Nagyon megráncigálta az asztalt - főleg a legelején, mikor még csak a központi lapka dolgozott. Ennek a szerszámnak nagyon nem ez a technológiája. (Műszakban az ilyet 2200 1/min forgatom és kb. 0,1mm/ford tolom, de ott egy egész ménes ereje áll rendelkezésre nem pedig egy kiscsikóé. )
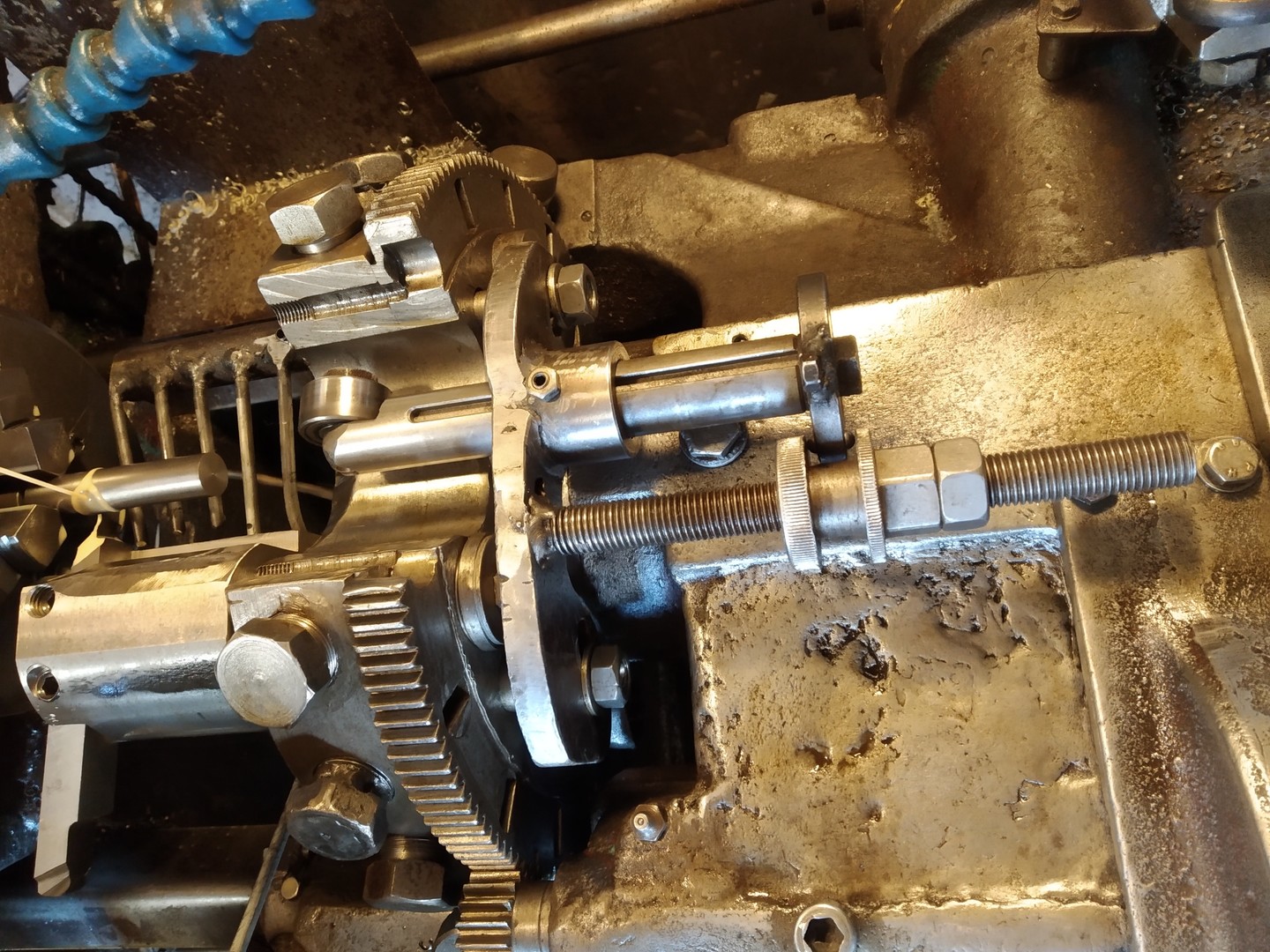
Sziasztok! Lebeszélek róla mindenkit! A szükség törvényt bont - avagy vasárnap délután nincs kéznél megfelelő méretű csigafúró... Promac FX381 típusú asztali fúró-marógép és D26 váltólapkás telibefúró összeházasítása egy ER32-D25 túlméretes patronos menesztéssel. A forgácskép sok mindent elárul... A gépecske és a túlméretes patron egy normál kivitelű mellett:
Vetesi75 | 1724
2024-06-30 17:28:50
[105]
Ugyan nem CNC-n, de CNC-hez készült. Valamivel ki kell tűzni a gépburkolathoz a rajzot, jegyzetet. Új géphez, új mágnes dukál! (Már egy hete vele küzdök - most tanulom, de kérdeznem nem kell, mert nincs kitől...)
Vetesi75 | 1724
2024-01-01 16:00:29
[104]
Boldog új évet mindenkinek! Most nem épült, most más épült:
Vetesi75 | 1724
2023-12-09 19:33:58
[103]
Szia! ismerősnek tűnik, mintha már találkoztam volna hasonlóval SZIM CNC-ken. Nekem nem rég sikerült szert tennem egy picike gépi működtetésű tokmányra, azt szánom a revolveresztergára, működtetésre elektromost (motor) tervezek rugóerő tárolósan. Rugóköteg tartja zárva és zárt helyzetben nem lesz mechanikusan kapcsolatban a nyitó szerkezettel. Értelemszerűen csak álló helyzetben használnám, de azért fog kapni egy "kinyomó" csapágyazást is, hogy hülyeségálló is legyen. Hozzávalók: - kétoldali hosszirányú erők felvételére alkalmas masszív főorsó csapágyazás, ami adott, - rugók a működési tartományban az 1200N- hoz, 18db Kínából jött, - idétlen méretű alapanyag a vonócsőhöz a héten jött meg 6fm., csak haza kell még hoznom a melóhelyről, - az áttételes 24V-os motor már régen itt áll, valami rokikocsiról származik, - rugótok-tárcsához pogácsám van - a másik fele a jelenlegi szíjtárcsából, anyag a tokmányfelfogótárcsához, kinyomó villához-rudazathoz, vezető csapokhoz, apróságokhoz szintén van. Csak csinálni kell... Hidraulikát, pneumatikát erre a gépre nem szeretnék.
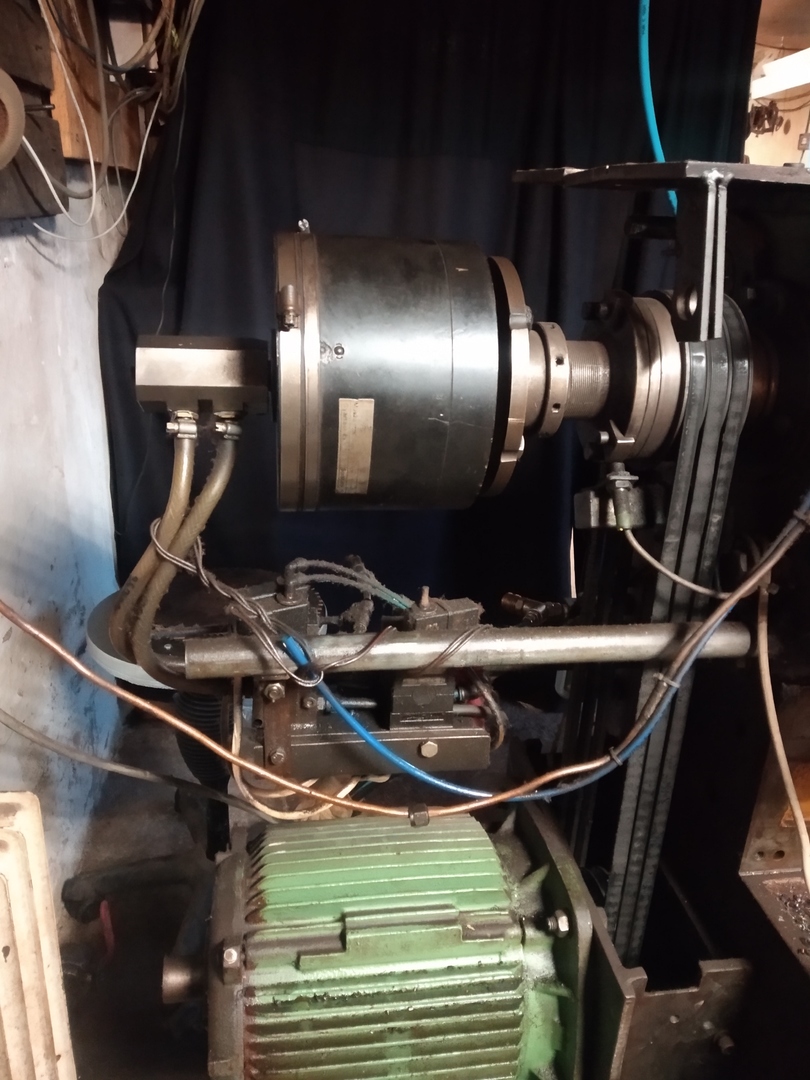
Bocs , hogy már megint beleronditok a topikodba ( sajnos nekem még nincs, remélem lesz ) rakok fel fotót hátha te már láttál ilyet. Az Egri finomszerelvény gyárban készült behúzóhenger. 200 mm-es átmérő 32 mm lökethosz max:3000 1/min.
Voltak vele problémáim mivel senki sem ismeri, legalább is a környékünkön, igy nem is tudtak segiteni , nekem kellet mindent megoldanom de a lényeg most már hibamentesen működik.
Jelenleg 2db 3/2-es+1db 5/2-es monostabil szelep működteti. (plc)
Nagy előnye , hogy nagyon gyors akár forgás közben is működik ezt ki is használom , a nyitási folyamat úgy kezdödik , kész az alkatrész: A plc kiadja a stop jelet a főorsónak ezzel egyidejűleg a tokmány (patron) nyitási parancsot is kiad , de mivel ilyenkor még gyorsan forog az orsó ezért nem lehet nyitni (biztonsági funkció) majd amikor már lassan forog elkezdődik a nyitás.
Lényegében még forog a tokmány de már elkezd nyitni , mire megáll addigra nyitva a tokmány.
Én már dolgoztam több gyári CNC-én is azok sem tudtak gyorsabban működni.
De inkább ara vagyok a legbüszkébb , ezt mink gyártottuk Magyarok 1989-ben.
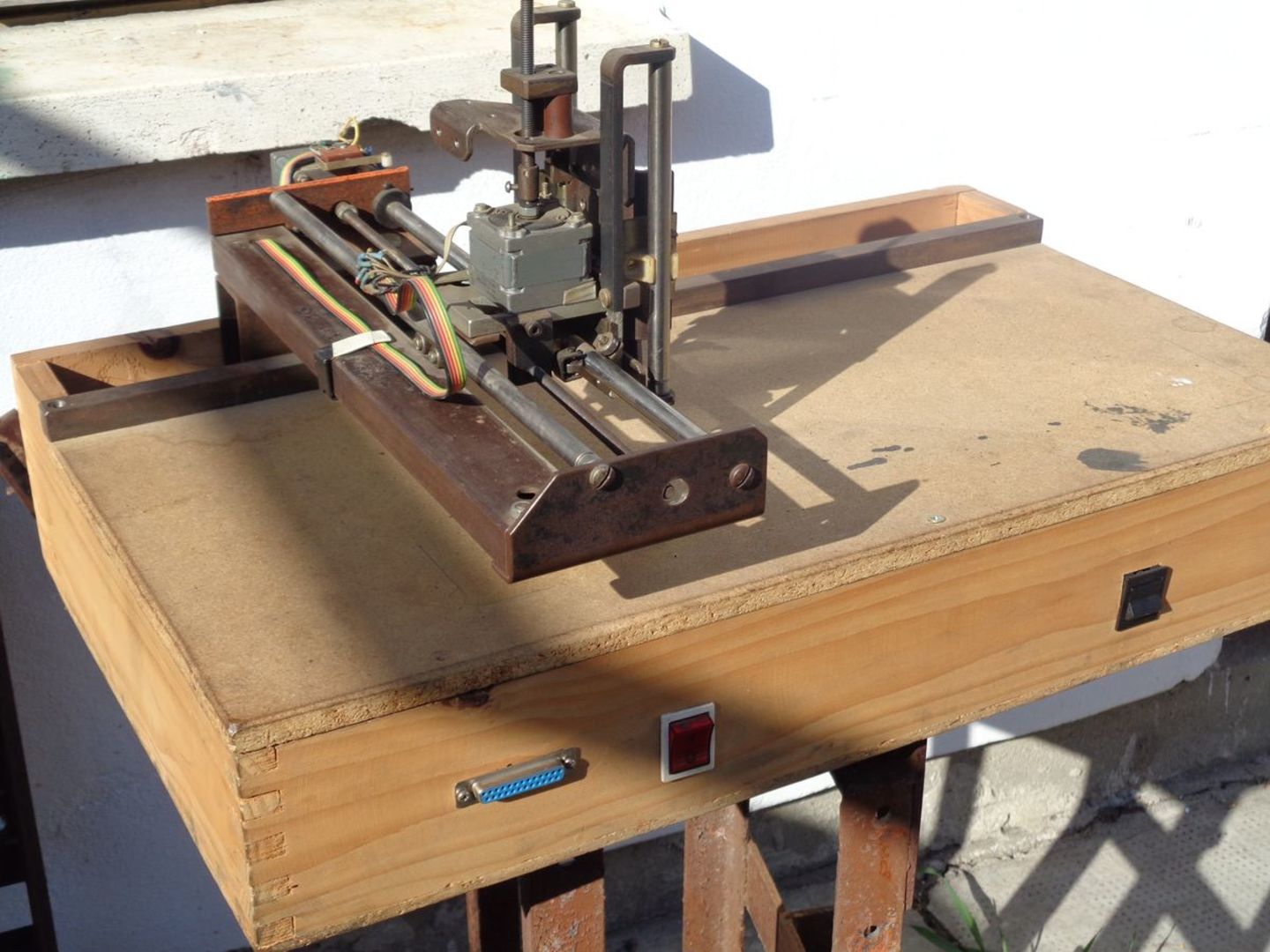
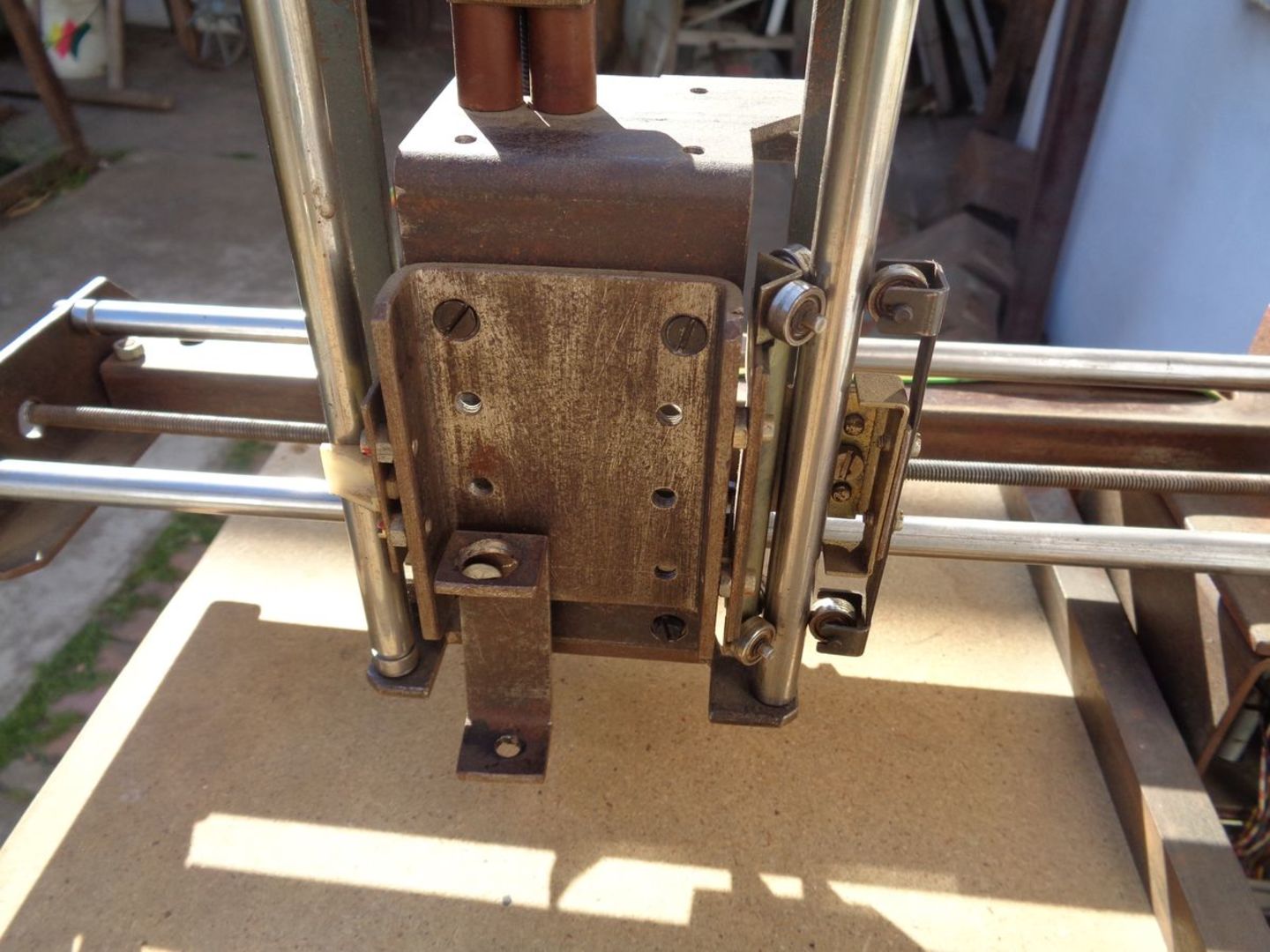
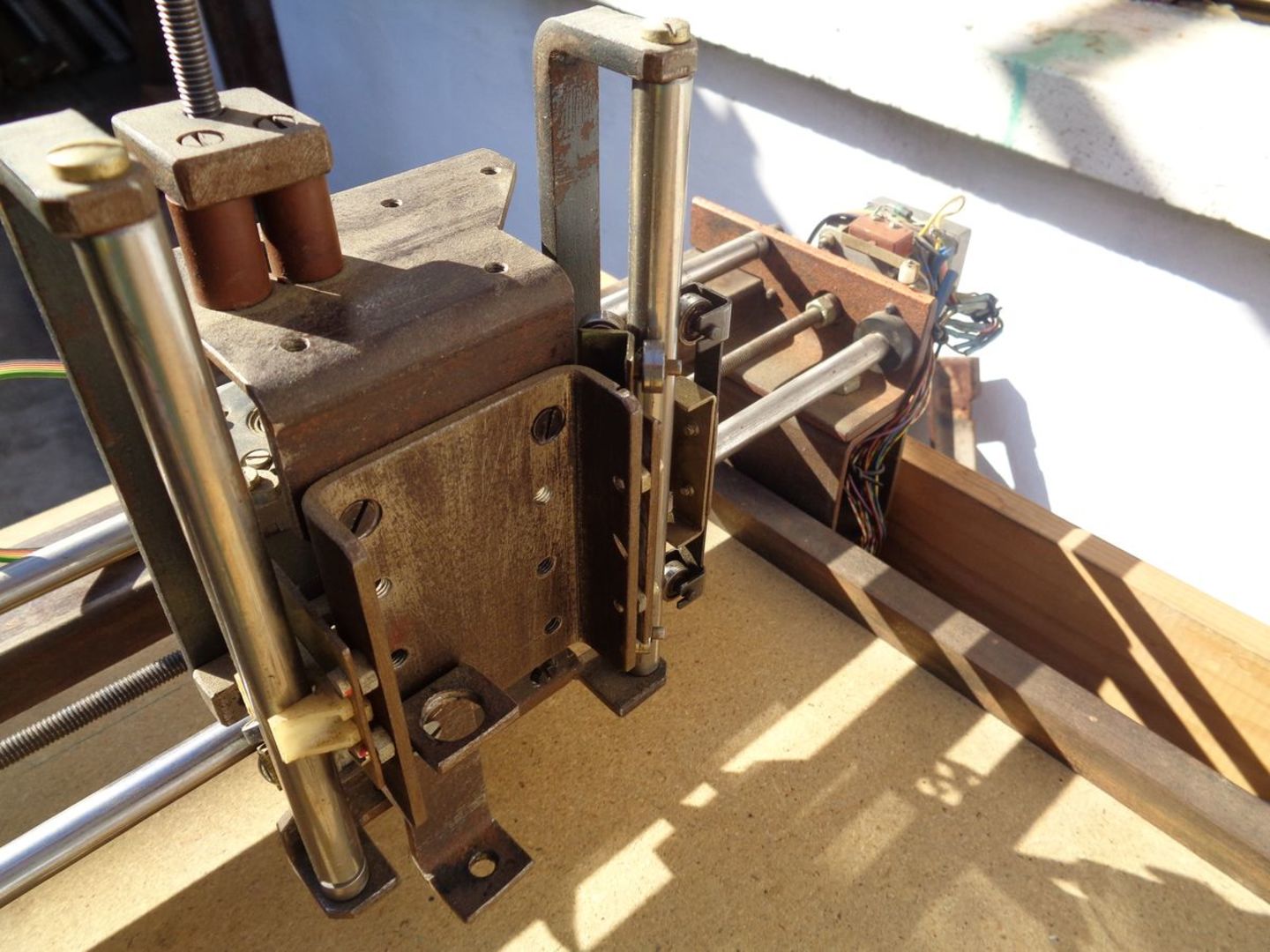
Luca széke és projektjei: 1. Igazából életem első NC (CNC?) gépe sem fejeződött be, ami jelenleg az elbontást várja. Nyomtatott áramköri lapokhoz szántam volna, a filctollas rajzolat készítésig eljutott, de a fúró-maró feltét már nem realizálódott... 2. Van félkészben egy hangkeverőm (csöves), valahol a padláson összecsomagolva '89 óta, de egy 40V5A-es előszabályozott kettős labortáp is huszon éve várja, hogy befejeződjön. 3. A revolveresztergát is a 2013. évben kezdtem el reszelgetni - van még bőven híja, kisebb szünetektől eltekintve kompromisszumokkal használható gyk. a kezdetektől. 4. A napenergiás (vákuumkollektoros) hmv. ellátó rendszer is másfél éve készülődik, de annál már dereng a fény az alagút végén. (Most is közbeszólt kazáncsere okán egy fűtési rendszer módosítás.) (Hangládával való mókolásokat nem számítom - aki foglalkozik ilyesmivel is, az tisztában van vele, hogy örökké tart. ) Lesznek/vannak képek is és, ha még valami eszembejut, azt leírom/fotózom.
sarktibsi | 737
2023-09-27 21:19:22
[96]
A gépen 3.000 mm-es száladagoló van ( régen volt ilyen munka is ) ekkor a legnaggyobb alkatrész D 30 L 107 mm szintén nem szeretném ha leesne a forgács közzé. Ilyenkor már csak kézzel lehet megfogni ( nincs olyan nagy csipeszem ) ilyenkor is praktikus a kiszeletelt dob. ( csapágyas ütköző ) Lényegében ez egy célgép , sokkal kényelmesebb rajta dolgozni mint egy csúcsesztergán. Főleg , hogy tudja a konstans vágót is , van hozzá pneumetikus elszedőm is ( ilyenkor le kell venni a leesésgátlót )
Azért vágtam ki egy szeletet a dobból mert nekem igy kényelmes a munka , nem szeretem ha leesik az alkatrész." A verzió " Ráesik a leesés gátlóra ( igy neveztem el a rácsos vasat ) "B verzió " Kézzel vagy csipesszel kiemelem akár forgás közben is ( a huzott köracélt nem nehéz forgás közben kézbe tartani pedig 2300 1/min-nel is szokott forogni ) Ahogy irtam tokmány ütközőre dolgozom , a tokmány pofák közt holtjáték mentesitő rugó van , szintén kényelmi szempontok miatt ( saját fejlesztés )
Ezt akartam kérdezni, hogy mit vétett az a dob, hogy hiányzik belőle egy szelet... Általában az oválfurat, ami a leszúráshoz van kitalálva, nagyobb, mint a főorsó áteresztése. Ezt a Tos RT26-ot "feláldoztam", mert irgalmatlan rossz a hajtóműve (újra kellene fúrni az egészet) - attól még megválok, amúgy egyéb szempontokból meg kitűnő állapotú (ágyazat/főorsó). Van egy másik is bespájzolva, az majd tud gyógyulni ennek az alkatrészeiből. Azt meghagyom gyári kialakításúnak. (A másikon kétpofás hidros tokmány van, célgépnek használták, viszont hiányzik róla a menetmásoló és a kúpvonalzó, azt is tervezem felújításkor ráépíteni.)
Ja a képen az láthtó amint 16-os köracélt szurkálok lefele természetesn ütköző van a tokmányba , a revolver fejet már én fleszeltem ki igy kényelmesebb dolgozni rajta.
Üdv: Jó látni , hogy vannak még múködő dob-revolver esztergák föleg ha biznak benne és költenek is rá. Nekem is van 2 db , több mint 25 éve használom öket az eggyik Moszkvában készült a másik Kijevben , nyühetetlen strapabiró erős gépek semmi rezgés vagy remegés. Mondjuk nekem külön beton ágy van alattuk amiben vasszerkezet van ahoz van lecsavarozva.
Régebben én is sokat költöttem rájuk PL: frekiváltó , szervomotor , plc , stb. Bár egy linuxos nekem is jól jönne.
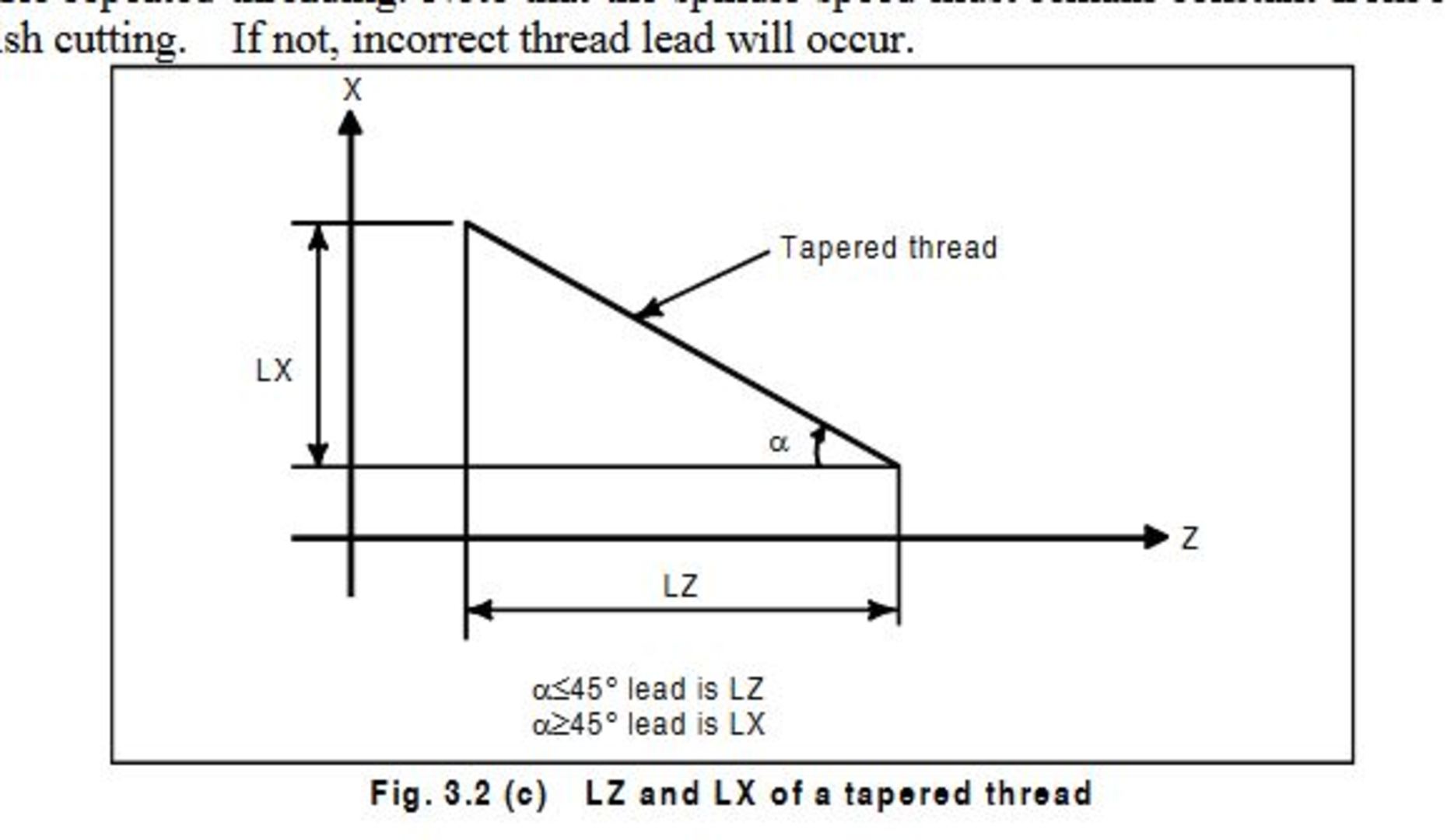
Most hogy írtad mintha az NCT-nél olvastam volna régebben olyasmit hogy ha 45 foknál nagyobb a szög akkor az X-re ha kisebb akkor a Z-re értelmezi. De ez csak halovány emlékkép, utána kellene nézni.
Hasznos lehet ha belegondolunk! Ezzel a verzióval vágtam spirál menetet is, vagyis x irányban. Nem ellenkezett!oda vágta' a mentet ahová akartam csak a menet emelkedést tartotta be a következő pontig mindegy milyen irányban, a gömbön is betartotta.
Azt tudtad hogy a Linuxcnc sem tökéletes? Most derült ki számomra (ennyi év után) hogy a kúpos menetet másként gondolják a régebbi verziók. Nálam! pont megtaláltam a határvonalat, a 2.7 a palástfelületen számolja a kúpos menet menetemelkedését! A 2.7.13 meg a z tengelyen, elképesztő! A gyári vezérlők hová számolják a kúpos menet emelkedését? Gondolom a z-re mint egy hagyományos csúcseszterga. Ha egy gépen készül a külső és belső menet akkor ok! de külön bukta lett, így derült ki számomra ez a különbség. Valamire még jó lehet ez az infó!
Vetesi75 | 1724
2023-08-18 23:23:51
[76]
A kód se maradjon le, mert érdekelhet valakit: "Magátmérő" helyett "készátmérő". A nagyolásban a G0 és azt azt követő G33 sorban: "+#13" helyett "-#13", és "-#7" helyett "+#7".
Köszönöm, ezt a leírást már a régebbi hozzászólásaidból le tudtam jegyezni (már régebben megrágtam rendesen a benne foglaltakat és futtatva egy-egy próbát lecsekkoltam élesben is) - ismerem. Igen, csak ennyi bajom van EMC G76-jánal, hogy nem ugyanott jár vissza. Nagyon szűk helyen nem lehet használni. Ezért is írtam a ciklust, mert már akkor is a belső menetben gondolkoztam. (Aláírom ezzel a késsel, ez a mostani felállás tényleg extrém volt - meg is rágódott kicsit a késszár hátulja...)
Közben gondolkoztam... A g76 nem egy átmérőn hozza ki a kést!mindig az aktuális fogást veszi figyelembe. Késszélesség + menetmélység legyen kisebb furatátmérőnél, és még a forgácsnak is kéne egy kis hely.
KoLa | 7598
2023-08-18 21:23:15
[73]
Az x átmérő persze hogy lemaradt az elejéről a kijelöléskor!
A hengeres menet, pont a g76-nak való! A kezdőponttal, és a vezetővonal távolságával a menetcsúcstól furatban tudod tartani a megmunkálást.
Egy példa: ( már nem tudom mi volt ez? de inkább a magyarázat a lényeg)
g0 z12.5 ( itt állunk be abba pozícióba ami a vezetővonal átmérője és kezdő Z-pontja ) ( innen számoljuk vissza a G76 , i beállítást )
( G76 ) (p = Menet emelkedés) (z = Menet végpontja z ) (i = A menetcsúcs távolsága a vezetővonaltól ) (külső menet esetén negatív előjelű ) ( Belső menet esetén pozitív előjelű ) (j = Az első fogás mélysége,nagyban befolyásolja a fogások számát) ( attól függően hogy milyen r szisztémát választunk ) (r = Mélység csökkentés: r1 azonos mélységű fogások ) ( r2 állandó területű fogások ) ( az 1 és 2 közötti értékek csökkenő mélységet és növekvő terület eredményeznek ) ( a 2 fölöttiek csökkenő területet eredményeznek ) (k = a teljes menetmélység pozitív szám) (q = Fogásvételi szög) (h = simító fogások száma) (e = A be és kivezető kúpok hossza ) (l = L0 : nincs kúp a menetvégeken) ( L1 : kezdő kúp ) ( L2 : záró kúp ) ( L3 : kezdő és záró kúp )
Szia! Az a gép és ez a múltkori kúposmenet-ciklus furatra adaptálva (csak most hengereset vág). G76-tal esélytelen lenne - x18.7-en jár vissza és még így sincs hely a forgácsnak a kés mögött. (Ez az egy furatmenetkésem van, ami ezt átéri, mert a "vékonyabbak" nyakalt kivitelűek - ezt meg sajnálom karcsúsítani.)
Nem azonosak a körülmények. Kézzel tekertem a főorsót, az adott forgási/előtolási sebesség függvényében történtek a lekerekítések, ami természetesen gyorsulás függő. Látod, g64-el bekerekedik a vége g33 alatt is. Sz@r a monitor + özön ellenfény (Relisys TE555, fókusz=kb.0), fotógép az jó, SONY, kis kompakt, 8x optikai zoommal...
Itt valami nem kerek:) Azonos körülmények között miért térnek el a fogások? a g33 a végpontig nem térhet el az egyenestől. Mivel készíted ezeket a fotókat?nokia3310-el?
Mindig is tiszteltem azokat akik így tudnak programozni! A Tiéd nagyon bonyolultnak látszik... Ezt próbáld ki! D Laci írta, egyszerű és jó kúpos menethez.
 )
)
 Sziasztok! Lebeszélek róla mindenkit!
Sziasztok! Lebeszélek róla mindenkit!