Ahogy Keri is írja, ezeket kitudod nyomtatni a hagyományos hűtésekkel is.
Én is elvoltam a kétoldali ultimaker hűtéssel 2 évig, csak néha éreztem a hátrányát, pl a hidakat soha nem csinálta elfogadhatóan.
PLA-nál nem olyan vészesek a hűtések. Az illető is a Pet-g emlegeti a másik videóban is.
Én csak az mondom, hogy ez a hűtés egy jó megoldás, mert nem hűti le a környezetét fölöslegesen, ami PLA-n kívül nagyon hasznos lehet.
Ha a vizes videóra gondolsz, az is benne van a linkelt filékben, vagy írd meg pontosabban melyikre gondolsz.
Én most egy ilyen típusú hűtőt nyomtattam, amit az illető 9:10-nél rak fel a nyomtatójára. Ennek a vizes tesztje is ugyan olyan kis pontban nyomja a levegőt.
Nem kellenek ilyen csuda légterelők a jó nyomtatáshoz. Simán a 40 vagy 50miliméteres ventilátor ferdén felrakva a munkadarabra irányítva a legjobb. Azt meg duct tape-el is fel lehet rakni
Kicsit átalakítottam kis ventilátorra, ami papír szerint több levegőt szolgáltat, mint a nagy , de cserébe zajosabb.
Hűtő ventilátor megoldások Érdemes a videókba bele nézni, ahol az illető mutatja, hogy milyen koncentráltan nyomja a csipeszen lévő papírra a levegőt. Annyi fajta van itt, hogy nehéz kiválasztani a legkedvezőbbet a sok STL file közül.
6:10-nél mutatja, hogy a vízfelszínén hogy alakul a levegő koncentrációja.
De csak azért nem tudom, mert még nem rakta fel a fiam nekem, mert én ebben nem vagyok jártas, vagy csak a kényelem, mert van akihez fordulhatok.
De most már tudom, és szeretném, ha felrakná nekem is. Köszi, hogy bevágtad a képet, és hogy tud magyarul, bár már lassan mindent tudok az Angolban is.
Már annyiszor leakartam cseréni az öreg Curát, de mindig vissza kellett került. Még mindig ő a legegyszerűbben kezelhető, és általában megfelelő program nekem.
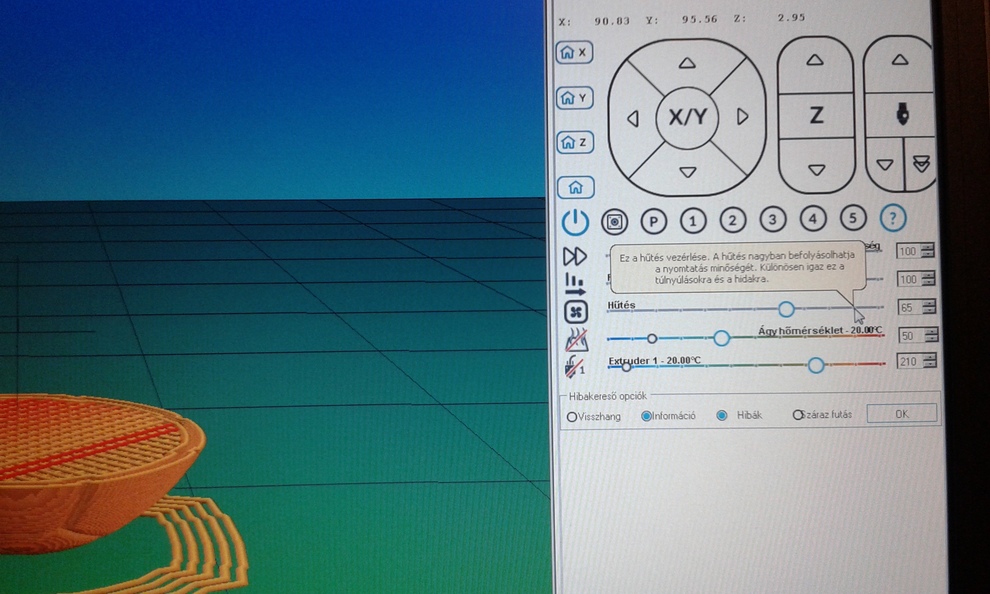
Az a baj, hogy a Repetierben nem tudom hol kell állítani a Curának a hűtést.
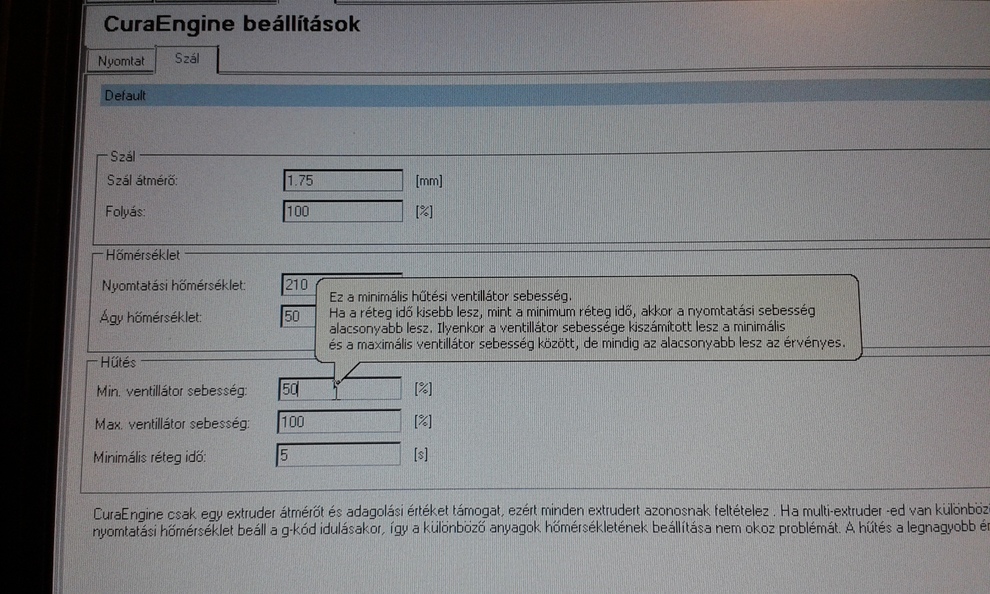
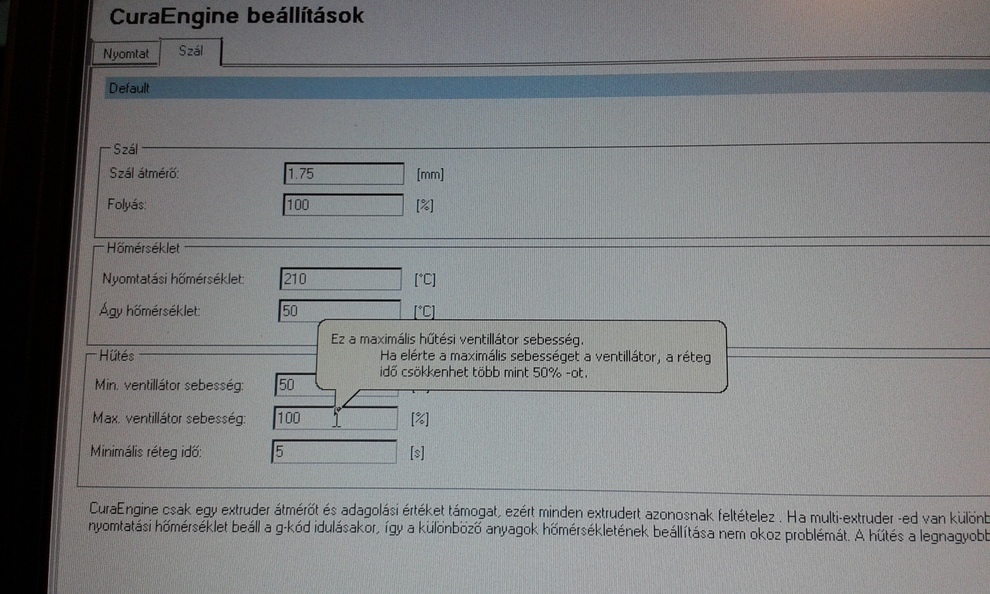
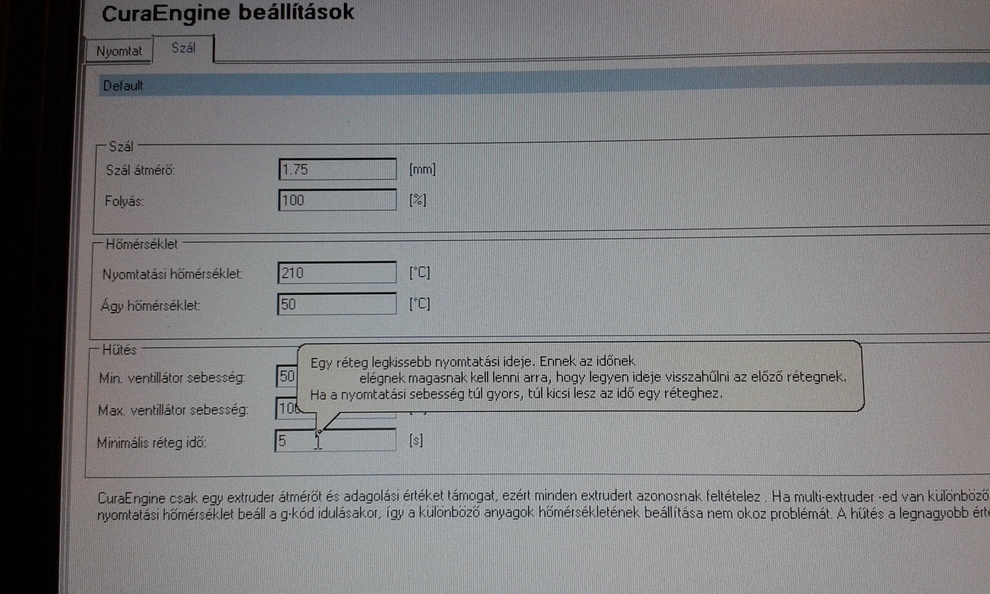
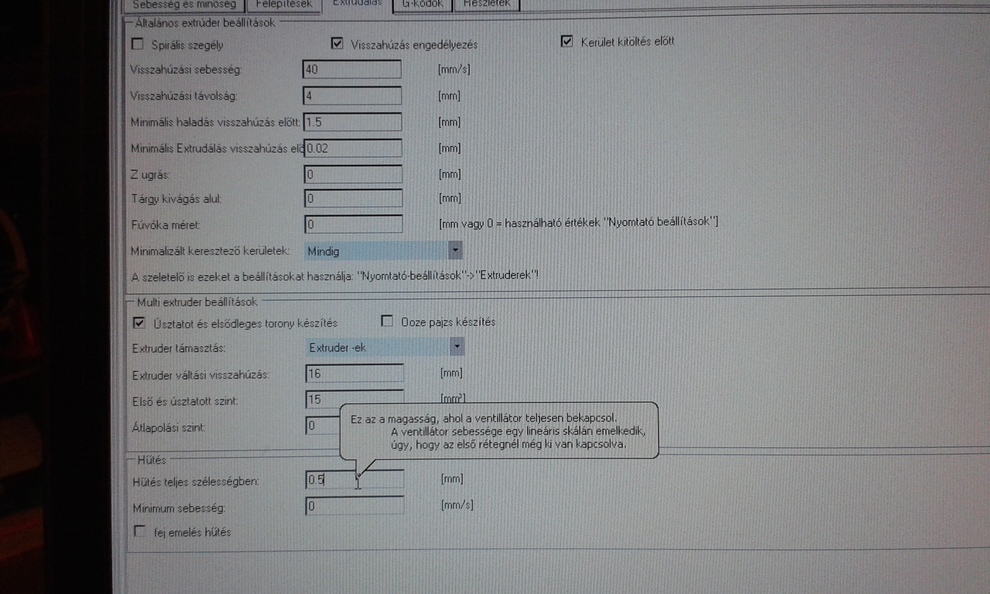
Az amit használok a 15,04, abban beállítható, hogy milyen vastagságnál menjen a beírt max sebességen. Nekem most 0,6mm, első rétegnél nem hűt, utána fokozatosan, rétegenként gyorsabban.
Én csak a hűtés maximális sebességgel szoktam játszani, azt is csak, ha pet-g, vagy ABS-szel nyomtatok. ABS-nél meleg levegővel.
Még kis tárgyaknál sem szoktam a hűtést nagyon állítgatni a jó bevált beállítástól, inkább a sebesség a fontosabb. Vannak kivételes nyomtatások, kiálló sarkok ott hajlamos felkunkorodni és beleakadni a fúvóka a nyomtatáskor, oda érdemes rányomni több hűtést, vagy ha nincs, akkor lassítani a nyomtatáson.
Van most a kék oldalon jó hatású hűtő, ami szinte egy 5-10mm-es körben hűt, azzal szép hidalásokat sikerült csinálni.
Ennek szerintem az a jó tulajdonsága, hogy nem hűti le fölöslegesen a nyomtatást, csak ott ahol szükséges.
Ez teflonszalag jó ötlet, köszi! Ha ilyen jól le lehet szigetelni akkor még akár valami Hőrzékelőt is lehet a légárambva rakni ami szabályozná a munkadarab hűtő venti(ke)t.
No persze nem akarom én feltalálni a spanyolviaszt, csak próbálom az ok-okozatokat megérteni.
Igen, szinte mindig, mindent USB-n keresztül nyomtatok. Hogy miért...nem tudom. Az elején próbáltam SD-ről is, faxán ment. De mégis a PC-USB a favorit.
Az nem túl vidám, ha a ventik le tudják hűteni a hotendet. Be kéne bugyolálni valamivel, van erre többféle lehetőség. Kínai szilikonsipka, fórumos szilikonkalap. Az enyém teflonszalaggal van 5-6 réteggel betekerve, így nem hogy nem hűl le, hanem puszta kézzel megfogható üzem közben.
Egyébként érdemes felrakni mert van benne elég sok okos dolog.
Előzmény: Rabb Ferenc, 2019-01-07 22:24:15 [20804]
svejk | 33157
2019-01-07 22:29:14
[20805]
A hűtésbeállításba még bele sem bonyolódtam, nem is tudom hogy lehet szabályosan beállítani a Marlin-ben.
Az oké hogy meg lehet adni, hogy milyen magasan induljon a venti, de nálam az a baj, hogy amíg a fej közel van az asztalhoz addig a két venti képes annyit hűteni a fejen, hogy nem tudja a hőfokot tartani. Később magasabb állásban már nincs ilyen gond, akkor elhussan a szellő Azt még nem találtam meg, hogy hol lehetne a Z függvényében folyamatosan emelni a fordulatszámot.
Az első pár nyomtatás alkalmával kézzel állítgattam menet közben
Előzmény: Rabb Ferenc, 2019-01-07 22:13:01 [20799]
svejk | 33157
2019-01-07 22:17:28
[20801]
A Repetier-ben kiválaszthatod, hogy mivel akarsz szeletelni. Tudja a Slic3-at, CuraEngine-t és a Slic3 Prusa verziót.
Tehát a Repetier csak mint egy kezelőfelület működik.
Előzmény: Rabb Ferenc, 2019-01-07 22:13:01 [20799]
B.Zoltán | 1722
2019-01-07 22:16:46
[20800]
Ha van egy jó beállítás, alig kell valamit állítani.
Jó nyomtatást a sebesség és a hűtés összehangolása adja. Gyors nyomtatáshoz nagyobb hűtés, kisebb tárgynál és lassú nyomtatásnál elég a kisebb hűtés, de ezt gondolom mindenkinek logikus. Erre pár nyomtatás után már kezd ráérezni az ember.
Az még bebaszna mechanikai rész ilyen lenne! ha az asztal nincs szintbe az az elsö alapréteg árulkodik egyböl ilyen kis részen is sötét szin ami hamar észre vehetöbb! Amugy hütési probléma!
Köszönöm az infókat és természetesen örülnék a beállítási file-oknak. Én még csak most próbálgatnám a szárnyaimat, de azt már látom, hogy nagyon nem mindegy a szeletelő sem. Első körben Psoft ajánlására a Repetiert nézegettem, de hiába a magyar nyelv, úgy is elvesztem benne.
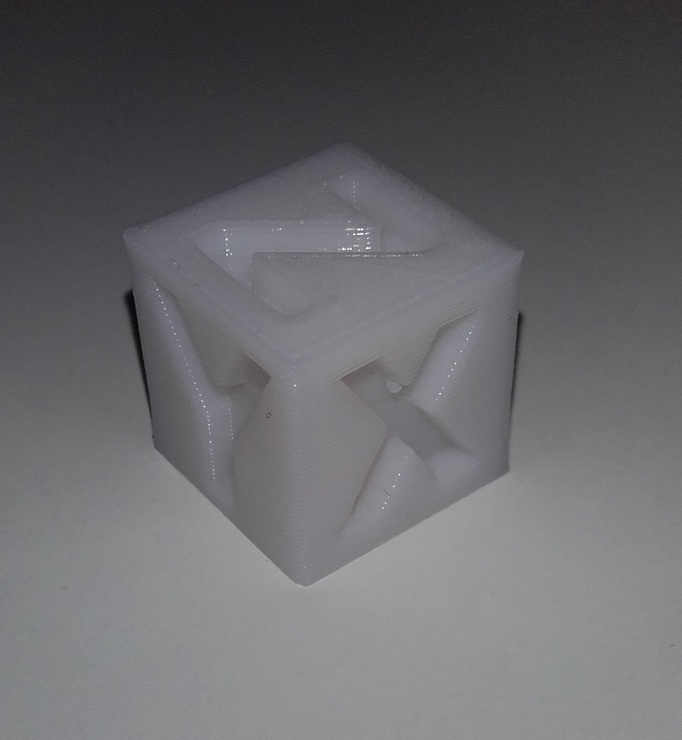
Kinyomtattam én is Cree2 kockáját. Azon kívül, hogy picike, és mélyek a betűk (2 mm) nekem nem volt vele gondom. Nem szabad gyorsan nyomtatni. 0.4 fúvóka, 0.2 rétegvastagság, 10% kitöltés. Lassan lett nyomtatva, és próbára lecsökkentettem a hűtést, hogy úgy is ki lehet-e nyomtatni az Z és Y tetejét.
Tulajdonképpen ennek ellenére sem lettek nagy hibák benne. Az X Y első rétege látszik, hogy lepottyant, mert 2 mm-t még a levegőbe rajzolja alátámasztás nélkül, de a többi már helyén van.
RJancsi | 5811
2019-01-07 20:08:08
[20784]
A DesignSpark nekem is meg van, de ritkán használom. Ha használnám talán tudtam volna hogy erre is képes.