Köszönöm mindenkinek a segítséget! A telefonos aktiválás másodjára sikerült. Az programok működnek, de internet még nincs, bár mint azt írtam is - másfél évtized távolságban sem volt, és nem hiányzott erről a gépről.
Köszönöm még egyszer
TBS-TEAM | 3006
2024-04-25 19:21:02
[51712]
KEZD ÚJRA A TELEFONOS AKTIVÁLÁST. Maximum megkérdi, hogy hány gépen van telepítve akkor a válasz 1 és továbbenged. Akárhányszor probálkozhatsz.
Előzmény: Rabb Ferenc, 2024-04-25 19:17:48 [51710]
A nyolcadik hatos számcsoportnál a telefonom érintőképernyője győzött, többször tévesztett/tévedtem. Ezután nem ismerte el eredetinek a Windowst. Útálom amiben szoftver van de azért köszi a biztatást. Akár jó is lehetett volna...
Előzmény: Rabb Ferenc, 2024-04-25 18:04:01 [51707]
dezsoe | 2934
2024-04-25 18:54:46
[51708]
Próbáld ki a telefonos aktiválást, hátha még működik. Egy raklap számot be kell pötyögni, visszaad egy fél raklapnyit, azt vissza kell írni a számítógépbe. Nem mostanában használtam legutóbb, de ha szerencséd van, akkor még üzemképes.
Előzmény: Rabb Ferenc, 2024-04-25 18:04:01 [51707]
Rabb Ferenc | 4387
2024-04-25 18:04:01
[51707]
Egy becsületben megöregedett számítógépem XP-je úgy döntött, hogy a Windows-t aktiválni kellene. Kb húsz éve ezt megtettem, és kb tizenöt éve a gép nem látott hálózatot. Most mitől lett ilyen igényes???
Nem tudom aktiválni, mert ahhoz be kellene jelentkeznem az internetre, de azt nem engedi - előbb aktiválni kellene
Azt hiszem, ez a 22-es csapdája. Vagy talán mégsem?
Most konkrétan a SprintLayout 6 hiányzik - de nagyon
Kopirnyák | 2705
2024-04-25 11:33:40
[51706]
A nehezen indulás oka két okra vezethető vissza: 1.: "klón". Az eredeti Hondák extrém körülmények között is igen stabilan működnek 2. tapasztalatom szerint semmilyen karburátor (még a Honda sem) nem szereti a most forgalmazott etanollal dúsított (ritkított) benzineket, hosszabb- rövidebb állás után lerakódik a benne lévő zöld trutymó, és olyan szintű dugulást okoz, hogy csak alapos ultrahangos tisztítás szokott segíteni. Ezt megelőzendő havi egyszeri beindítás, pár perces járatás javasolt.
Előzmény: Szolnoki Ferenc, 2024-04-24 22:45:19 [51702]
TBS-TEAM | 3006
2024-04-25 08:03:44
[51705]
A nehéz idulás oka valúszínű, hogy magában indítod nincs a tengelyen semmilyen lendítő tömeg (lendkerék pl:fűnyíronál ez a vágókés). A kétoldali olajbetöltő beépítés miatti könnyű hozzáférés miatt van, ugyanabba az olajtérbe nyilik.
Előzmény: Szolnoki Ferenc, 2024-04-24 22:45:19 [51702]
ANTAL GÁBOR | 4685
2024-04-25 07:32:56
[51704]
Szia ! Igaz klónokat még nem használtam de az eredeti motorokon is 2 db beöntőnyílás van .Ezek un beépíthető motorok és a tervezők gondoltak arra hogy beépítés után ne egy eldugott helyre kerüljön a nyílás . ( emlékeim szerint leengedő csavarból is LT14 es négyszög kettő van . ) A legegyszerübben egy gumicsővel végrehajtott levegőbefújással magad is meggyőződhetsz hogy igazat írok e. ( belefújsz az egyik betöltöbe ( ronggyal kicsit letömíted) és nézed hogy köpködi e a másik oldalt az olajat . Normálisan van egy úszós szintkapcsoló ami ha elfogyna az olaj akkor letiltja a gyújtást . Ha nehezen indul akkor inkább karburálási gond szokott lenni. Ha sokáig áll akkor én kiszedem a gyertyát(kat) és a hengerbe egy csepp benzint teszek . (hidegindítóval még sose próbáltam mert amikor kell akkor nincs nálam
Előzmény: Szolnoki Ferenc, 2024-04-24 22:45:19 [51702]
remrendes | 4256
2024-04-25 07:04:19
[51703]
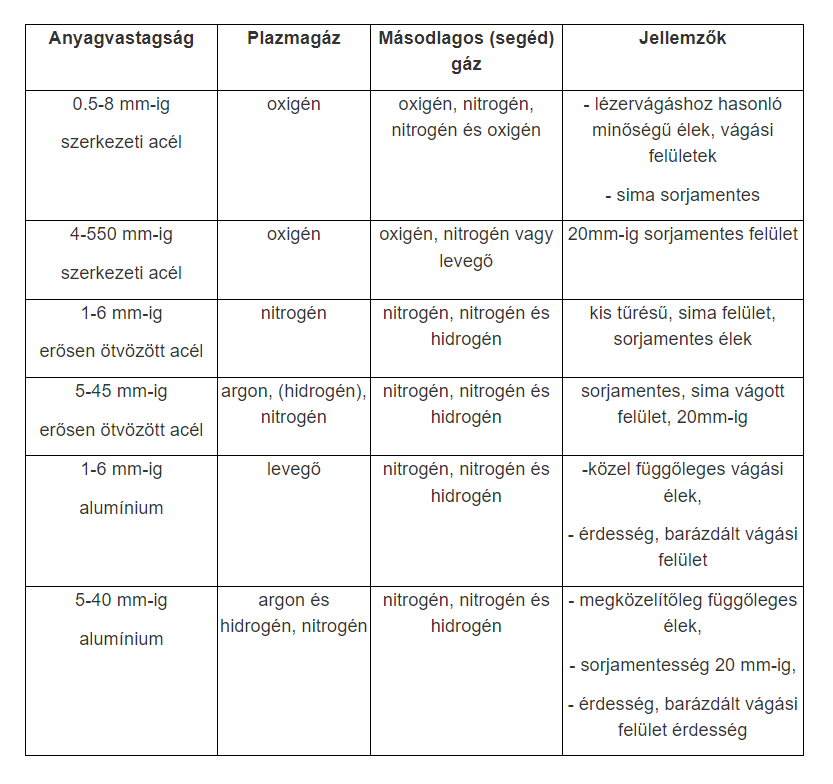
Nem is hasznaljak a CO2-t, mert nem jobb es feleslegesen draga a levegohoz kepest. A kozel 1000Ft/perc nem tul kifizetodo. Viszont ha "penz es emberelet nem szamit", akkor mukodik. Masodszorra ranezve, a levego/levego paros is hianyzik a tablazatbol, pedig az sem ritka parositas.
Van egy 7,5 Le- négyütemű Honda klón motorom. Két olaj betöltő nyílás van. Már számtalan videót meg néztem, de csak a baloldaliba töltenek olajat. A másikba is kell gondolom különben minek lenne ott. A motor szinte új mégis sokszori berántásra indul, mit nézzek meg?
frob | 2339
2024-04-24 20:41:56
[51701]
Sziasztok
Waldrich Siegen V/H-AR-75KW
ez egy nagyobbacska gép, adatbázis sérülése van ha minden igaz btrieve 4 -es verzió
Valaki tud hozzászólni érdemben?
előre is kösz! R.
TBS-TEAM | 3006
2024-04-24 18:51:44
[51700]
Szinte mindenféle gázt plazma állapotba lehet hozni. Az nem mindegy milyen lesz a vágási felület és mi lesz az utóhatás a vágott anyagban.
Ezek az alap gázok használatosak plazmavágáshoz és keverékei(segédgázai):
Argon gáz: viszonylag egyszerűen ionizálható, a gáz alacsony ionizációs energiája miatt, így gyakran használatos a plazmaív meggyújtásánál. Másodlagos-, vagyis védőgáznak nem alkalmas, mivel csak kis vágási sebességnél alkalmazható, viszont használatával jó minőségű vágási felület érhető el.
Hidrogén gáz: önmagában nem alkalmas vágógázként, viszont argonnal keverve már jó minőségű plazmagáz válhat belőle. A hidrogén redukáló hatása miatt a vágott felület oxidmentes, és sima lesz. Ez a gáz általában 150 mm-es anyagvastagságig használatos.
Nitrogén gáz: vágógázként való használata lehetőséget biztosít a vágás gyors és oxidmentes elvégzéséhez, akár vékonyabb lemezek esetén is. Hátránya, hogy a vágott él barázdált lesz, és sajnos a vágott élek párhuzamossága nem oldható meg vele.
Nitrogén-hidrogén gázkeverék: alkalmazásával biztosítható a vágott élek párhuzamossága. Alumínium, valamint erősen ötvözött acélok vágásához ajánlott. Levegővel vagy CO2-vel kombinálva a nitrogén hatékonysága megnő. Levegővel éri el az egyensúlyt a vágás minősége és sebessége között, CO2 esetén pedig javítja a felületi minőséget és a sebességet. A CO2-felhasználás azonban magasabb költségekhez vezet, és bonyolultabb gázellátó rendszert igényel. Ez a sokoldalúság megerősíti a nitrogén szerepét értékes plazmavágó gázként.Argon – hidrogén - nitrogén gázkeverék: jó minőségű vágófelületet biztosít. Szintén erősen ötvözött acélokhoz, és alumínium anyagokhoz alkalmazzák a gyakorlatban.
Oxigén gáz: vágógázként használják. Nagy vágási sebesség érhető el vele. Ötvözetlen, és alacsonyan ötvözött acélok vágásához kiváló.
Levegő: vágógázként ötvözetlen, gyengén-, és erősen ötvözött acélokhoz, továbbá alumínium vágásához ajánlatos. A gyakorlati életben a kézi plazmaívvágás egyik meghatározó gáza, főként vékony lemezek esetén. Hátránya, hogy a levegő (mivel tartalmaz kb. 78% nitrogént) növeli a vágott felület nitrogén tartalmát. Ez a későbbi műveleteknél, például a hegesztésnél porozitást okozhat. A legolcsóbb és a legegyszerübben bárhol előállítható egy kompreszorral.
Elvileg igen, de rosszabb es dragabb is lesz mint a suritett levego. Amig hegeszteshez elhasznalsz 8-10-12 liter/percet, itt inkabb 150-200-at. 1kg CO2 toltet 500 liter korul van, szoval egy 10kg-os palack kb 20-30 perc.
Nagyon sok levegő/gáz kell hozzá - ha palackból biztosítod, hamar elfogy, gyorsan cserélni kell, drága. A kompresszor az olcsó és ingyenes levegőt használja.
Zöldfülűként szeretnék egy kérdést feltenni. Szeretnék egy plazmavágót venni hobbi célra, de teljesen zöldfülű vagyok hozzá. Kinéztem egy parkside plazmavágót és azt olvastam róla, hogy sűrített levegő kell hozzá ami 6 bar nyomással tud működni. A kérdésem az, hogy co palackkal is lehet működtetni a kompresszor helyett?
TBS-TEAM | 3006
2024-04-22 15:08:29
[51688]
Hazai forgalmazónál jobb áron megveszed mint amit linkeltél. Hamarabb is megérkezik. Power-Belt, Variometrum, cncdrive, stb...
Elkezdtem megnézni, hogy mivel járna, ha építenék egy jobb marógépet.
Arra gondoltam, hogy ezt a linear guide-ot használnám: https://eur.vevor.com/linear-guide-rail-c_10531/vevor-linear-guide-rail-set-sbr16-1000mm-2-pcs-39-4-in-1000-mm-sbr16-guide-rails-and-4-pcs-sbr16uu-slide-blocks-linear-rails-and-bearings-kit-for-automated-machines-diy-project-cnc-router-machines-p_010785709326
Meg ezt a tengelyt: https://eur.vevor.com/linear-guide-rail-c_10531/rm1605-1500mm-anti-backlashed-ballscrew-bf12-bk12-stamina-cnc-axis-c7-standard-p_010231176274
Most azzal vagyok bajban, hogy kéne egy léptetőmotor. Ha jól olvasom, akkor a tengely coupleréhez 6.35mm-es motortengely kellene.
Hirtelen egy ilyen léptetőmotort találtam: https://hu.mouser.com/ProductDetail/SANMOTION/SM2564C60B41P?qs=Wj%2FVkw3K%252BMDiY%2FCeQqy5AQ%3D%3D Ennek 7.5mm a tengelye. Merjem-e a couplerben a lukat átfúrni ekkorára, vagy keressek tovább? Egyáltalán hol keressek jó és olcsó léptetőmotort? A léptetőmotornak 2.5Nm a nyomatéka. Az elég? Mekkora nyomaték kell egy ilyen tengelyhez?
magwas | 7
2024-04-19 05:46:28
[51686]
Köszi!
D.Laci | 5546
2024-04-18 17:04:25
[51685]
Összekötőfül, 2 oldalas ragasztó vagy alul hagyni 2-3 tized anyagot mindenhol, azt kézzel kilehet nyomni, vagy sliccerrel kivágni.
Arra van valami trükk, hogy amikor a marás befejeződik, akkor szabaddá válik a munkadarab, és ha nem fogom meg kézzel, akkor beszorulhat?
Gyenge a gépem, meg nem is túl pontos. Ezért fánál 1mm-es stepdown-t használok, és van hogy már akkor leválik a munkadarab, amikor a gcode-ban van még egy kör a profilingból.
Tudom, szerezzek normális marógépet ami elbírja a nagyobb stepdown, és kalibráljak rendesen. Mindkettőn rajta vagyok, de addig is kéne valami megoldás hogy ne kelljen marás közben a munkadarabhoz nyúlkáljak.
kisagyi | 12
2024-04-17 19:49:19
[51682]
Sziasztok. Érdeklődni szeretnék. Openbuild programot használok. Elkészítem a vektort, beillesztem a webes programba, kijelölöma marni kívánt részeket, beállítom a mélységet, előtolási sebességet és generálok egy g-kódot. Mivel leginkább, 0,8-1,2es szárakkal dolgozom plexibe, így nem mondható gyorsnak a folyamat.
Ezt még a program is igencsak megnehezíti. Ahelyett hogy egy adott területen kezdene munkálkodni és a kimarandó felületet bővítené, helyette cikázik az anyagon mindenfelé. Csippent 0,5-nyi anyagot, azután kiemeli a szárat, odébb utaztatja 100mm-t ahol ismét megteszi és indul vissza. Egy anyag kimarása nem igényelne többet 1,5 óránál, de ez a nyomorult ingázik mindenfelé és 15 órányi munkát csinál, ami hobbi szinten nem állja meg a helyét..
Kérdésem az lenne hogy hogyan lehetne ezt kiküszöbölni, mert hócipőm kivan vele hogy halomra szivat. Egyszerű a program mint a faék, pont az ilyen primitíveknek mint én való, de nem találok benne olyan opciót ahol ezt ki lehetne kapcsolni.
Ha valaki tud rá megoldást, vagy ismer olyan programot ami hasonlóan egyszerű és nem ilyen szivatós, kérem írjon nekem mert kiüldöz ez a program a világból.
Itt inkább az lett volna a kérdés, hogy kell-e a majomnak BIO prémium banán, vagy jó a Tescos sima tömeggyártott banán, azaz van-e jelentős különbség egyik - másik szerszám között.
Azért nem egyszer lát olyat az ember, hogy valami 2x többet bír, de 10x többe kerül és éppenséggel a nap végén nem biztos, hogy az jött ki jobban.
Visszatérve az eredeti kérdésemre, van olyan szerszám márka, amit tudnátok ajánlani? Ami jó ár/érték arányt képvisel?
Én azt sem értem, hogy aki vesz egy ilyen gépet az hogy nincs tisztában a lentebb feltett kérdésekkel?
Ajándékba kapta?
szmarton | 5
2024-04-15 19:29:28
[51674]
Értem, akkor hiába vas-vas és szabványok, de mégsem olyan az egyik lapkatartó mint a másik.
Van esetleg olyan márka akit érdemes lenne venni és még jó de nem horror mint egyes németek? Pl. a Korloy egész olcsó volt sok másik mellett. Vagy az AKKO tűnt még nem elborultan drágának. Ezek jók? Esetleg van más alternatíva amit ajánlanál?
Szia! Erre a gépre már nem javasolnám az alsókategóriás szerszámot, mert hosszú távon csak a szívás lesz vele. Írom ezt úgy, hogy napi szinten hajtok a melóhelyen Doosan Lynx-eket és itthon hobbira használom a kínai cuccokat is. Nem csak anyagában, hanem pontosságában (lapka idexálása) is más kategória! Pl. kinai váltólapkás leszúrókés: A Korloy MGMN 3-as G-s lapka már igényelné a 0,08...0,1mm-es előtolást, hogy értelmes forgács keletkezzen, de ehhez a kés lapkát alátámasztó része nem eléggé szilárd. Ha megtolod, jön a lapkatörés (derékban) és viszi magával a szárat is (a törött lapka beszorulva letépi a penge részét). Eredmény 1 késszár + 1 kihasználatlan lapka + 1 selejt darab (és amennyiben a gépen nem sérült semmi, akkor olcsón megúsztad...) Egész gyűjteményem van ilyen törött kínai leszúrókésből. Pontosság: Ha tudsz úgy lapkát cserélni-fordítani, hogy a tűrésen belül maradsz, akkor mellőztél egy halom selejtet. Megspóroltad a ráfordított időt, anyagot, eszközöket, stb.
Köszönöm a válaszokat! Ez egy Doosan Lynx 2100 esztergagép. Nyilván a gép ára után adott lehetne jó szerszámokra is költeni, de a kérdés azért merült fel, mert egyik-másik dolognál, mint patron készlet, vagy váltólapkás kések esetén nem igazán látom, van-e értelme megfizetni a minőséginek tűnő felfogókat, vagy éppen egy noname vasdarab is ugyan azt hozza kb, mert végül a lapka lesz a lényeg, nem az ami tartja.
Tudtok ajánlani márkás, jó, de kedvezőbb árazású gyártókat, kereskedőket?
A kérdés az, hogy CNC eszterga alatt mit értesz? A kis makarászó 40 kilós asztali gépet, vagy egy "igazi" gépről van szó. Ha előbbi, akkor bármilyen kínai szett megfelelő, ha utóbbi, akkor nem lehet megúszni nagyon olcsón, ha dolgozni is kell vele.
Ha foallasrol, megelhetesrol van szo, akkor szerintem meg kell venni a markasabb, hazai forgalmazasu termekeket. Ezt bele kell kalkulalni a gep vetelaraba. 1-1 munkara, hobbira, masodallasra viszont meg lehet probalni 1-2 kinai gyartot, de ott sem az olcsobbakat.
Egy új CNC eszterga alap szerszámozásához nézelődtem kések, befogók, leszúrók, stb. után. Az árak szórnak elég jelentősen. Egy nagyon alap, pár késes, szerszámos induló készletet ajánlottak ki 1000 EUR áron. Ebben kb. 12 db tétel van, 4-8mm fúrók, marók, leszúrók, kések, késtartók. Semmi nagyon extra vagy különleges.
Érdekelne, hogy miért olyan nagy a szórás mondjuk egy sima leszúró tartó esetén ami pl. egyik helyen 8000 Ft: https://perfektszerszam.hu/MGEHR-20x20-3-valtolapkas-leszurokes-RST
Látom, hogy esetleg a drágább felületkezelésében más, vagy és anagyában is, de lenne ekkora különbség?
Egy ilyen ára már a 25-50eFt között mozog és nem igazán látom a pár tízezres késtartókat, amik nem noname kínaiak lennének.
Egyik kérdésem, hogy számít-e, vagy akár jó a kínai is egy tartóból? A másik kérdés, hogy mi a budget, de már ipari kategória/márka? Melyik webshop-on érdemes nézelődni, ha jót akar az ember, de nem feltétlenül kültene 1000 EUR összeget két marék szerszámra.
Köszi előre is
mex | 1221
2024-04-14 21:13:59
[51668]
Jó megoldás a frekiváltó, pláne ha helyhezkötött a köszörű. Nálam az oszlopos fúrógépnek van frekvenciaváltója, a köszörűt viszont ide-oda tervezem hurcibálni, a köszörülnivaló, és a fényviszonyok függvényében. Amúgy egy kilométerre van a garázs ahol van a cucc, és nem mindennap járok arra, szóval sokkal többet nem fordítanék rá..
Nekem is van egy pont ugyanilyen gépem , amit csináltam rajta: Átkötöttem deltába , kapott egy 1x230-as frekiváltót, 200-as burkolatot, D200-as korongok, (így jobb a hatásfoka) D80x10-es korong tárcsákat (csak én ívesre esztergáltam a külsejét) Véletlenül megegyezik a Rabb Ferenc által felrakott listával.
Mikor összeraktam 3000-el forgott , ma már 4000-el forog , ahogy kopik a korong mindig emelem a fordulatot. Jó döntésnek bizonyult , kb: 5-éve csináltam. Tegnap pl: műanyagot köszörültem, ilyenkor csak visszaveszem a fordulatszámot kb: 1500-ra.


 de azért köszi a biztatást. Akár jó is lehetett volna...
de azért köszi a biztatást. Akár jó is lehetett volna...