leálltam a frissítésekkel. Amit kell azt tudja, csak a felesleges csicsa és és online póráz hiányzik róla. De elég jó a többi ingyenes szeletelő is. Szoktam néha használni pl. a Slic3r-t aminek van egy csomó specializált változata.
Pár év vívódás után megleptem magam karácsonyra egy Anycubic Mega S nyomtatóval,elég masszív fém szerkezet.A fejmozgató bordás szíj viszont nagyon laza,van valami állítási lehetőség,mert ránézésre csak kábelbilincsekkel van rögzítve? Még egy kérdésem lenne,az Intel HD Graphics 4600 videó kártya elég lesz-e a Curához .
Koszonom szepen, megprobalok akkor a magneses fele menni.
keri | 14086
2021-11-30 11:17:32
[30120]
Előzmény: Rabb Ferenc, 2021-11-30 10:09:47 [30117]
RJancsi | 5811
2021-11-30 10:59:57
[30119]
A leírás alapján az Ender 3 és Ender 5 is 40 mm-es ventilátort használ. Az enyém is 40-es. Amit a Lomexben vettem igaz, hogy kétszer olyan vastag mint a gyári de csendes és teljesen jól hűt.











 Csak mindig újra kell forrasztani a huzalokat.
Csak mindig újra kell forrasztani a huzalokat.

