|
Előzmény: RJancsi, 2022-01-23 17:59:20 [30262]
|
|
Előzmény: RJancsi, 2022-01-23 19:17:54 [30264]
|
|
Előzmény: TBS-TEAM, 2022-01-23 18:36:33 [30263]
|
|
Előzmény: RJancsi, 2022-01-23 17:59:20 [30262]
|
|
Előzmény: Virbo, 2022-01-15 20:10:00 [30257]
|
|
Előzmény: Virbo, 2022-01-15 20:10:00 [30257]
|
|
Előzmény: Virbo, 2022-01-15 20:10:00 [30257]
|
|
Előzmény: tibs, 2022-01-15 15:24:42 [30256]
|
|
Előzmény: Virbo, 2022-01-15 12:27:23 [30254]
|
|
Előzmény: Virbo, 2022-01-15 10:12:14 [30252]
|
|
Előzmény: tibs, 2022-01-15 10:51:26 [30253]
|
|
Előzmény: Virbo, 2022-01-15 10:12:14 [30252]
|
|
Előzmény: B.Zoltán, 2022-01-14 13:46:01 [30248]
|
|
Előzmény: emerzee_, 2022-01-14 23:58:32 [30249]
|
|
Előzmény: Virbo, 2022-01-13 21:28:55 [30247]
|
|
Előzmény: B.Zoltán, 2022-01-13 15:17:48 [30244]
|
|
Előzmény: keri, 2022-01-12 09:48:19 [30228]
|
|
Előzmény: Virbo, 2022-01-12 10:15:21 [30229]
|
|
Előzmény: Virbo, 2022-01-12 17:52:26 [30239]
|
|
Előzmény: keri, 2022-01-12 20:57:16 [30240]
|
|
Előzmény: Virbo, 2022-01-12 17:52:26 [30239]
|
|
Előzmény: Virbo, 2022-01-12 13:50:34 [30238]
|
|
Előzmény: keri, 2022-01-12 13:31:19 [30237]
|
|
Előzmény: Virbo, 2022-01-12 13:01:44 [30235]
|
|
Előzmény: RJancsi, 2022-01-12 11:37:25 [30234]
|
|
Előzmény: keri, 2022-01-12 11:21:30 [30232]
|
|
Előzmény: Virbo, 2022-01-12 10:52:10 [30231]
|
|
Előzmény: Virbo, 2022-01-12 10:15:21 [30229]
|
|
Előzmény: Virbo, 2022-01-12 10:15:21 [30229]
|
|
Előzmény: RJancsi, 2022-01-12 10:43:46 [30230]
|
|
Előzmény: Virbo, 2022-01-12 10:15:21 [30229]
|
|
Előzmény: Pabló, 2022-01-11 21:31:09 [30226]
|
|
Előzmény: emerzee_, 2022-01-11 20:33:27 [30224]
|
|
Előzmény: emerzee_, 2022-01-11 20:33:27 [30224]
|
|
Előzmény: Virbo, 2022-01-07 21:11:02 [30220]
|
|
Előzmény: gaspa, 2022-01-08 18:52:54 [30221]
|
|
Előzmény: sanyi, 2022-01-04 20:12:15 [30209]
|
|
Előzmény: keri, 2022-01-07 19:18:26 [30219]
|
|
Előzmény: Virbo, 2022-01-07 12:30:41 [30218]
|
|
Előzmény: emerzee_, 2022-01-06 22:47:14 [30215]
|
|
Előzmény: emerzee_, 2022-01-07 08:20:13 [30216]
|
|
▲
◊
|




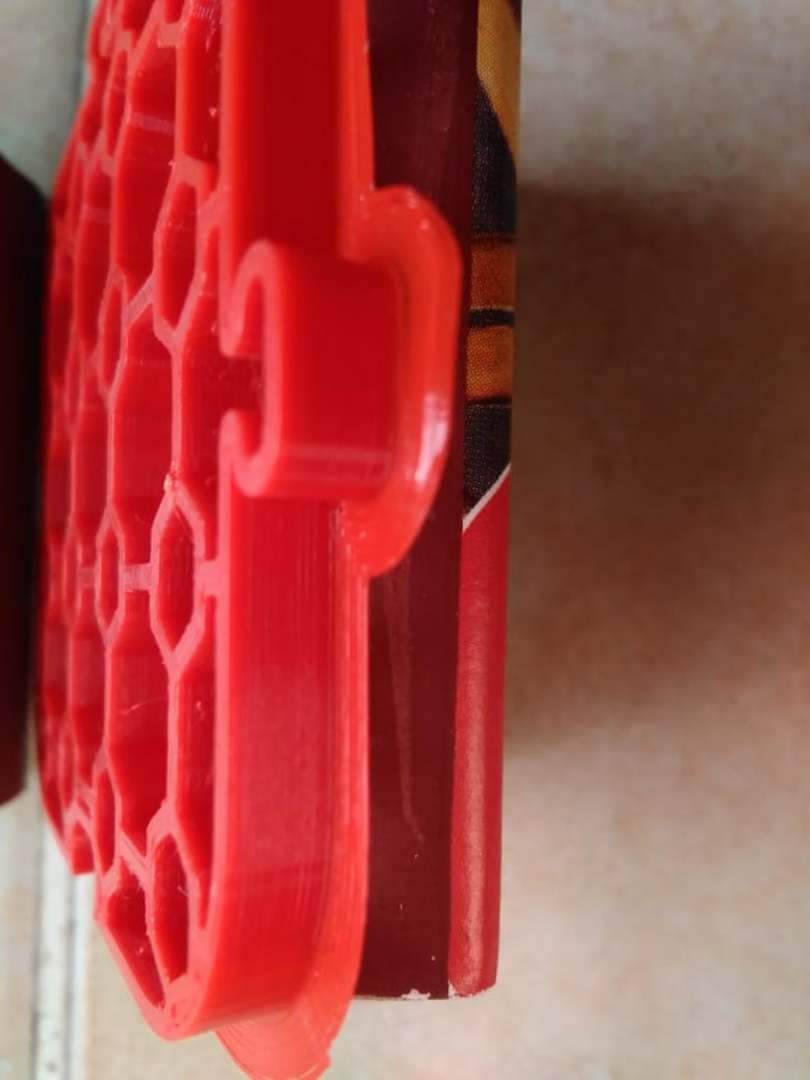






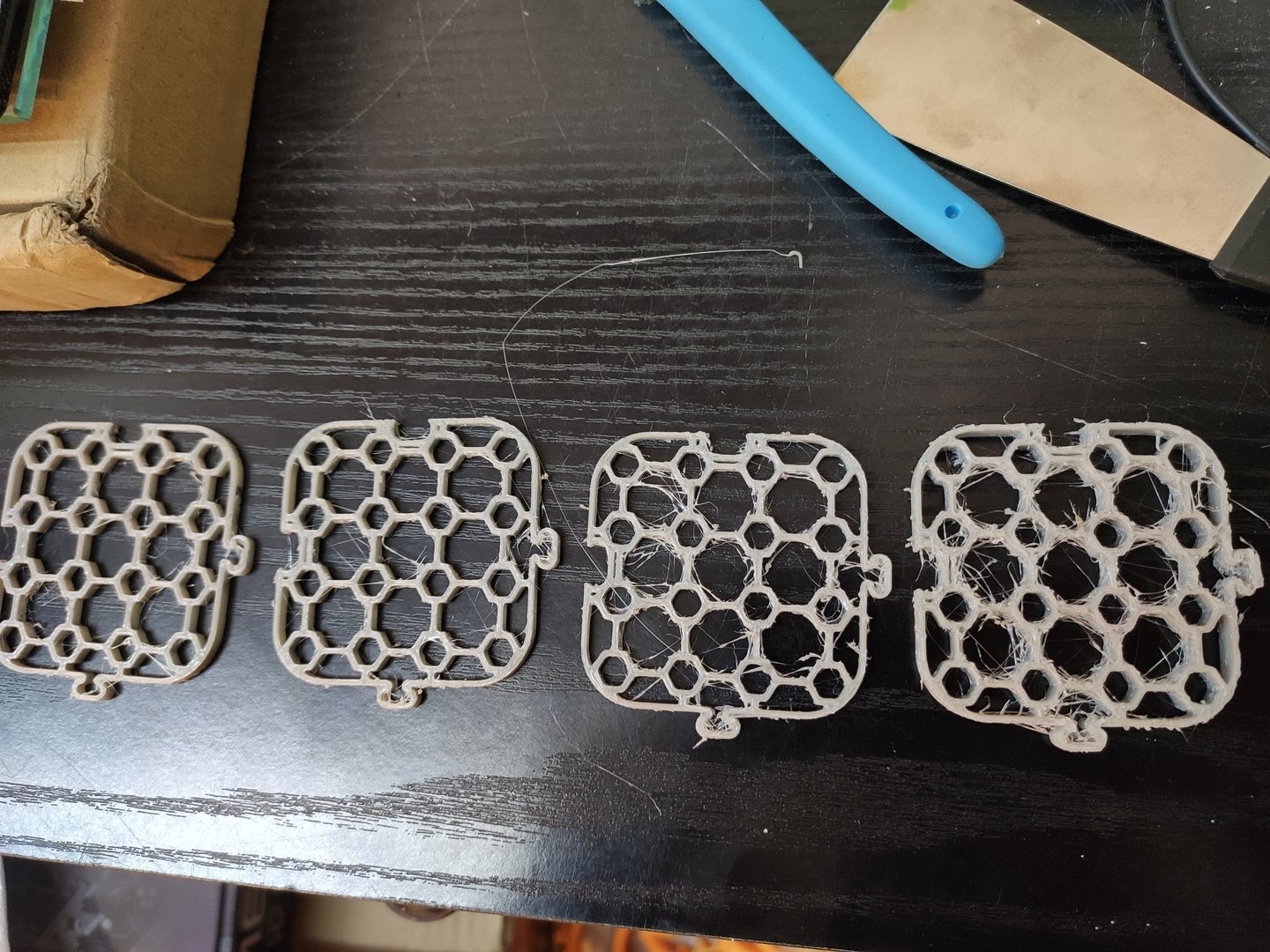
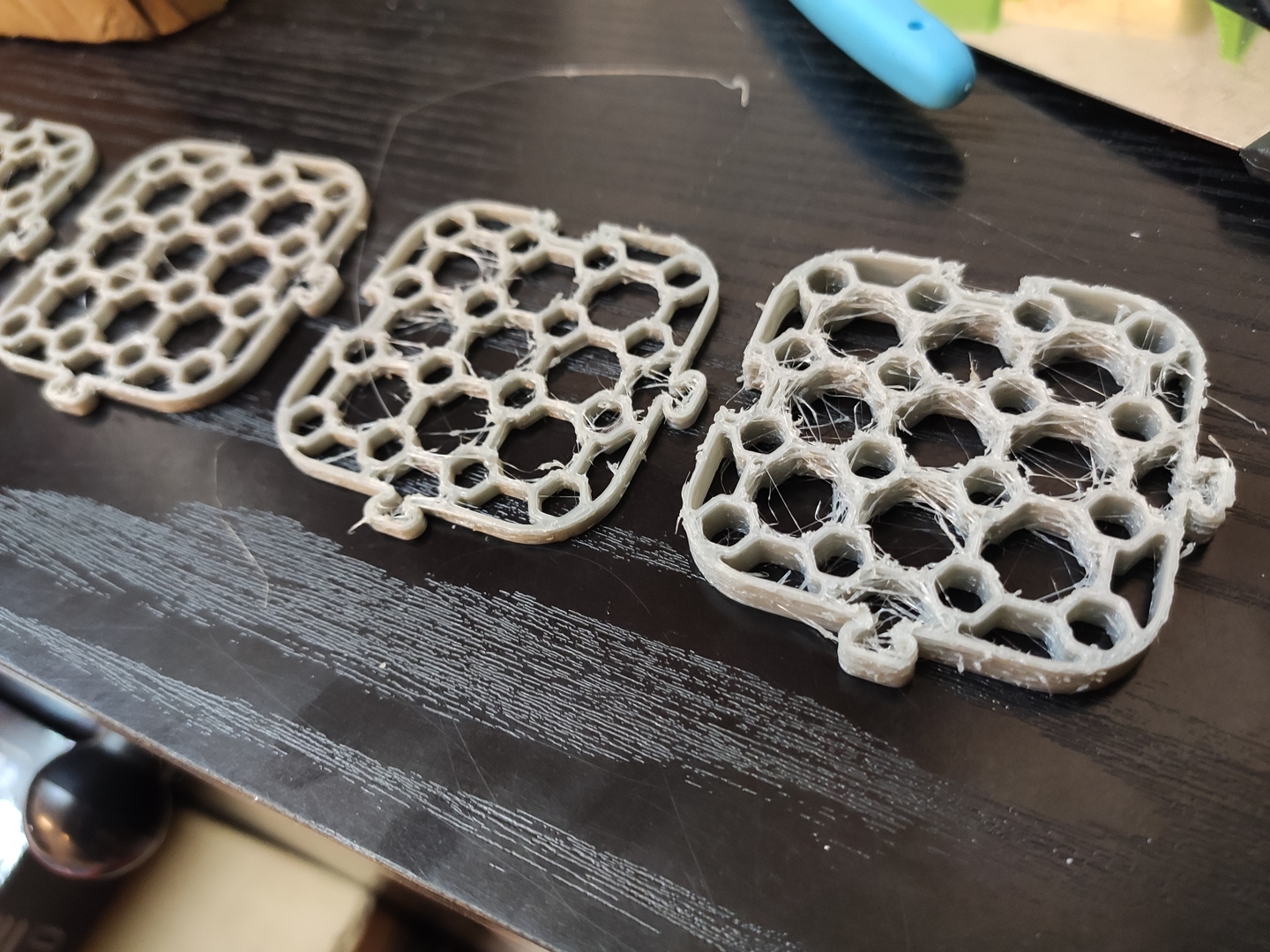
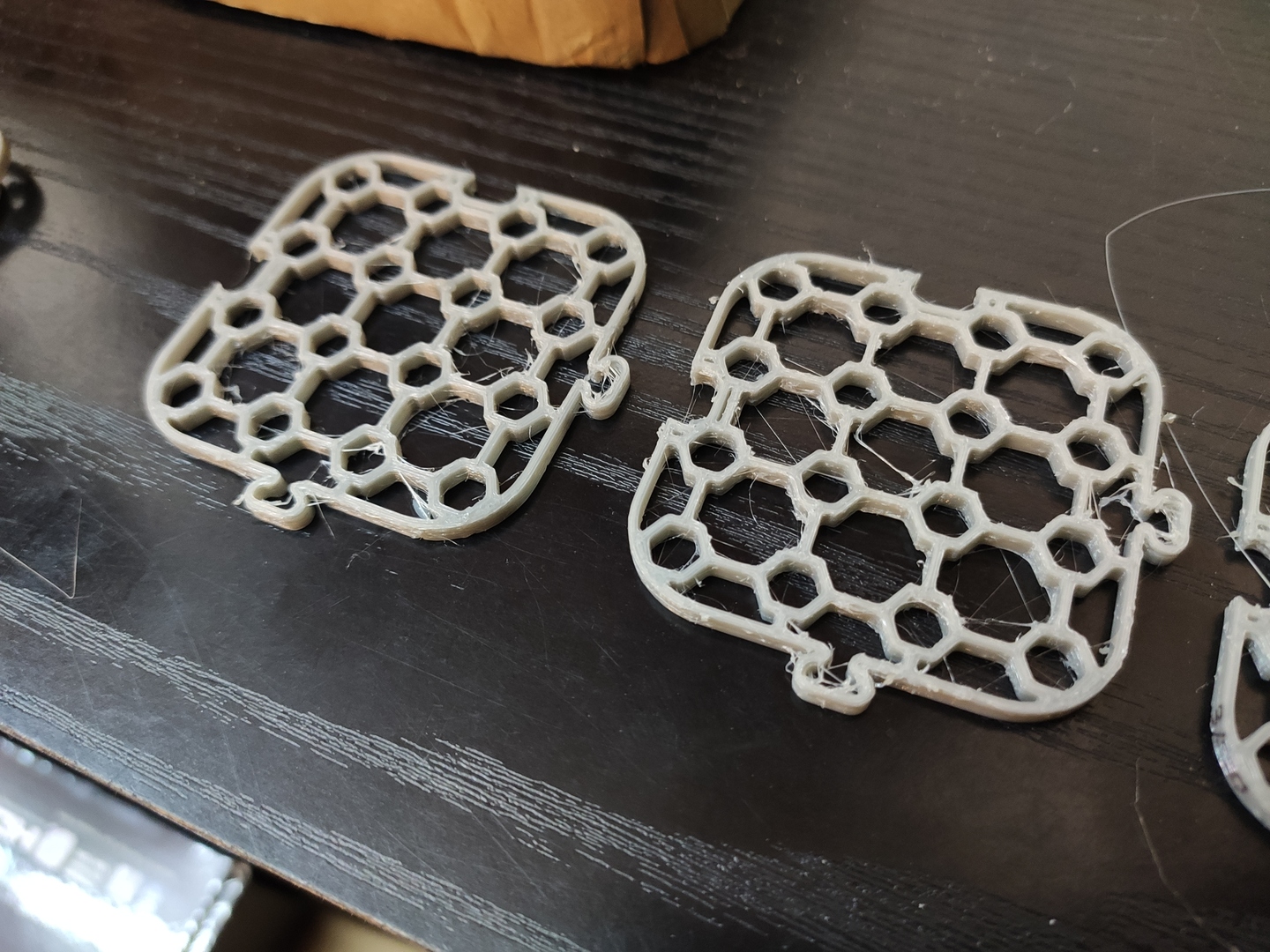

 Ilyesmi a többi rétegnél is tuti van, csak kevésbé venni már észre a lent lévő anyag miatt.
Ilyesmi a többi rétegnél is tuti van, csak kevésbé venni már észre a lent lévő anyag miatt.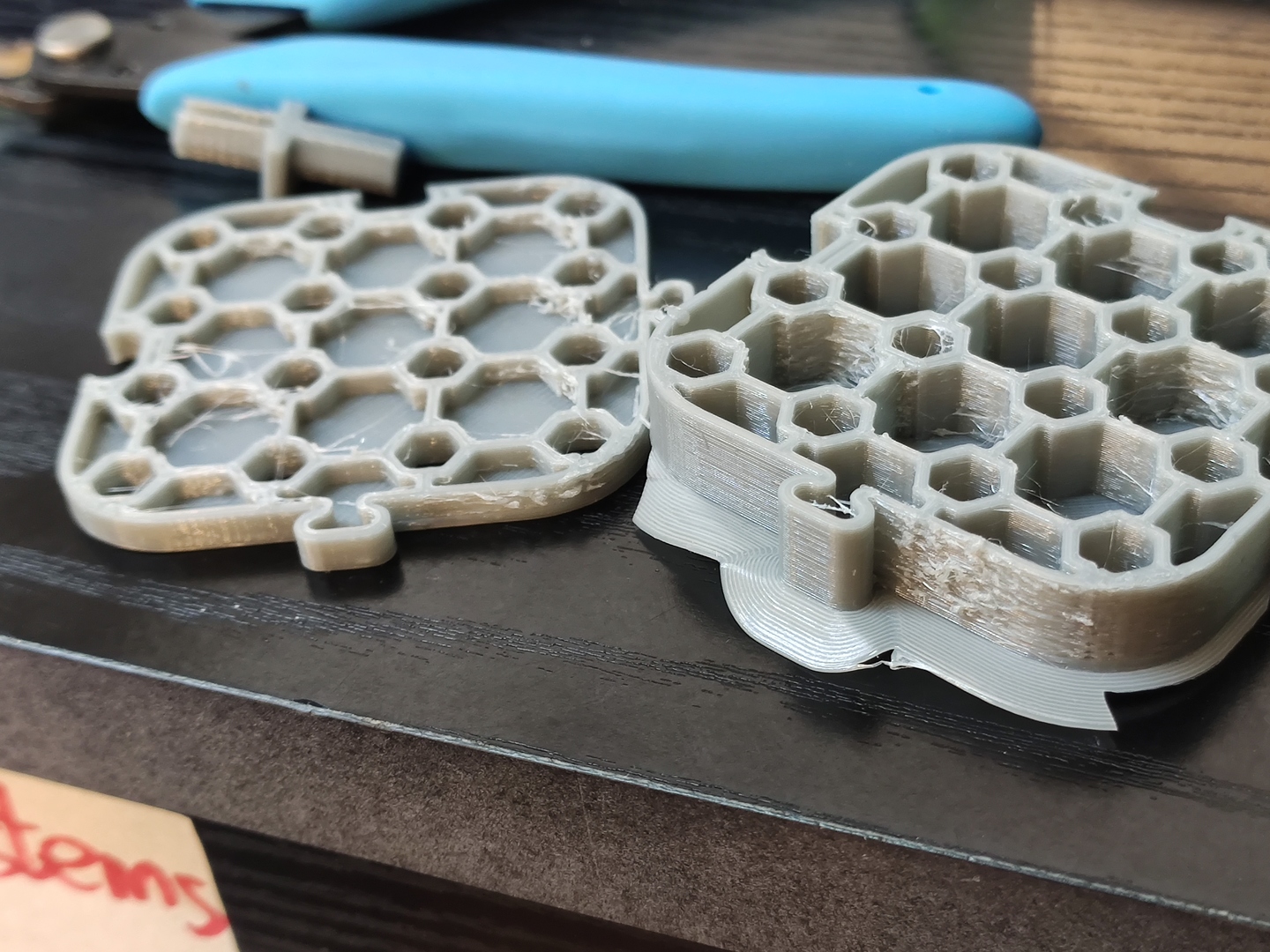
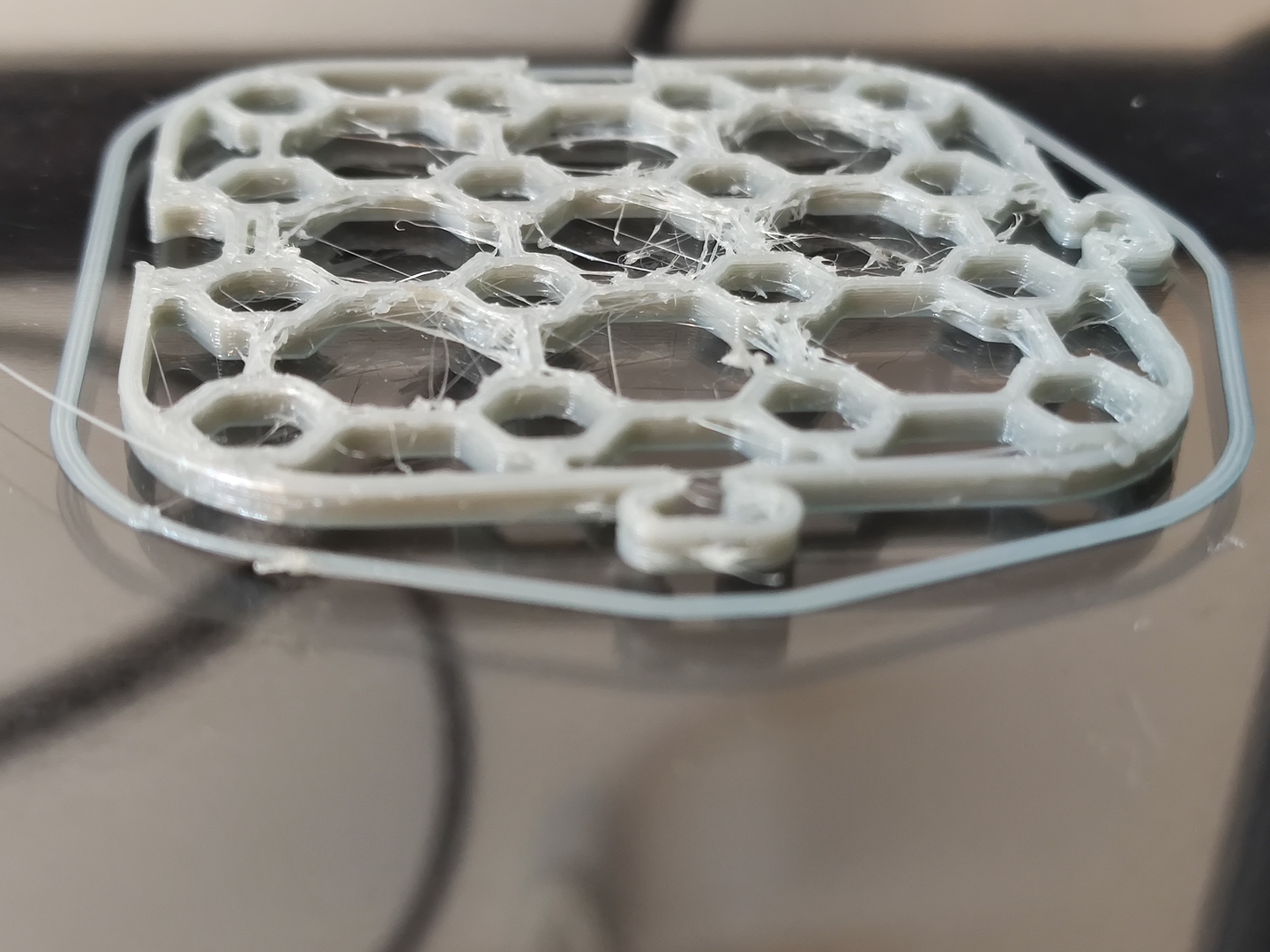




 Az okára nem jöttem rá, pedig az összes frisítés meg minden fennvan már.
Az okára nem jöttem rá, pedig az összes frisítés meg minden fennvan már.