Minden szíjhoz megadják a minimális görbületi sugarat (vagy a tárcsa átmérőt) Ez alá nem célszerű menni, de nem árt ennél nagyobb átmérőket használni, ami a hely és tehetetlen tömeg szempontjából még elviselhető.
Én acélszálasat használok. Jóval merevebb mint a klasszikus nejlon erősítéses. Viszont a szűk íveken hajtogatást kevésbé bírja, az acélszál elfárad és elszakad. Persze egy jó minőségűvel sokáig nincs gond, de kínaiaknál ez lutri. Az első készletem pár hónapot bír. A második már legalább egy éve megy gond nélkül. A simával az volt a bajom, hogy nagyon rugalmas volt és meg is nyúlt.
Érdekes lehet még az üvegszálas, elvileg az sem nyúlik, és lehet még merevebb is mint az acél.
Még én is hütés nélkűl nyomtatok nincs tárgyhűtés még ! Minden számít nyomtatási sebesség szál vissza huzás hűtési mennyiség! De a videon láttad valószínű pl hidaknál mekkora szerepe van a célzott hűtésnek?
Ez nem kereskedelmi termék. A váz mint egyedi termék 14.5millió, a maradékot megkapod a boltban fél millióból
A fém 3D nyomtatás, főleg ilyen méretben drága, meg gondolom itt a komplett fejlesztési költséget is hozzácsapták. Amúgy tetszik ez a fajta tervezési módszer. Nagyon könnyű és erős szerkezetek készíthetők így, van jövője, és ha elterjed akkor biztos találnak rá olcsó tömeggyártási módszert.
Elektromos motor, 3D nyomtatott generatívan tervezett alu váz, 6kW teljesítmény. Tetszett, de azért a 15 milliós árán meglepődtem...
Törölt felhasználó
2019-02-07 20:15:40
[21564]
Tápegységed lefedi az asztal plusz 300..400W teljesítményt? Ha nincs egyik sem még elgondolkodnék a szilikonos 230v asztal betét ssr verzios megoldáson!
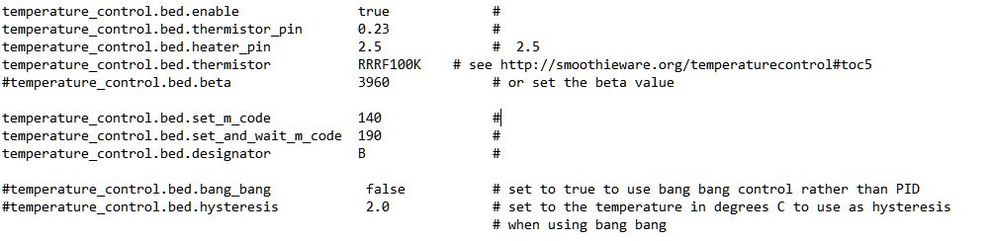
Nekem gyorsan kellett -vagy inkább azonnal- így megfordítottam az eredeti 3 mm-es alu asztallapot, ráragasztottam 4 db 33 Ohm 50 W-os alu tokos ellenállást, párhuzamosan kötöttem őket, középre meg felragasztottam a 100 kOhmos thermisztort.
Az eredeti ramps vagy mi a csoda kapcsolja, 35V-ról jár.
Asztal fűtésen gondolkodom, hogy mindenképp szükség lenne rá!Többen is javasolták, hogy szükségem lesz rá mindenképp! Saját készítésű asztal gyártáson gondolkodom, esetleg lenne valami elérhető rajz stb? Nyákból szeretném csinálni, mert ezt találom a legegyszerűbbnek .
Valami ilyesmit szeretnék 300x300 max 300x350 méretben!
itt E0 az asztal s200 amit próbáltál az hibásnak veheti a vezérlöd mert van termikus védelem szoftveresen a firmwarbe az 130c körül szokot leni (alap be állitásnak)..
Első körben mérd meg néhány helyen a filament vastagságát (átmérőjét). Már engem is megtréfált (pontosabban kib@szott velem) hogy az addig hibátlanul működő nyomtatóm elkezdett hiányosan nyomtatni. Azt hittem a fóvóka dugult el, pedig csak az 1,75 mm-es PLA átmérője fogyott le 1,6-ra.
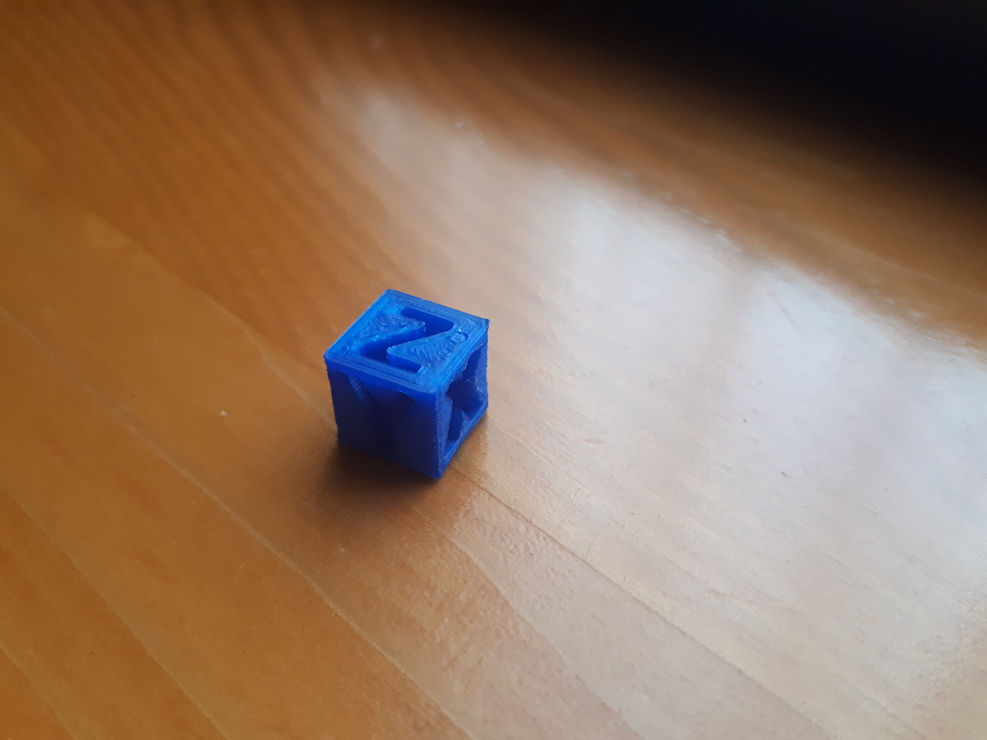
Sziasztok! Kaptam egy Anet A6-os nyomtatót. Asztalt fainul beállítottam csináltam egy xyz 10x10-es tesztkockát l, elsőre szerintem egész jó lett 0.1mm-es sorokkal. Majd próbálgattam a gép beállításait és akartam egy logót nyomizni és már amikor a szoknyát rakta a test köré láttam hogy sokkal vastagabb az anyag mint a teszt kockánál. Hagytam végig a programot a képeken elég jól látszik mi a hiba. Másik kérdésem a Cura progi szépen elindul nyomtat stb. De a Repertier Host nem. A com port az jó csatlakozik de semmit nem hajt végre. Köszi a segítséget.
Nekem Jamicon van már mindenhol. Mindig arra cseréltem amikor egy kihullott. Azok bírják. A kínai ami most a fejet hűti az már megy pár hónapja, de már 1-2 hét után elkezdett zörögni. Szóval én többet nem veszek tőlük, mert itthon sem drágább és gyorsabban itt van.
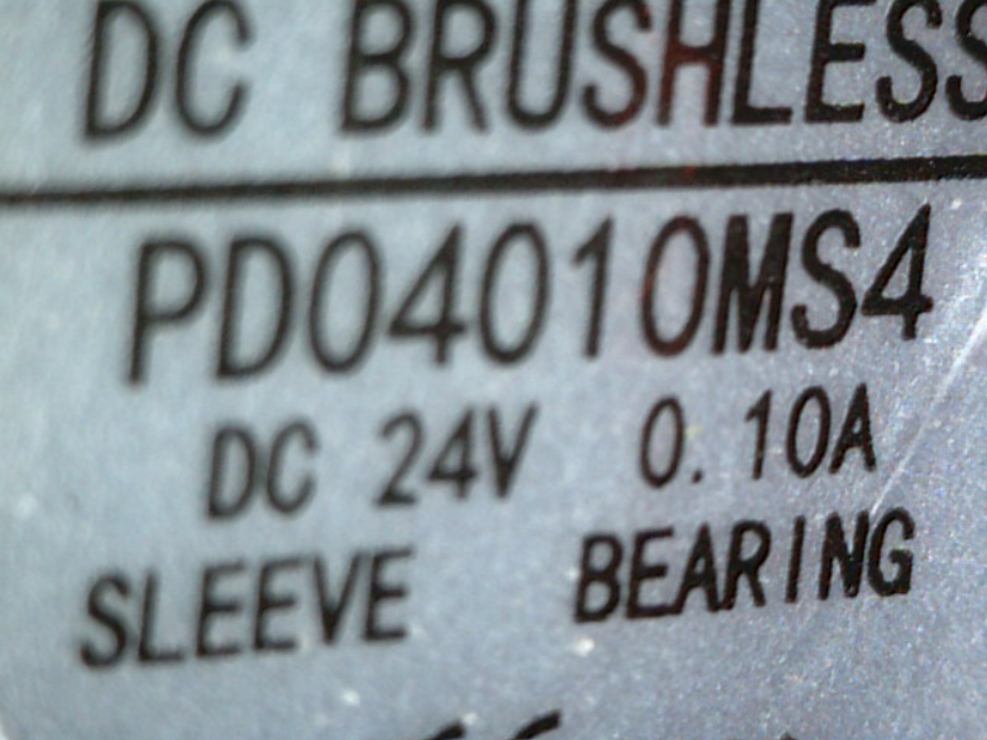
Nem hagyott nyugodni, ezért leszedtem. A vezeték olyan rövid, hogy csak részben tudtam kifordítani, ezért az USB mikroszkópommal csináltam róla egy fotót. 24V 0,1 A. Tehát kb. 2W, jó lesz a Lomexes.
Nem tudom (ahhoz le kéne szedni), hogy a mostani milyen teljesítményű de sejtem, hogy nincs 2 W mint a Lomexes. Ha sokkal nagyobb, akkor féltem a vezérlő panelt nehogy lefüstöljön benne valami. Egyébként meglepően olcsó, a kínai drágább lett volna.
Meg hozzájön a géped tulajdonságai + sebessége+ környezeti hőfok. Gyere lejjebb a hőfokkal addig amíg egyben vannak a rétegek. Sokat nyomtatok PETG-vel nagyon jó tulajdonságai vannak. Üzemelő gépekbe szoktam pótalkatrészeket csinálni tűzoltásnak. ( mai napig benne vannak).
Sziasztok! Az alig 3 hónapos Ender 3 nyomtatóm extruder hűtő ventilátora tegnap teljesen megadta magát. Korábban is időnként berezonált és lelassult, de pöccintéssel ki lehetett ugrasztani ebből és vígan forgott egy ideig. De most már egyáltalán nem megy. Rendeltem hozzá új ventit Kínából, de nem jött meg. A pénzt visszautalták, de attól nincs megoldva a problémám. A kérdésem: van egy rakás 40x40x10 mm-es PC ventilátorom, de persze 12V-osak. Jellemzően 0,08 W. Nagy kontárság, ha egy kb. 150 Ohm-os ellenállással sorba kötve berakok egy ilyet amíg nem kapok 24V-os ventit?
xmas75 | 105
2019-02-04 12:46:11
[21534]
DevilDesign, 240 első réteg, 235 többi. Ez elvileg az ajánlott hőmérséklet.