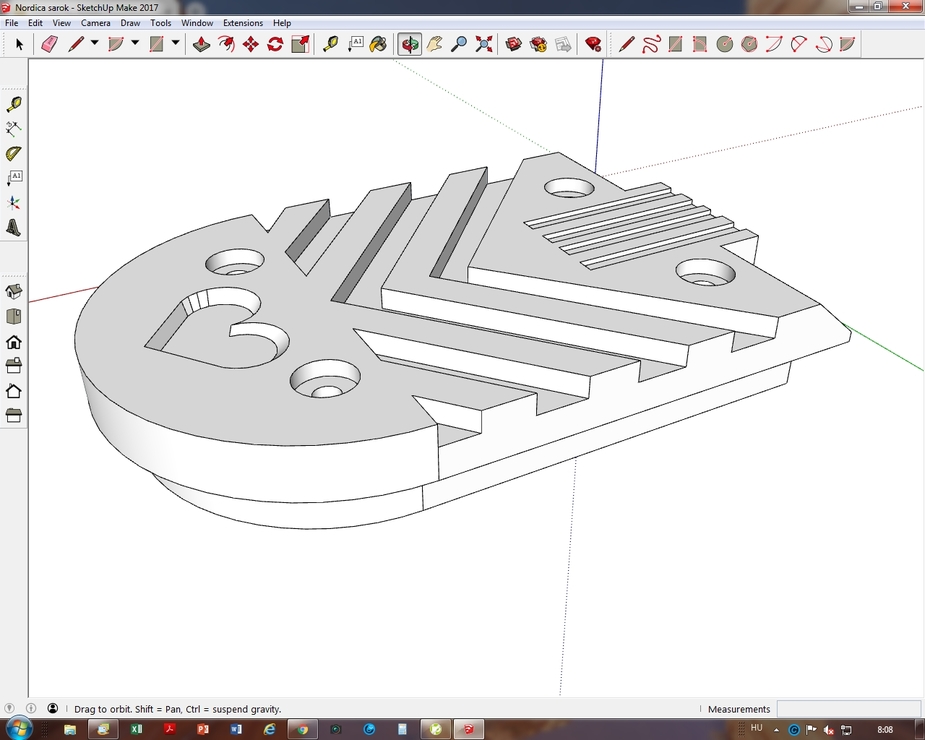
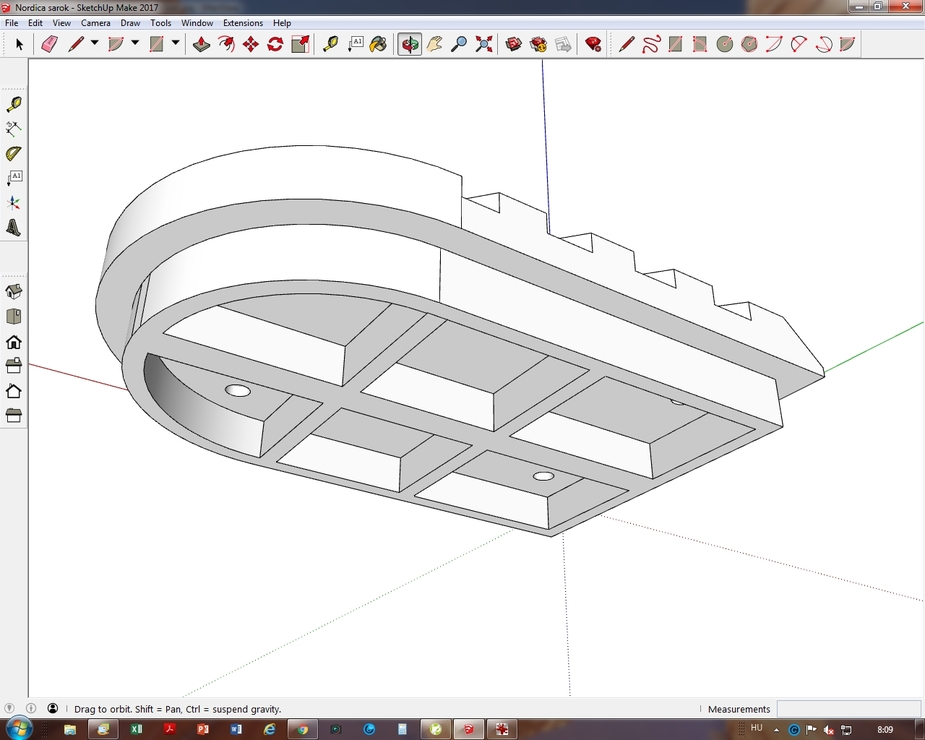
Újabb bizonyság a szkeptikusoknak , hogy a 3D nyomtató nem csak játszani jó. Legutóbbi síelésünk alkalmával a nejem "elhagyta" sícipője sarkának 80%-át. Rákerestem a neten, egyetlen egy előfordulást találtam az amazon-on, de venni már ott sem lehet. Arra viszont jó volt, hogy legalább tudtam, nagyjából hogyan kellene kinéznie. Terveztem egy saját verziót és PETG-ből kinyomtattam. Szerintem egész vállalható. Ha csak egy szezont kibír már megérte, nem kell új cipőt venni.
Amit linkeltem, ott 600mm a leghosszabb. Nem tartom kizártnak, hogy lehet venni hosszabbat is, nem keresgéltem. 650mm-t írtál visszább.. Nézz szét, biztosan találsz.
Ok kezdem érteni Csak Z emelés lenne de nem találok kellő hosszúságú trapézmenetes orsót ezért gondoltam a menetes szárra és toldó anyára
keri | 14007
2019-01-29 20:45:23
[21494]
Mindenképpen trapézorsó. Menetes szárat csak akkor ha nagyon spórolsz. Én is csináltam de nem sima acél anyával mert az nem igazán jó. Műanyag anyát használtam azzal jó volt. Viszont borzasztóan lassú ha mozgatni kell. Nem véletlen 8mm-es a kínai orsó emelkedése. Csak vágott menetes szár a jó, mert a mángorolt sohanem lesz jó, mindig megszorul, illetve eleve nagy a súrlódása. Nehéz kiegyengetni a szárat hogy ne legyen ütése, és ez a nyomaton is látszik.
Én felpolíroztam a esztergában a menetes szárat az csökkentette a problémáit valamelyest.
Szóval lényegesen jobb és problémamentesebb a trapézorsó.
Ha a Z tengelyt emeled vele, ott nem kottyan, ha megvan a minimális súlya a hídnak/asztalnak, amit mozgatsz. X Y tengelynél viszont biztosan lesz kottyanás, gépzsírral megtömve is.. Oda inkább a kottyanás menetsített verziót ajánlanám. De hallgass meg másokat is, mert én csak csendesen a háttérből figyelek.
Az első gravírozóm épp ilyen meghajtást kapott. Ha laza az anya, akkor kottyan, ha szoros, akkor meg akkora a súrlódása, hogy egy NEMA 17 simán lépést veszíthet. (Nem tudom, milyen motorjaid vannak.) A trapézorsó - főleg hasított, tehát kottyanás mentesíthető anyával - sokkal korrektebb megoldás, de nyilván drágább. Hosszú távon viszont bőven megéri. A másik gond a menetes szárral, hogy kicsi a menetemelkedése, és relatív nagy a tömege. Ezért nagy gyorsulásokat és sebességet ne várj tőle. Márpedig egy 3D nyomtató üresjáratban nyugodtan mehet(ne) akár 100 mm/sec tempóval, ami másodpercenként 80 fordulat, azaz 4800 fordulat percenként (az M8 1.25 mm-es menetemelkedését figyelembe véve.) A léptetők max fordulatszáma 500-600 körül van percenként, tehát jó esetben 12 mm/sec sebességgel tudsz nyomtatni ami nagyon karcsú. Az igényesebb nyomatoknál használok 50 mm/sec sebességet, egyébként 70 mm/sec az alapbeállításom.
Sima, mezei horganyzott menetes szár (sima anyával, nem toldóval) érzésre gyorsabban kopik. Talán a rozsdamentes változat jobb lehet valamilyen bronz anyával.
T8-as kínai trapézmenetes orsó semmivel nem pontosabb, de nem kopik olyan mértékben (rozsdamentes menetes szár/bronz anya kombóhoz képest passz). Ami viszont számomra előnye volt, hogy nem görbe. Hosszabb daraboknál persze gondolom görbülhet, mire ideér kínából. Ott már a föld is görbül.
Árban meg nem egy ökör ára, 1200Ft körül vettem tavaly 300mm T8 2mm pitch orsót, 2db-ot. Persze vártam rá 3 hetet..
Nem is nyomtatni gondoltam rá. Csak a fóliát az asztalra teríteni. Így olyan, mint ha elektromos vezető lenne az asztal felülete és lehet így is Z-t kalibrálni.
Alufóliára nem lehet nyomtatni. Meg minek küzdjünk egy olyan probléma megoldásával, ami valójában nem létezik? Végállás kapcsoló. Ennyi. Ez a szerkezet bármely tetszőleges és kényelmes pontjára működhet, induktív, optikai, mechanikus elven, és a mechanikus a legmegbízhatóbb és olcsóbb, akkor minek küzdeni?
Te türelmetlen vagy, én meg...bosszús voltam.(már...nem):)
Azt is mondhatnám, teljes csőd. Pici kis 10x10-es tesztkocka lett volna... Kezdődött azzal, hogy...semmihez se akar(t) tapadni a "mocsok".:) Az eddig PLA-nál, ABS-nél, PETG-nél jól bevált módszerek egyikével sem. Aztán... Eszembe jutott Svejk, Ő írta lentebb az akril lakkot. Azt én még nem is próbáltam, nosza...hajrá!:) Asztal egyik sarka lefúj, próba, hurrá...végre tapad.
Első réteg fasza is, szépen lerak, kitölt, de aztán... Már a második rétegnél, megint csak bosszúság. Szakadozik a nyomat, szálkásodik, összehordja a fej, stb. stb.
Ami csak elképzelhető volt, -ésszerű határok között- mindent megpróbáltam sebességben, hőfokban, adagolásban, hűtve, nem hűtve, kevésbé hűtve, rétegvastagságban, meg még...mit tudom én már mit.
A szakadozás megállítása, az én extruderemnek leküzdhetetlen feladatnak bizonyult. Elég lágy ez a szál, nem tudja úgy továbbítani, ahogy kellene. Jahhh, fúvókát is cseréltem 0,3-ról 0,4-re, rugóerővel játszottam, stb. Kihúzva, vagy visszahúzva a szálat az extruderből, dagadás/torzulás nincs rajta, nem szorul. Egyértelmű a továbbítási hiba, nem tolja úgy, ahogy kellene.
Szóval... Elbasztam vele majd az egész napomat. Nem jött össze, egy nyavalyás tesztkocka se belőle.
Majd egy éve "játszok" a nyomtatóval. 2x állítottam home kapcsolókat. Először, még a legelején... Másodszor pedig pár hónap után akkor, amikor az eredeti 3 mm-es púpos kínai üveglapot 5 mm vastag fasza tükörlapra cseréltem. Jahhh, kínai mikrokapcsolók a home kapcsolók.
Jó, de az miben különbözik a tengelyre rakott "home" kapcsolótól? Egyik sem közvetlenül méri be az asztalt. Akkor meg a tengelyre rakott is megteszi.
Ha üvegasztalt akarok bemérni, ami amúgy inkább kényelmi funkció mint szükséglet egy 3D nyomtató esetén, akkor tapintó érzékelő vált be a legjobban. Persze ebből is sok a kínai gagyi, de szerencsére egy 3D nyomtatóval könnyen nyomtathat jót is magának az ember
Az lehet de ha az asztalra (amin az üveglap van ) teszel egy fém fület ami oldalra kilóg asztal síkjából azt már tudod érzékelni csak az érzékelőt kell jól elhelyezned.
Ez sem rossz amugy hall tesztre ilyenek vannak most fent baromi egyszerű kezelni és nem kopik... Z van állitási lehetőség mágnes csavaron van el lehet tolni igy a pozíciót is..



 , hogy a 3D nyomtató nem csak játszani jó. Legutóbbi síelésünk alkalmával a nejem "elhagyta" sícipője sarkának 80%-át.
, hogy a 3D nyomtató nem csak játszani jó. Legutóbbi síelésünk alkalmával a nejem "elhagyta" sícipője sarkának 80%-át.  Rákerestem a neten, egyetlen egy előfordulást találtam az
Rákerestem a neten, egyetlen egy előfordulást találtam az 



 .
.







