Szerintem google-val fordított...jónak tűnik. De, egy a "műszaki angolt" ismerő/tudó, lehet másképp látná.
Nekem pl. zavarja a szememet a fordításban a hosszú magánhangzók részleges hiánya.(pl. ő-ű-re gondolok) Viszont, a többi ott van.(pl. í-é-á) Most ez csak figyelmetlenség, vagy más az oka, egyelőre...nem tudom.
Hát be kell hogy valljam, csalódtam a 3D nyomtatásban. Vagy a készítő nézte el a méreteket, de nagyon, vagy a nagy hőtől összement, mert mint a csatolt képen is látható, sehogy se fér be a tojásom a tojásbirizgálóba
Arra gondolsz amit nem fejeztem még be, mert az első nagyon jól működik. Azért azt sem használnám CNC marónak mert arra szerintem gyenge, na meg az már van és jól müködik, de az kb. 90kg, nem 15 mint a 3D printerem.
Hétvégére kölcsönkaptam egy Ender3 nyomigát. Kinyomtattam vele a (még egyelőre) nem létező elektromos motorcsónakom vízsugárhajtóművének egyik alkatrészét. Waterjet PET-G 245g 25 óra. "Terveim hegyekké nőttek..."
Előzmény: Rabb Ferenc, 2019-03-31 20:46:12 [22041]
vadember | 1909
2019-04-01 05:49:45
[22053]
Legalább publikálná valaki ezeket a hasznos tárgyakat is! Itt csak annyit létok, hogy a béka meg a kishajó után a 3D nyomtató gyengébb alkatrészeit feljavítják saját nyomtatott alkatrészekkel és ezután elfogynak a hasznos ötletek. Ezután már néhány dolgon kívül csak lim-lom szobrokat látok elkészülni.
Bár aki gondolkozik egy univerzális gépen az nem drotvázal indul neki egy nyomtatóra sem vannak itt olyan mechanikák pl e-camera jé simán birná a cnc maró motros megmunkálást is...
Rengeteg mindent csinálnak belőle tudom és éppen ezért nagyszerű "játék" lehet, annak akinek erre szüksége van. Nekem nincs, de elismerem a jelentőségét.
Én is így voltam vele először, hogy soha nem lesz nekem 3D nyomtattó! Meg voltam elégedve a CNC eszterga, maró és lézerrel, de a 3D nyomtattó szerintem egy nagyon hasznos dolog! Szinte minden napra van valami!
Hányszor hallottam már ezt. Komolytalan, játékgyártás stb. Én is pont ugyanígy gondoltam. Színvonalas cnc megmunkálással és tervezéssel is foglalkozó üzem gyakorló gépészmérnökeinek a kis irodájukba is csattog egy filléres gép. Prototípus gyártásra használják.
Gondolj bele megtervezed a induktív tartóidat, bedobod a nyomtatóra elindítod, gyártása közben tudsz mást csinálni. Kész a terméked, felszereled az érzékelőket. Tudsz próbálni. A cnc masinádnak első munkái közt meg a fémből készült tartók legyártása. STb....
Először is, kell egy lemezgarázs. Akkor az autó átköltözik oda és a jelenlegi garázs lesz a műhelyem. Ezen kicserélni a tetőt, szigetelni, gipszkartonozni. Azután már csak be kell cuccolnom. Az állványos fúrómat homokfúvatni és lefesteni, felszerelni az asztalára. Ezen asztal másik feléből asztalos maróasztalt csinálni, liftestől-mindenestől. Utána már tudok lépni a gépem ügyében. Persze addig lehet vásárolni hozzá ezt-azt. Szóval válaszolva a kérdésedre: csak órák kérdése...
Rendes a srác, még step filébe is felrakta. Így a DS Mechanikállal úgy lehet szerkeszteni, mintha azzal lett volna szerkesztve.
Azért nyák kapirgálásra eltudnám egy kisebb változatát képzelni, és még talán jó is lehetne. Így, hogy könnyen bele lehet nyúlni a szerkesztésbe, nekem tetszik.
dtb | 1922
2019-03-31 20:54:56
[22044]
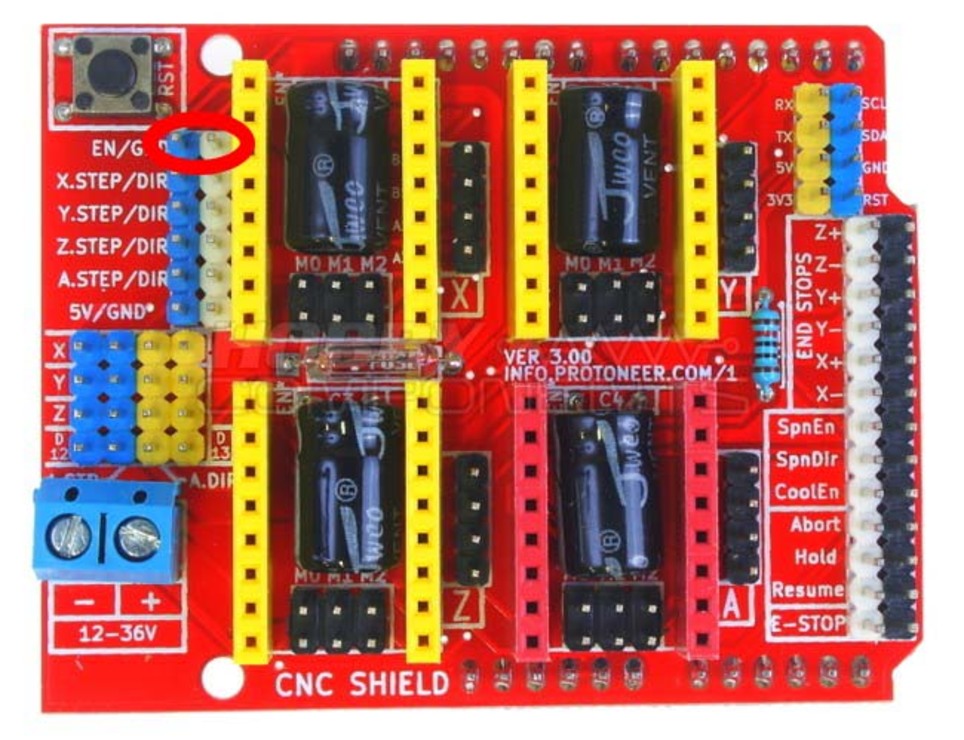
A motorokon van tartóáram? Ha nincs, akkor próbáld meg képen bejelölt jumper-rel.
Látom nem akarod megérteni. Sosem voltam és nem is leszek oda a 3D nyomtatókért, bohóckodásnak jó, de alkatrész gyártásra....hagyjuk.
Én most egy full kezdőre gondoltam, aki CNC gépre vágyik, de csak egy nyamvadt 3D nyomtatója van.
Előzmény: Rabb Ferenc, 2019-03-31 20:46:12 [22041]
dtb | 1922
2019-03-31 20:49:14
[22042]
Dehát korábban átküldtem neked a linket, ahonnan le lehetett tölteni az Arduino firmware-t (ProbotXYZ), abban ott van a software könyvtárban a komplett inkscape+eggbot futtatható verziója. Kimásolod bárhová, és megy.
Megvallom nem. Mivel a legtöbb program automatikus frissítésre van nálam állítva, és pl. a lézer gravírozó bővítése gond nélkül működik, meg sem néztem milyen verzió van meg. Visszabutítani meg nem akarom, nyilván nem véletlenül jött ki újabb verzió. Marad az ősállat XP/0.91 verzió.















 ..
..