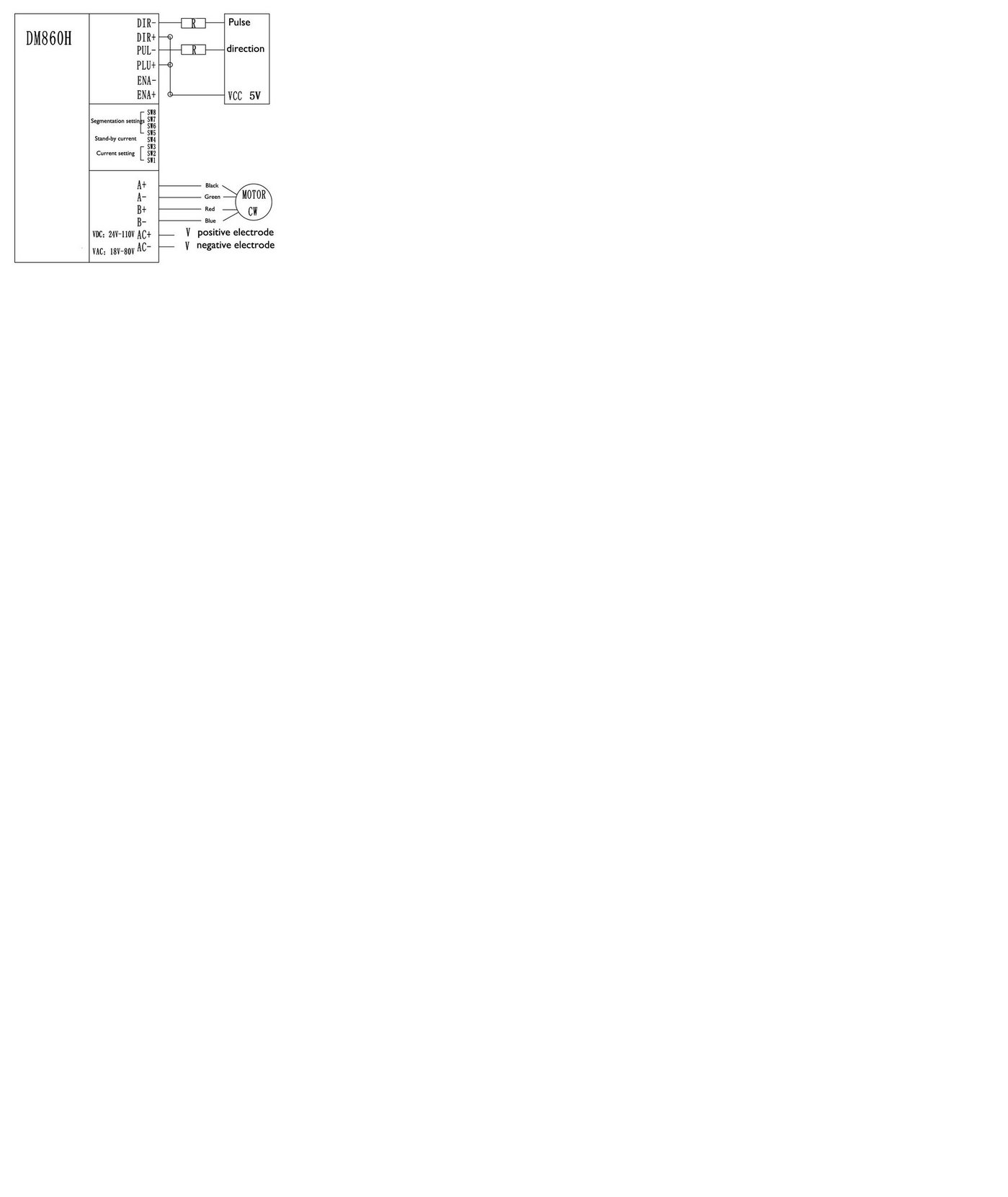
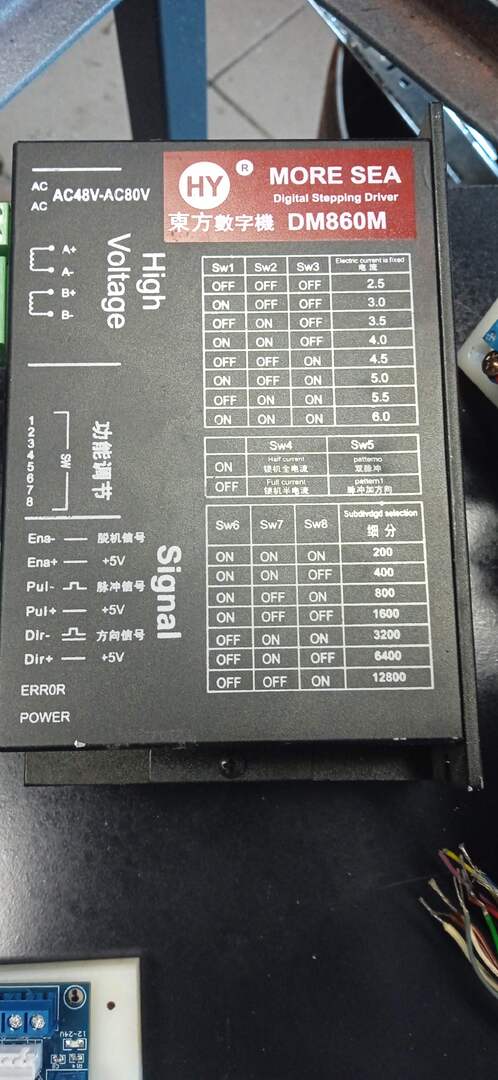
Találkoztatok ezzel a típusú vezérlővel? Ez csak ac-vel táplálható vagy mehet neki a DC? Illetve polaritás mindegy? Sehol nem találtam leírást kizárólag dm860m-hez.
kgl | 421
2025-04-16 19:44:18
[52716]
Hasonló megoldást csinálok éppen most. Írtam róla egy pár sort az Épül a gépem ::: kgl topikba. 431 hozzászólás
Sokat kell még tanulnom, még csak háromszor használtam a gépet, mindig számtalan új kérdés merül föl. A munkadarab rögzítése kritikus pont, különösen, ha mint legutóbb, (egy deszka végére csapot martam), meg is kell fordítani a munkadarabot.
Mások is ajánlották a saját géppel, csak a munkatér síkba marását.
Most még nem tudom elképzelni, ez hogyan lenne elég. Pl a negyedik tengely forgatója és a csúcsa összeér, ha a 300mm-es munkatérre rögzítem. Ha azon kívülre,akkor a 4. tengely ferde lesz. A nagyobb méretű munkadarabokkal kapcsolatban is vannak aggályaim.
Nyilvánvaló, hogy profiknak ezekre a kérdésekre számtalan triviális megoldás van a tarsolyukban, de én úgy érzem, hogy nagyban megkönnyítené a kezdő életemet egy szép, nagy, sík, hornyos asztal...
Mostmár végigcsinálom, a jelenleginél rosszabb nem lesz, de legalább nagyobb. MDF-et még erre is tehetek.
Köszi a képeket. Sajnos az van, amit látalanban is sejtettem, ez nem lesz jó így neked.
Veszel egy 350*450 mm-es 18-20 mm vastag mdf (alumínium is lehet, ha kell) lapot, ezt felrögzíted az alap T nútos asztalra, és síkbamarod a gépeddel. Erre szinte bármit fel tudsz rögzíteni.
Síkmaród már van, az a bizonyos 45mm-es kitárgyalt lapkás síkmaró, ~0.5 mm es max fogással szépen meg tudod síkolni. Ez lesz a legoptimálisabb megoldás Neked.
Természetesen nem tudom a géppel síkba marni a teljes felületet, de nekem nem is szükséges.
Hossz irányban át tudom marni a 700 mm-t így elfér hosszabb anyag, de főleg vákuum asztalt használok a T nútos asztalra fogatva így ki van emelve a síkból és nagyobb méretű akár szélesebb alapanyag is elfér.
Hiába van a gép keret 80x80-as vastag falú profilból, középen telepakolva merevítéssel derékszögekkel és az asztallal egybemerevítve, egyszerűen hosszú távon nem marad pontos ekkora méretben. Egy ütközés el tudja mozgatni az alkatrészeket.
Persze itt század mm-ekről, max tizedekről van szó.
Nem véletlenül vannak a nagyobb méretű portálos gyári gépek gránit / polimer gránit vázon.
Ez azt jelenti, hogy kis terhelés hatására is folyamatosan mozognak? Mennyit?
Éppen ezért gondoltam csak a padok kis részét eltávolítani, hogy ne okozzon nagy szerkezeti változást az anyagban.
Nekem bőven elég lenne, ha a 900*450-es asztal méretében 1-2 tizedet nem haladna meg a legnagyobb különbség. Akkor a tényleges 300*300-as munkatérben bőven egytized alatt maradna...
Hogyan, miből lehet ilyen kis gépre jó asztalt készíteni?
Szerintem felejtsd el ezt a síkba marás dolgot. A hasonló profilok, üreges szálak, zártszelvények a gyártásból maradt belső feszültség és a keresztmetszet változás összedolgozása révén nagyon csúnyán el tudnak görbülni.
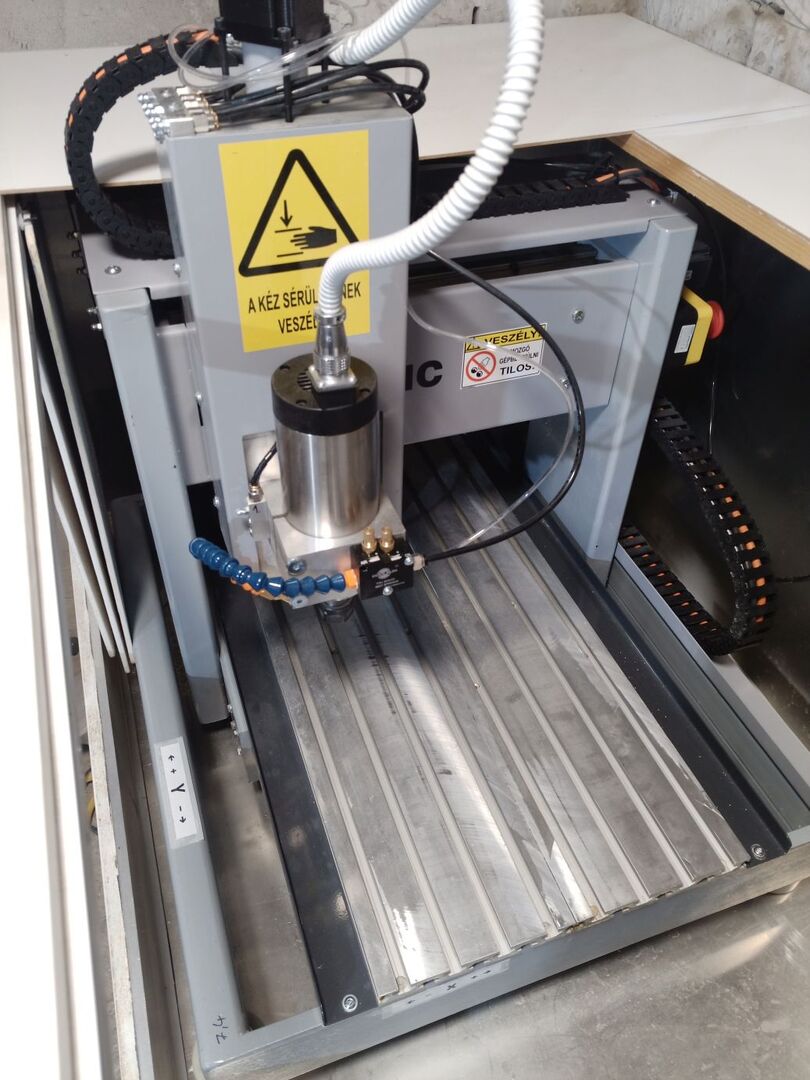
A gépről fotóm nincs, de itt egy a gyártó oldaláról, egészen pontosan így néz ki az enyém is. A meglévő gyári asztal olyan, mint a képen, azt szeretném cserélni. A csere legfőbb oka, hogy a gép konstrukciójából adódóan a 300*300-as munkatér egyik széle egybeesik az asztal szélével, ezért ott nincs kényelmes mód a munkadarab rögzítésére, az új asztal 150mm-rel hosszabb lesz. Negyedik tengely is van, a jelen állapotban a munkatér felét elveszi a támasztócsúcs. A másik fontos ok, hogy a jelenlegi asztal, ami két darab feles lipro profilból van kialakítva, nem jó. Ezeket a darabokat a gyárban síkbamarták, de nyilván nem a gépvázra szerelve. Jelenleg annyira nem egysíkúak, hogy középen csúnyán billegnek a munkadarabok. Az előző szempont miatt nem hézagolással javítom a jelen állapotot, de az világos, hogy az új asztal és a főorsó merőlegesre állítása nem kis munka lesz. Harmadrészt az új asztal szélesebb is lesz, de ennek nincs túl sok jelentősége, jelenleg kétoldalt acél takarólemezek vannak.
Az egész variálásra az bátorított fel, hogy sok hasonló kategóriájú gépnek bútorlap asztala van, sőt konkrétan ezt is kérhettem volna a gyártótól bútorlappal. Azért választottam a profilos megoldást, mert kezdő amatőrként úgy éreztem, a hornyok segítségével könnybben boldogulok a munkadarab felfogás számomra kihívást jelentő feladatával, mint egy furatraszter segítségével.
Az összeragasztott profilokról este csinálok egy képet, bár azon nemigen van látnivaló.
YT videózás közben kiírtak egy általános számot , miszerint az acélok esetében minden egyes hőfok esetében 0.000012 milliméterrel tágul.
Tehát ha 400 fokra melegítem (a lézeresem ennyit tud) akkor 0.0048 millimétert fog tágulni?
És mi van akkor ha fagyasztóba teszem -20 fok , akkor meg 0.00024 millit fog zsugorodni? Vagy a hűtéskor más szorzószámot kell alkalmazni?
Vetesi75 | 1724
2025-04-13 15:37:43
[52699]
MG-ben van, de a közönséges halandó által értelmezhetetlen kódot generál. A másik probléma vele, hogy túl sok a kötöttség. Egyébként egy jól belakott gépen nem kell túl sokat pötyögni a billentyűzeten, mert a már meglévő programokból sok minden összeollózható. A koordinátákat, meg a technológiát más eljárás esetén is be kell vinni. Egyedizésnél vagy első darabnál rendszeresen előfordul, hogy csak a hangból és a képernyőn futó kódsorozatról tudjuk mi történik a megmunkálótérben. Ha ez a lehetőség is elvész számunkra, akkor már mi is feleslegesek leszünk. A zöld gombot bárki meg tudja nyomni... (Tudom, hogy nem így kellene működnie a dolognak, de mi csak azzal tudunk dolgozni, ami rendelkezésünkre áll. Nincs CAM, így gépen kívüli teszt sincs.)
Köszönöm! Ha jól értem, a közonti éllel rendelkező maró "ugyanazt tudja", mint az anélküli, csak jobban.
Ezek szerint központi éles ujjmarót sem célszerű "fúrásra" használni, helyesebb a furatnál kisebb átmérőjűt választani, és spirálisan mélyíteni. Még jobb eljárás ugyanezt először valamivel kisebb átmérőre, majd finiselni. Jó megoldás lehet furatkészítésre előfúrni jóval kisebb csigafúróval, aztán egy menetben a furat átmérőjével megegyező ujjmarót használni?
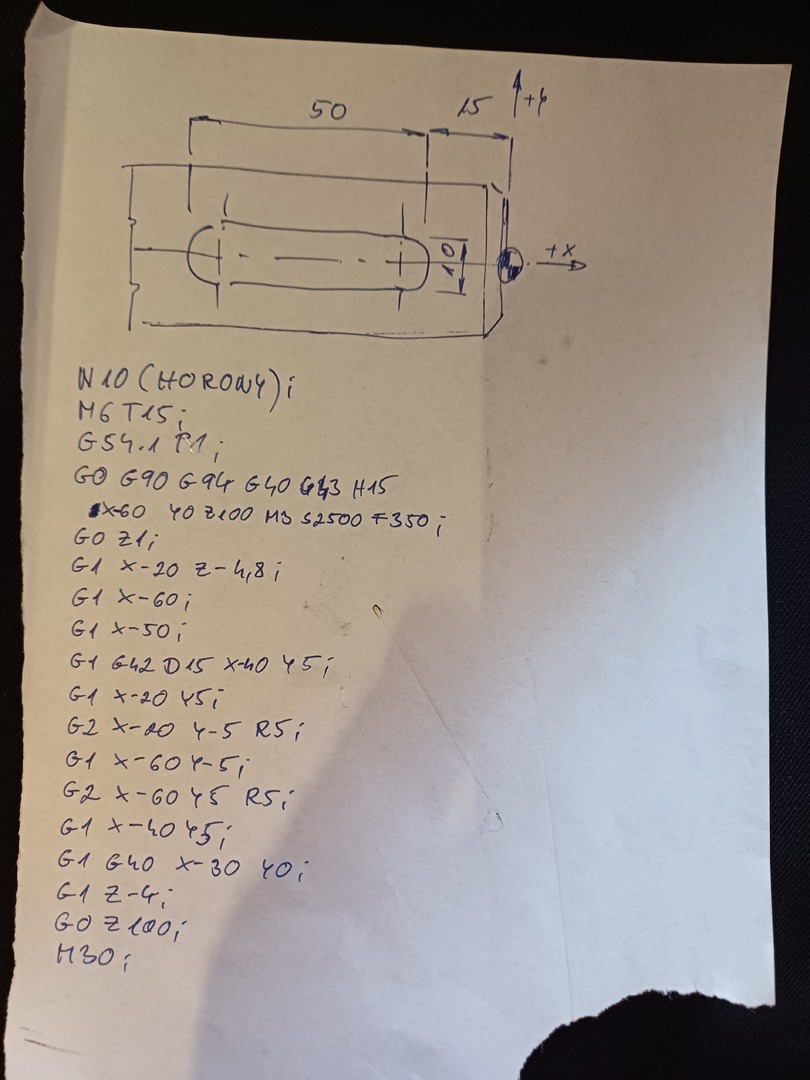
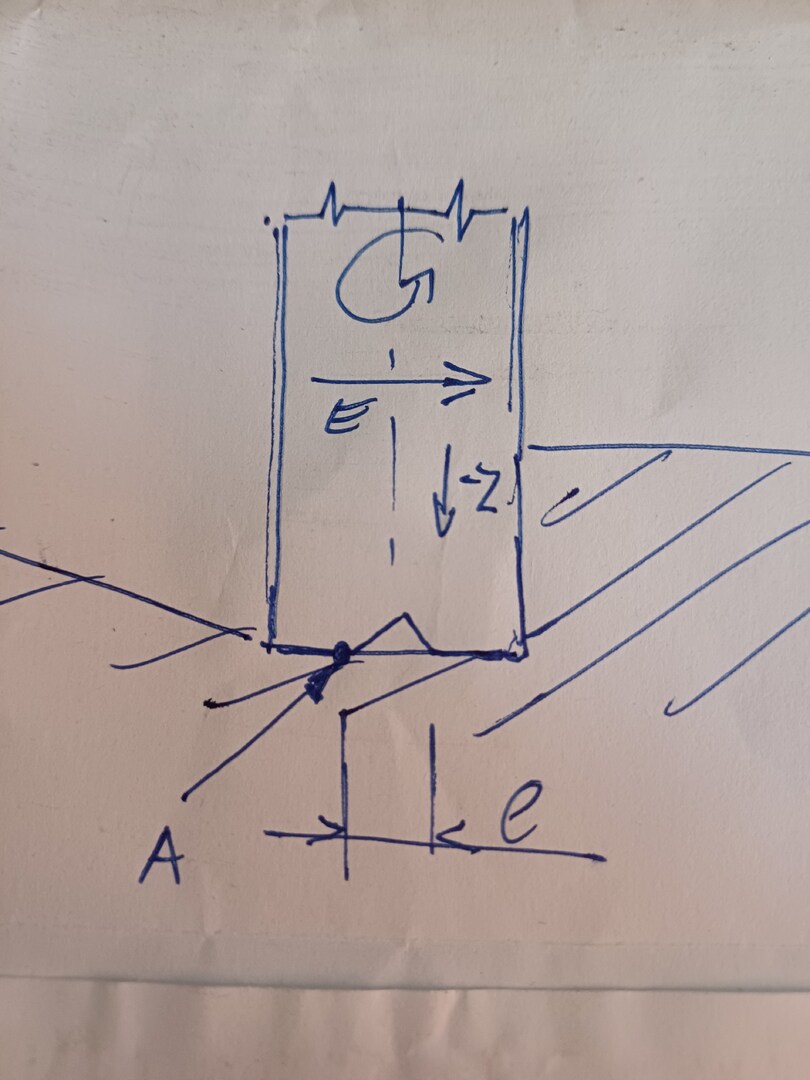
Lehet CAM-elni is, ha van hozzá minden, de az sem magától működik... Ettől azért sokkal bonyolultabb alakzatokat is meg szoktunk írni "kézből". Egy kilencfeles átmérőjű, négyélű VHM ujjmarót feltételezve Fanuc-ra kb. ennyi a kód:
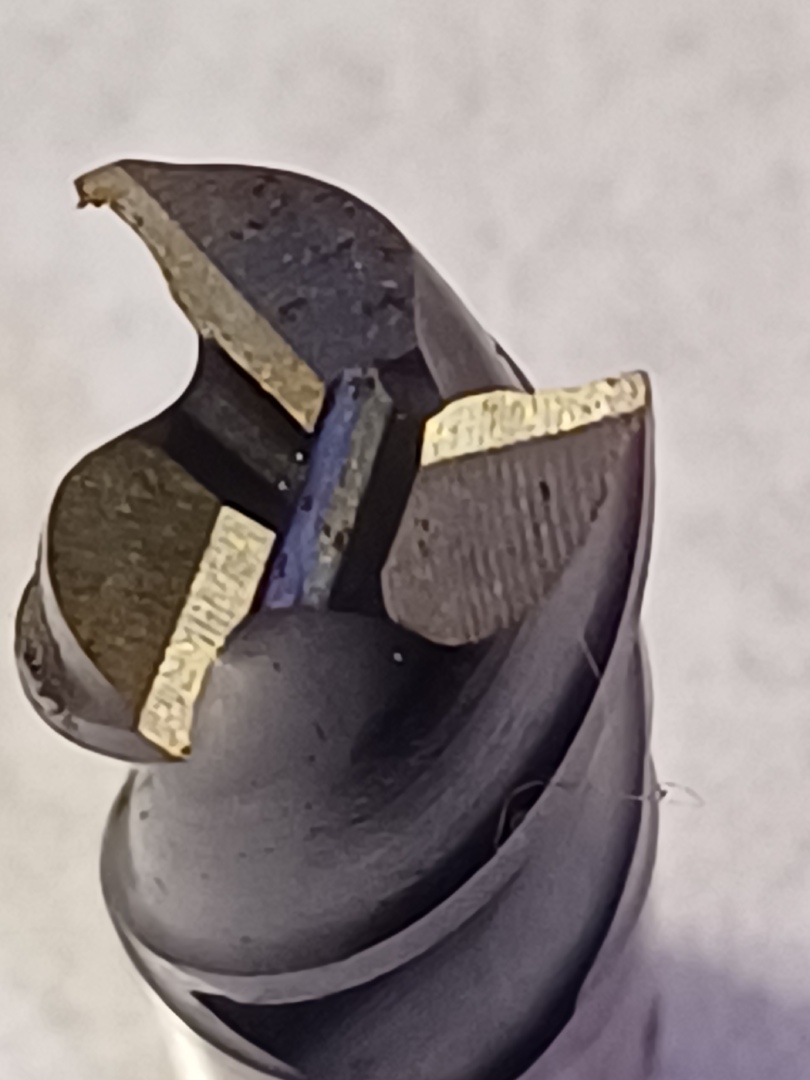
Lásd ábra! A marót küldjük E oldalirányú és -Z tengelyirányú előtolással rámpán. A centrumél nélküli maró esetében a haladási iránnyal ellentétes oldalon levő él belső sarka az A pontban csak túrja az anyagot és abból is jelentős mennyiséget, mert ott nincs az előtolás irányához passzoló hátszöge. Központi éllel az elmaszatolandó l csap átmérője és magassága leredukálható egy fordulatnyi előtolásnak megfelelő értékre. A másik képen egy háromélű, aminél jól látszik, hogy az egyik homlokél hosszabb, az beér a forgástengelyig.
Milyen az a centruméles fémmaró ? Nem találtam képet .
És hát itt ezt meg is lehet kérdezni , jó topikban vagyok
sarktibsi | 737
2025-04-12 09:36:01
[52685]
Én általában a lehető legrövidebb marókat használok, kicsi a kihajlás veszélye , ha van VHM maró az még jobb. A lényeg az , hogy a maró névleges mérete mínuszos legyen 0.02-0.03-0.04 Volt rá példa amikor az ujjmarót meg kellett köszörülni egy palást köszörűn mert alapból többet forgácsolt ki , ennek több oka is van (patronhiba , befogó hiba , géphiba)
A fent leírtak főleg hagyományos marógépekre érvényes , CNC esetén körbe kell simítani a hornyot ahogy te is írod , ebben az eseteben lehet a szerszám sokkal kisebb is.
A maró átmérője, dolgozó rész hossza, élek száma, élszögek, forgács tér kialakítástól is függ az, hogy egy centrum éles szerszámmal tudsz-e csak Z-ben fogást venni telibe, és mekkorát.
Azt se szabad figyelmen kívül hagyni, hogy a központban nulla a forgácsolási sebesség, bármennyivel is pörgetjük a marót, tehát itt minden maró nyom, és nem forgácsol. Keményebb anyagoknál (acél) ez is erősen behatároló tényező.
Ezen fő paraméterek megválasztásával, átgondolásásval tudunk csak optimális marást végezni a CNC gépünkkel.
Huh, ez húzós, amatőrként nagyon érdekes! Az "ipari" szoftverek ezt megtervezik maguktól, elég a szerszámkészletben definiálni a megfelelő marókat, kiválasztani az objektumot, megadni hogy nagyolás plusz símítás? Vagy külön-külön kell megadni a folyamatokat, ráhagyást, stb, figyelve még az eltérő belépési pontokra is?
Centruméles marót azért sem szeretjük tengelyirányban süllyeszteni, mert ha azt hatékonyan szeretnénk, akkor minimum felcsavarja magára a forgácsot, de annak is megvan az esélye, hogy kihúzza magát a befogóból vagy/és felkapja magára a vasat. Zárt reteszhoronynál alulméretes* maróval rámpán lemenni a végpontig a teljes mélységre, párhuzamosan visszahúzni a másik végpontig, ezzel megvan a nagyolás. Kicsit vissza üresben a közepe felé**, aztán átmenettel fogásba/fogásból a kontúrt körbesimítani***. * Egész-feles átmérő vagy ami már egyszer kétszer volt paláston is újraélezve. **A végponton/közelében nem jó belépni simításba, mert a nagyolásból ottmaradt forgács csinálja a balhét. ***Muszáj körbesimítani, mert amíg mélységre +1..2 tized, addig szélességre (szoros illesztéshez) -1..2 század (pl.P9) a divatos tűrés, másrészt a szerszámkihajlás miatt alakhibás lenne (akár szerelhetetlen).
Ezzel a maróval TELIBE Z irányba nem szabad dolgozni, mert veszélyes és ez a szerszám nem ilyen használatra lett kialakítva! Mint írtad 2 mm után felütközik, ott már csak nyom, éget és nem forgácsol, CNC esetén még a mechanikát is túlerőltethetjük ütközéskor. Az a 2 mm-es megdöntés hátszög kialakítás miatt kell, és nem azért, hogy valaki ilyen kockázatos módon marjon vele, és kihasználja ezt a kis fogásvételi holttér lehetőséget.
A te favázas CNC géped egyébként is halovány gyenge merevségű, kár lenne totál tönkretenned ilyen kockázatos fogásvétellel.
Nem akarom leszólni , de valami ilyesmivel próbálnám ... Egyelőre két enyhe ív kellene . Egyértelmű hogy legalább egy pontosabb peremes görgő kellene a belső ívre .
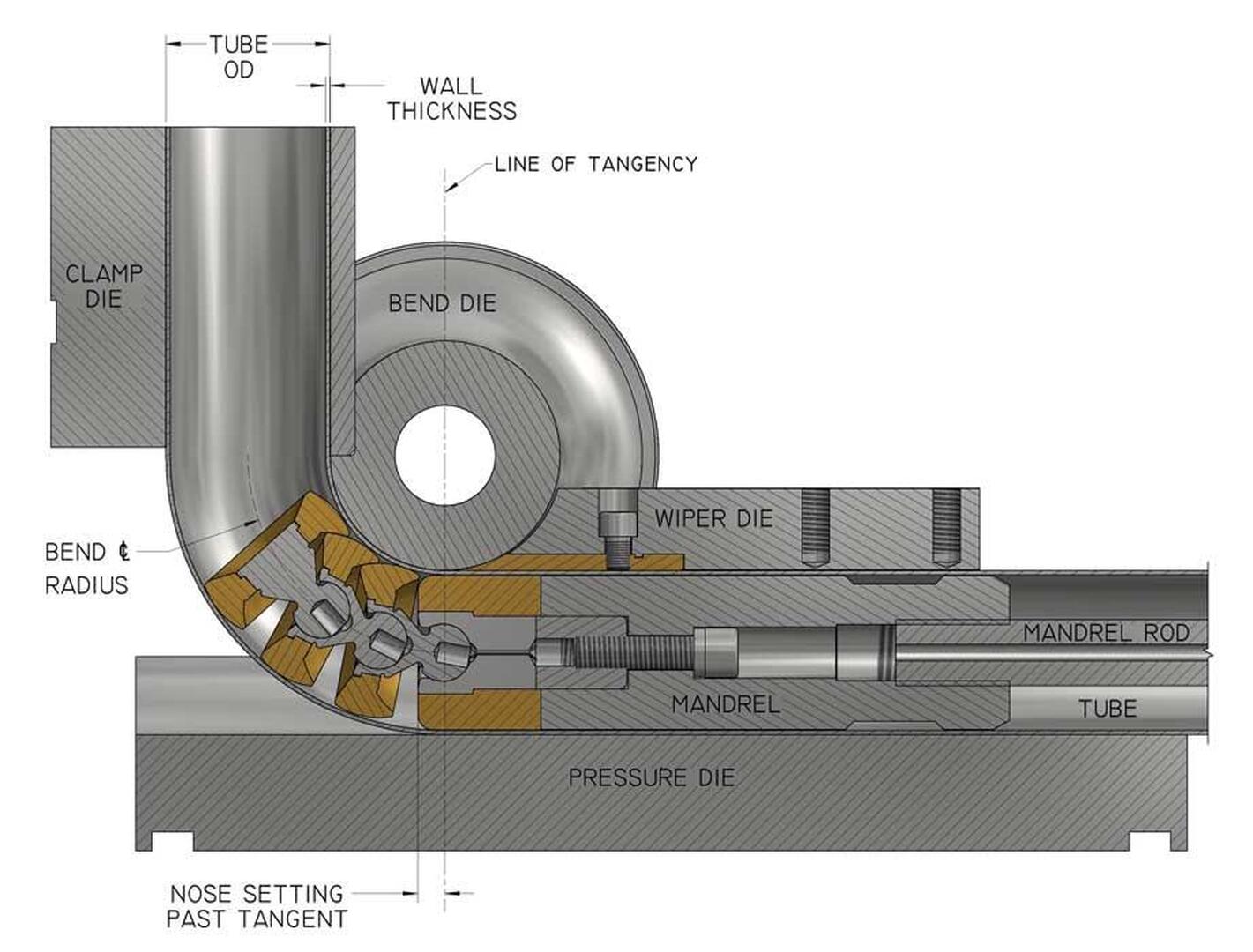
Egy jó pár hetet foglalkoztam egy 3" NC csőhajlító új testreszabott vezérlés készítésével. A tulaj főleg zárt szelvény hajtására és részben csövek hajtására használja. Ahhoz, hogy ne roppanjon be a zártszelvény belső íve belső tüskét (Mandrel) kell használni. Nem elég a perem.
Hol írtam olyat hogy elő akarnám fúrni ? Gép követelménye is van annak a korszerű ujjmarónak ? És ? Kiveszed a "lelkét az ötvenes fúrónak ? 50 es fúró , ott se mindegy milyen gépbe teszed bele ... Ha egyáltalán belefér az orsó kúpjába ... Lehet fogsz tudni egyszer újat mondani . Már azért is megéri hogy írsz
De lenne egy kérdésem is . 40x40x2 mm es zártszelvény ívelés . Peremes görgővel ellátott ívelőgépem nincsen . De van elég brutál , hengerítőm . Vajon peremes görgö nélkül eltorzul e a zártszelvény egy enyhe ívelésnél ? Bevallom lusta vagyok görgőt készíteni ,legalább a belső ívre . De hát lepakolom a hengerítőt és elválik , csak elvi segítséget szeretnék kérni ,esetleg némi bíztatást Kovácsolt jellegű nagykapu lenne a cél . szomszéd pukkasztás céljával Van nagyobb falvastagságú zártszelvényem is ,de akkor meg dög nehéz lesz a kapuszárny ..... Most a terv , hogy a pántolt szélső zártszelvény lesz vastagabb falú , ott még kis erőkaron van a súly , és masszívabb is lesz a pántokat tartó oldal .








 Vettem anyagot is . Csak már utálom hogy lesekednek , a cél a "nix kukucs"
Vettem anyagot is . Csak már utálom hogy lesekednek , a cél a "nix kukucs"