Pozícióba lehet húzni a sorokat de az nem kis meló az egész menű! Ugyanis fix betű tipusokal dolgozik ami nem fér ki az le marad ... ha uszó sort meg külön definícióba kelene írni hogy léptesse a lemarat karakter pl telkes szövegmezőig!
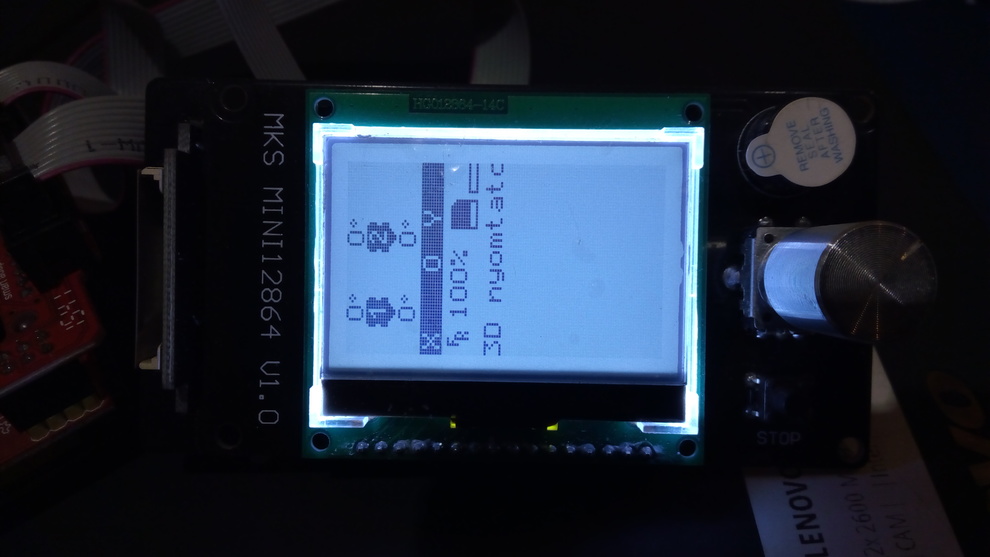
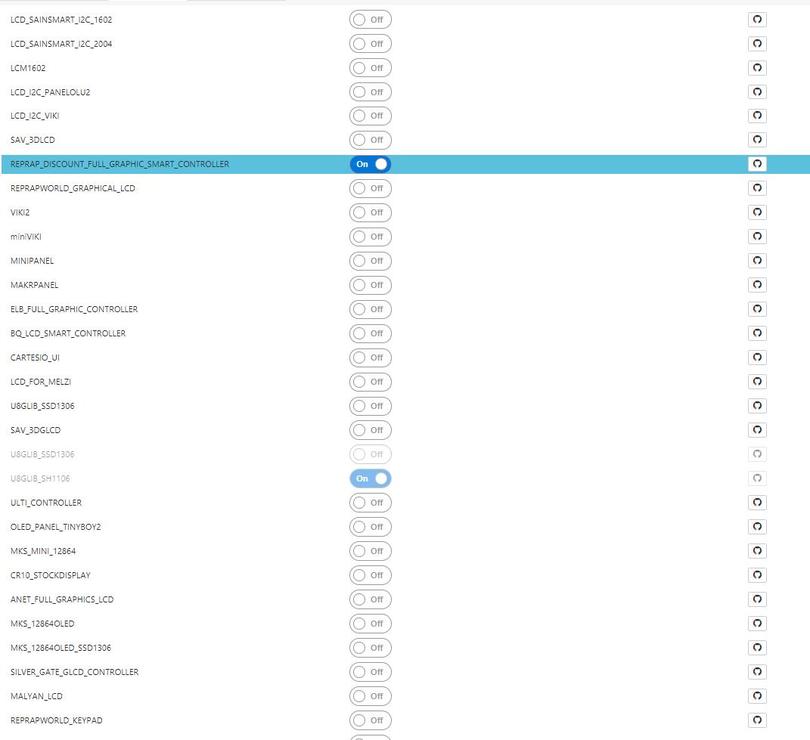
Van egy LCD minipanelem. Elfordítom a képernyőt 90 fokkal, de nem jelenik meg minden adat a képernyőn. Mit kell még átállítanom marlinba, hogy minden megjelenjen?
Köszi! Nem igazán akarok már ilyen nagy programokat megtanulni. Valamikor rég, ha jól emlékszem a hatost használtam egy darabig. Azután áttértem a díszítőművészeti programokra. Az alkatrésztervezés nem nagyon érint. Ami igen, azt elkészítem ArtCam -ben. No, meg a program beszerzése után sincs kedvem kajtatni.
Szerencsénkre. Sok jó és érdekes anyag került rá. Meg, onnan a fórumra. Ha valakit érdekel, ott biztosabban megtalálja, mint a fórumon. Pláne a régi dolgokat.
Köszönet érte, hogy az egyik fórumtársunk önzetlenül, ingyen adja nekünk a tárhelyet. Nem veszett el az a rengeteg anyag ami ott felhalmozódott.
Igen, a motrnak az induktivitásától meg az áramtól is függ, mi az optimális, sőt akár menet közben is lehetne változtatni ideális esetben ... csak ilyen olcsó pénzért ne akarjunk már ennyire jók lenni.,
Az a baj, hogy a "Peti" holnapra már...elfelejtődik. Aki meg holnapután is kíváncsi lenne a nevedre, egy lehetősége van, az adatlap. Az meg ugye...üres.:(
De azt is olvasom, hogy az R4 értéke erősen lehet motorfüggő is. Lehet, mégis a Te linkeden szereplő két trimmeres megoldás a nyerő. Annál, mindenki fülre úgy állíthatja a decay-t, ahogy jónak találja.:)
De, kösz, máűr látom, akkor jól sejtettem, akkor nem mindegy !!! A 10 k lehet pont egy olan értéke, hogy annál tud gyorsan is menni, meg lassan is és nem is hangos !!!!
Ha meg nem jó érték van akkor pl, azért is akadhat, mert lassú mozgásra jó az a beállítás és emiatt lassan esik vissza a fesz és nem tud olyna gyorsan lépkedni, msot lenne jó a régi fórum oldal, ahol rengeteg ilyen infó volt még a régi tulaj által közreadva faszául.
Nem is mondtam, hogy baj van vele. De, beszélgetéskor, pláne személyesen, például, ha elvetődsz egy találkozóra, Nem lesz egyszerű a megszólítás. De, én már kitaláltam: Egyszerűen „A római” –nak hívlak.
Az már ezer éve volt, amikor neked volt szükséged ilyen irányú segítségre. Az is csoda, hogy egyáltalán emlékszel rá. Pláne, hogy a tartalmára is. Igen, ezt írtam ez ügyben mindenkinek. És, bevált.
Hálás vagyok, amiért beidézted azt a kifelejtett két nagyon fontos mondatot. Bízom benne, így is komolyan veszi a „rómi” nevű fórumtárs.