|
Előzmény: keri, 2019-01-21 19:17:05 [21331]
|
|
Előzmény: PSoft, 2019-01-21 19:13:58 [21329]
|
|
Előzmény: B.Zoltán, 2019-01-21 18:57:30 [21323]
|
|
Előzmény: guliver83, 2019-01-21 19:10:37 [21326]
|
|
Előzmény: guliver83, 2019-01-21 18:45:17 [21322]
|
|
Előzmény: guliver83, 2019-01-21 18:45:17 [21322]
|
|
Előzmény: PSoft, 2019-01-21 19:04:37 [21324]
|
|
Előzmény: B.Zoltán, 2019-01-21 18:57:30 [21323]
|
|
Előzmény: guliver83, 2019-01-21 18:45:17 [21322]
|
|
Előzmény: RJancsi, 2019-01-21 18:11:47 [21319]
|
|
Előzmény: keri, 2019-01-21 18:29:54 [21320]
|
|
Előzmény: RJancsi, 2019-01-21 18:11:47 [21319]
|
|
Előzmény: svejk, 2019-01-21 18:02:40 [21318]
|
|
Előzmény: RJancsi, 2019-01-21 17:23:19 [21316]
|
|
Előzmény: RJancsi, 2019-01-21 17:23:19 [21316]
|
|
Előzmény: B.Zoltán, 2019-01-21 17:10:12 [21315]
|
|
Előzmény: RJancsi, 2019-01-21 16:58:25 [21314]
|
|
Előzmény: B.Zoltán, 2019-01-21 15:49:17 [21313]
|
|
Előzmény: RJancsi, 2019-01-21 07:35:05 [21310]
|
|
Előzmény: svejk, 2019-01-20 20:48:38 [21303]
|
|
Előzmény: B.Zoltán, 2019-01-20 20:21:30 [21299]
|
|
Előzmény: PSoft, 2019-01-20 21:01:35 [21308]
|
|
Előzmény: svejk, 2019-01-20 21:00:36 [21307]
|
|
Előzmény: PSoft, 2019-01-20 20:56:11 [21306]
|
|
Előzmény: svejk, 2019-01-20 20:48:38 [21303]
|
|
Előzmény: svejk, 2019-01-20 20:48:38 [21303]
|
|
Előzmény: svejk, 2019-01-20 20:48:38 [21303]
|
|
Előzmény: svejk, 2019-01-20 20:44:31 [21301]
|
|
Előzmény: svejk, 2019-01-20 20:42:15 [21300]
|
|
Előzmény: svejk, 2019-01-20 20:42:15 [21300]
|
|
Előzmény: svejk, 2019-01-20 16:53:16 [21286]
|
|
Előzmény: RJancsi, 2019-01-20 20:01:02 [21297]
|
|
Előzmény: RJancsi, 2019-01-20 19:56:48 [21296]
|
|
Előzmény: RJancsi, 2019-01-20 19:56:48 [21296]
|
|
Előzmény: PSoft, 2019-01-20 19:30:54 [21295]
|
|
Előzmény: RJancsi, 2019-01-20 19:13:27 [21294]
|
|
Előzmény: RJancsi, 2019-01-20 19:09:57 [21293]
|
|
Előzmény: PSoft, 2019-01-20 19:05:51 [21292]
|
|
Előzmény: B.Zoltán, 2019-01-20 17:11:13 [21288]
|
|
Előzmény: svejk, 2019-01-20 16:41:33 [21285]
|
|
Előzmény: svejk, 2019-01-20 16:41:33 [21285]
|
|
Előzmény: svejk, 2019-01-20 16:53:16 [21286]
|
|
Előzmény: svejk, 2019-01-20 15:51:01 [21282]
|
|
Előzmény: RJancsi, 2019-01-20 16:13:43 [21284]
|
|
Előzmény: svejk, 2019-01-20 15:52:29 [21283]
|
|
▲
◊
|













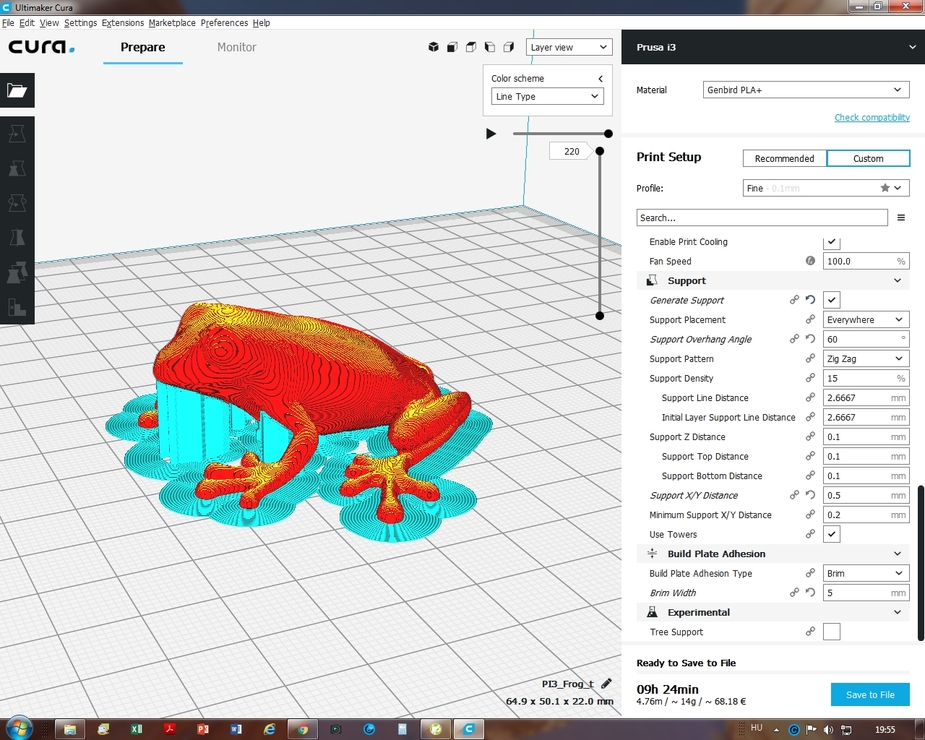
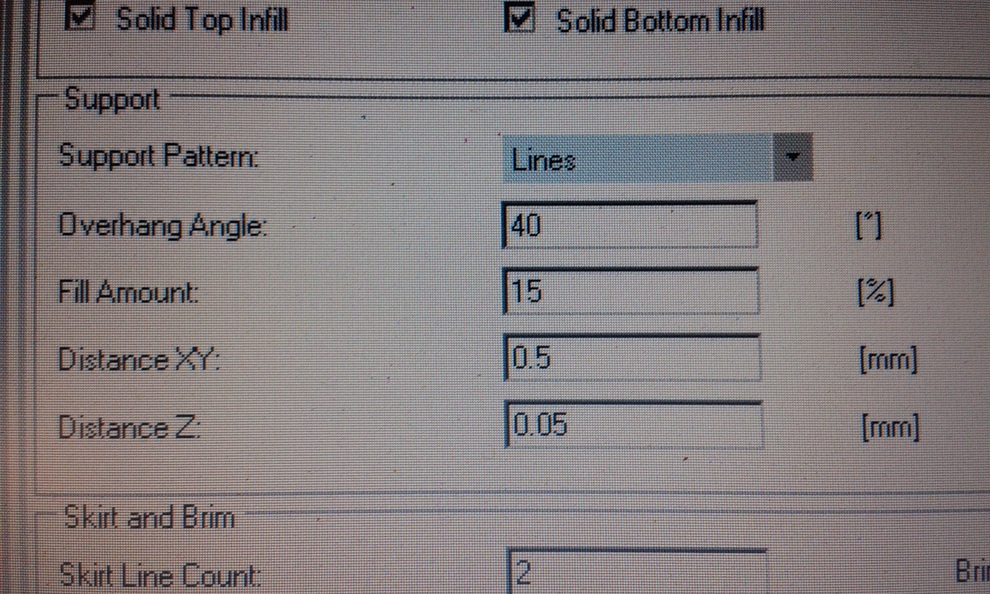
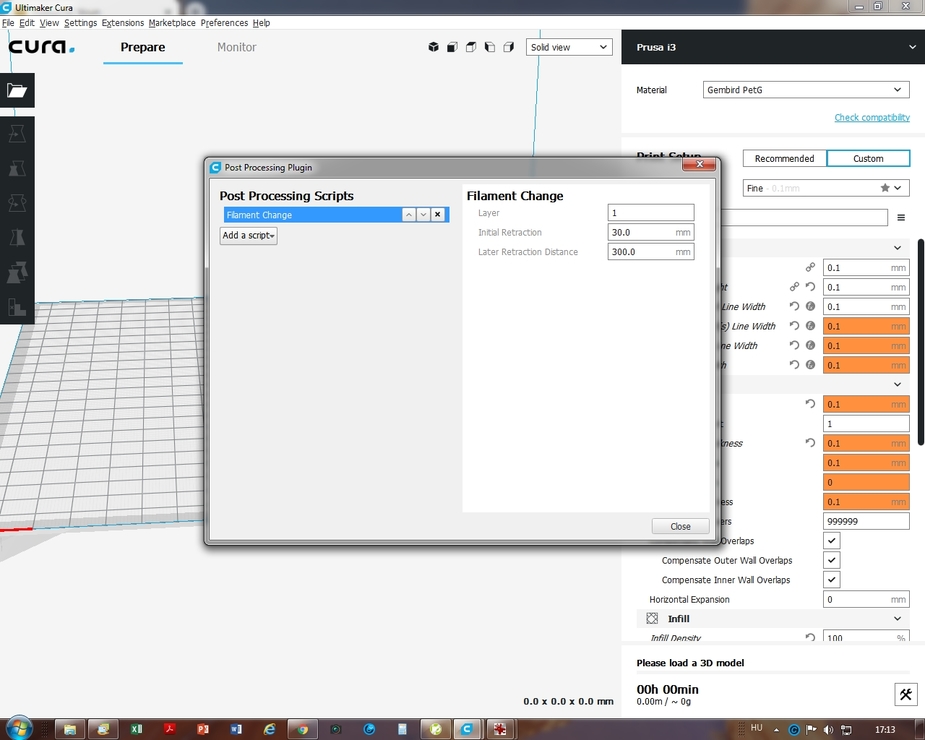
 Bekapcsoltam, hogy lássam mik az én gyári beállításaim.
Bekapcsoltam, hogy lássam mik az én gyári beállításaim.