Van valakinek tapasztalata az olcsóbb árfekvésű gyantás DLP nyomtatókkal kapcsolatosan? Egy pár éve egy ismerősöm nyomtatott ezzel a technológiával modell alkatrészeket elképesztő minőségben, most viszont az árakat látva elgondolkodtam egy ilyen masina beszerzésén.
B.Zoltán | 1722
2019-01-25 14:15:16
[21432]
Még annyit az előző beírásomhoz, hogy ABS nyomtatást hűtés nélkül csináltam eddig én is, lehet hogy ez után is. Ez egy kísérlet volt, a hűtéssel nagyon vigyázni kell, mert elronthatja a rétegtapadást is és lehűti nagyon a nyomtatást, ami vetemedéshez vezet. Itt lenne a meleg levegőnek szerepe.
Olvasd el ezt a beírásomat. '3D nyomtatás' téma, 20709. hozzászólás Nekem az asztal az ender PEI szerü, vagy az is nem tudom, 92-95 fok. A nyomtatóra egy nejlon zsák lett húzva, így a zsugorodás is kevesebb, még a korábban használhatatlan ABS-el is tudok nyomtatni. A hőmérséklet nekem nem haladja meg a zsák alatt a 40-43 fokot, ez még nem káros a nyomtatóra nézve szerintem.
Az üveglapot, ha enyhén lefújom nitrolakkal azzal is tudtam egy 155x100mm-es dobozt úgy nyomtatni, hogy nem vált fel a sarka. Csak itt előfordulhat, hogy kitépi az üveget annyira ráragad a nyomtatás. Ha én szerkesztek, akkor a sarkokra szerkesztek egy 0,6mm-es és 15mm átmérőjű kiálló szoknyát,ami segít a sarkoknak, hogy biztosabban maradjanak a helyükön.
Sziasztok! Jelentem meg jött!:) Na nem a Mikulás (bár akkor rendeltem) Az Ender3! Igazából már 10 napja. Itt vannak az első munkáim. Remélem sikerül linket beszúrni....https://goo.gl/eGcJ1M Azért a képeket is felteszem. A link a Thingiverze oldalamra visz.
keri | 14086
2019-01-25 12:45:20
[21428]
Akkor tornyot raksz mellé. Vagy van ilyen támasztó burkolat funkció.
pl a feketét kihúzom a fejből és utána bedugom a pirost az még színkeverés lesz amit még kitöltésbe elszórható lehet de ha nincs ilyen lehetőség (kitöltés) model szerkezetben?
Mert én nem voltam itt Majdnem az elejétől követem a 3D nyomtatást. Vagy háromszor cserélődött már a kemény mag, és pontosan ennyiszer fedezik fel ezeket a spanyolviasz jellegű dolgokat, és nem hiszik el nekem a régi tapasztalatokat De ugye ez ismerős lehet neked is a CNC építésekből
Ha megadod a gyorsulást, akkor a Cura is pontos, de ennek az információnak a hiányában csak tippelni tud. Amúgy egy csomó nyomtató paraméterezése benne van, szóval csak a házi építésnél van ez.
Én a KISSlicert használom az percre pontosan mondja meg nálam a nyomtatási időt. De pl. az általa generált G-kódokat beolvasva más programokban, közel sem ugyanazt az időt mondják.
Nem a program hazudik, hanem a felhasználó nem ismeri. A gyorsulási értékek miatt ilyen rövid szakaszokon nem gyorsul fel a nyomtatófej 70-ig. Kísérleteztem elég sokat ezzel. A gyorsulási érték, illetve a Jerk érték magasabbra állítása jobban befolyásol nyomtatásnál mint a végsebesség. Én ezért nem nyomtatok 40mm/sec felett,de inkább lassabban, noha 120mm/sec-e is bírnák a motorok, mert értelmetlen. A cél az hogy a nyomtató fej a teljes nyomtatás alatt lehetőleg egyenletes sebességgel mozogjon.
Többnyire ezt is figyelembe veszem a terveimnél, és nem hagyok éles sarkokat, hanem lekrekítek mindent amit lehet, így csökkentve a sebesség változásból eredő hibákat.
Sziasztok! Váltottam üveglapról PEI-re de nem nagyon szuperál ABS anyag esetében, warping-ol az ABS. A bed 90C-ra van állítva. Esetleg erre valami ötlet, mit tehetnék?
RJancsi | 5811
2019-01-24 22:41:58
[21412]
Részben a nyomtató tesztelésére, részben az asszony bosszantására én is kinyomtattam "Csipke Csöcsikét". 0,2 mm rétegvastagsággal és 70 mm/sec sebességgel 8,5 óra alatt lett kész. Egész jó lett, legalábbis rosszabbra számítottam. Retrack 4 mm és nem emeltem a fejet retarcknál. PLA +, 200/60°C (extruder/asztal).
Törölt felhasználó
2019-01-24 17:36:36
[21411]
Amire gondolok... tervezéskor több alkalmazási területre lehet vele számolni natúr műanyagnak sok korlátja van ha haszon alkatrészről van szó...
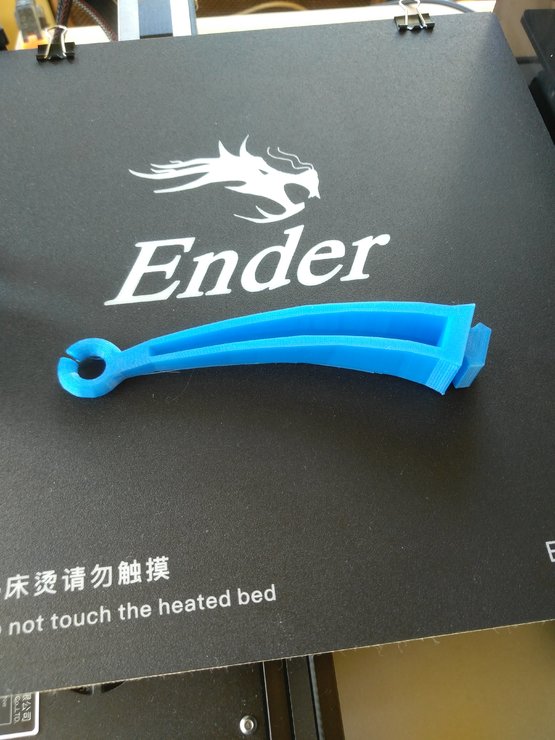
Erős hűtés és előzetes hézag kalibráció nem árt. Akkor jó lesz. Az én békazáras lámpa befogóm is egyben nyomtatódik, és az első becsukásnál szétválik minden gond nélkül.
Lehet, hogy úgy kéne, de sokalltam a támaszt. Ezért talpra "állítottam". A támasz szögét 60°-ra növeltem, a sűrűségét 10%-ra vettem fel. Így csak az álla meg a hasa alatt volt támasz. A farka és az egyik "csípő" ízülete ragadt össze, a farka azóta is merev (irigylem is érte), a csípőjét kicsit erősebben megmozdítva (a combját előre-hátra forgatva) felszabadult. Az illesztései elég lazák, első időben még meg tudott állni a négy lábán, azóta már összecsuklik.
Igen ezért is érdekel hasonló szilárdsága az acél mellé sorolható lesz bármilyen formára kivitelezhető alkatrészként felhasználási területe igen megnő még sufni kategóriában is! Ko fúvóka valószinű bőven kielégíti a kopási szintet tatosabb és olcsó is...
Egybe nyomtattam, tesztként. Várakozásom ellenére sehol nem volt összetapadás, akadás. Az asztalról levéve, azonnal körbeforgott mindenféle "igazítás" nélkül.
Nagyon erős és jó szerkezeti anyag a karbon. Lehet vele szépen nyomtatni, nincs nagyobb kihívás mint a hagyományos filamentekkel. Sőt mivel a karbon szálak miatt sűrűbb, ezért jobban is viselkedik. Viszont a karbon szálak erősen koptatják a fúvókát, tehát vagy kell venni egy marék réz fúvókát, vagy rozsdamentes anyagú fúvókát kell használni ami kevésbé kopik, illetve létezik direkt karbon nyomtatásra rubin hegyű fúvóka, de ennek árából egy zsáknyi rézfúvóka kitelik
Tudok ferde fogazásút rajzolni a DSM szerkesztővel, hogy elforgatom az egyenes fogazásút. Végül is csak jobbra és balra kell forgatni, és össze kell illeszteni középen. Még nem akarok annyira előre szaladni, de benne van a lehetőség. Eredetileg ez is acél tengellyel és bronz persellyel készült volna, de így is ki lesz próbálva, hogy csak műanyagból, mit bír. Lehet, hogy ahová kell nem szükséges a komolyabb megoldás.
Ikább olyan merevségre gondolok alkatrészekre carbon cucokra... Valami puding evés szinten próbálni kéne ez nem tudom menyire hihető hogy van is benne mert biztos nem szin választékra utal carbon melett!
Akartam már korábban kérdezni, hogy raktad össze, ha halszálkás a fogaskerék, vagy egybe nyomtattad?
Az a megoldás is jónak tűnik, hogy a belső fogaskoszorú szétnyitható, és beilleszthető a külső köpenybe, ami nem engedi szét nyílni, és persze elfordulni.
Jajajaj, ha már megittam a kávémat és rámjött a szájmenés.
Szerintetek hogy lehetne jól megoldani? Van kis nyomatékú 20-30-ezret forgó motorom, ezt kéne leáttételezni 2-3ezres fordulatra. Tehát 1:10-es áttétel, de úgy hogy ne olvadjon el Csináljak egy 1 fokozatú szíj áttételt? Kis fogaskeréknek végülis lehetne alut használni, és akkor nincs gond.
Kapu mozgató motor lenne, mert nem vagyok hajlandó egy ablaktörlő motoros halál lassú kapunyitóért 100ezreket kiadni.
Eredetileg amúgy én is bolygóműben gondolkodtam, de rájöttem nincs szükség nagy arányra, és nyomatékra sem igazán.
keri | 14086
2019-01-24 14:10:49
[21397]
Nem tudom hogy súrlódó felületre mennyire jó a karbon anyag. Az inkább szerkezeti anyagnak jó. PLA v. PetG nagyon jó csapágy anyag, (ha nem melegszik túl) és a szerkezeti erőssége is megfelelő.
Én amúgy olyat tervezek, hogy két fejes nyomtatással, vagy szálcserével különböző anyagokat tudjak egybe nyomtatni. Pl. lehetne egyik fejben karbon, a másikban POM (ami nagyon jó kopásállóságú, de nagyon erősen zsugorodik ezért tisztán nem lehet nyomtatni) A testet karbonból a súrlódó felületet vékonyan POM-ból nyomtatnám. Jobb fogaskereket lehetne így csinálni mint a legtöbb gyári műanyag. Ha mindezt 0.2mm-es fúvókával sikerülne, akkor 0.4-0.6modulos viszonylag kicsi fogaskerék is kitelezhető lenne, miközben a fogaskerék testét lehetne 0.5-0.6mm-es fúvókával haladósan nyomtatni.
Nyomtatott fogaskerekek hibáinak csökkentésére elég bevett dolog, bár igaz, többnyire a halszálkát használják. Én kis szögű dőlést szoktam beállítani, emiatt kicsi az oldalirányú erő és eleve szélesebbre veszem, így nincs vele gond. Mondjuk a halszálka sem megvalósíthatatlan, van rá ötletem, de nem piszkállak vele, majd én megtervezek
Lényeg hogy tetszik ez a letisztult, egyszerű és jó konstrukció. Van sok hasonló a Thingiversén, de mindegyik komplikáltabb.
Én is a csavarbehajtó áttétellel próbálkoztam, csak a 1:36 áttételt soknak találtam. A másik probléma, hogy olyan pici fogaskerék van a motoron, és 3 mm a luk benne. Azért esztergával lehetett volna egy toldót csinálni a nema 17 motortengelyére, vagy a 23-ra. De ha ez beválik, és nagyobb áttétel kell, hozzá nyomtatok még egy áttétel modult.
Azért még nem akarom elkiabálni, várom a nyúzó próba eredményeit is.
Egy pár órát és pár méter szálat talán megér kipróbálni az "egybe" nyomtatást. Ugyan hajtóművet nem, de egy "ízületes" kutyát már nyomtattam. Legnagyobb meglepetésemre majdnem minden része mozgott már a nyomtatás után, egy-két rész volt csak, ahol gyengén összeragadt, de némi bátorsággal és ropogtatással azok is megmozdultak.
Csavar behajtó átételezés is bolygos lehet fel menne egy nema17 mocira csak egy ilesztö adapter kellene hozzá azt meg könnyű nyomtatni... Az othoni kompozit erősítésű szálgyártás (üveg/szén) itt lenne előnyös mert az még meg fizethetetlen...
Gratulálok , ez nagyon jó lett . Egyre jobban tetszik ez a nyomtatós téma , el kellene gondolkodnom rajta , érdemes evvel foglalkozni . Eddig játéknak tartottam , de ezek már komoly munkák !
A ferde fogazásnál az a baj, hogy tengely irányú erő is ébred. A halszálkás lenne jó, de azt meg nem lehet utólag összerakni, vagy a külső fogaskoszorút szétnyithatóvá kell tenni. Esetleg együtt nyomtatni, ami nekem teljesen kizárt megoldás.
Kipróbálom majd a ferde fogazást is. Első neki futásra nem akartam, gondoltam ha a akkus fúróknak jó a egyenes fogazás, akkor ne bonyolítsam. De jobban sikerült mint reméltem, így lehet hogy megérne egy próbát.
Letesztelem rendesen, és akinek kell oda adom a terveket, vagy felrakom a tárhelyemre. Nincs minden véglegesítve, csak 90%-os. Lehet növelni az áttételt, mert modulrendszerű. Nema 23 motorhoz van.