Elhúzódik, de legalább nem rontja el. Nem mindenki akar foótórealisztikus szín árnyalást nyomtatni. Legtöbb esetben csak néhány csere szükséges.
Engem pl. gyakorlatilag nem izgatnak a színek. Nekem arra kéne, hogy két anyagot tudjak használni. Pl. vízoldékony támasztóanyagot, vagy egy fogaskerék nyomtatáskor a fogak felületét és a tengely perselyt POM anyagból nyomtatnám, a belső részeket PLA, PETG, ABS-ből. A POM egy nagyon erős, kopás és hőálló anyag, ezért csúszó kopó felületnek ideális, viszont önmagában nem lehet nyomtatni a túl nagy zsugorodás miatt, így szerkezeti anyagnak más kell. Vagy lehetne áram vezető filamenttel egyből áramköröket nyomtatni a doboz belsejébe....
Csak sajnos baromi sok dolgom van, én meg lusta vagyok, így idáig nem jutok soha
Mondjuk 1 percig nem használja majd utána ismét. Mi értelme lenne visszahűteni? Nagyon elhúzódna a nyomtatás. Billegetős jobb megoldás csak ne kelljen a fejlesztésről nulláról indulni vele.
Bocs, most jövök rá a golyók a Delta mechanizmus részei, de akkor is golyókon billenteném, acél fészekkel, mert úgy az újra pozicionálás biztos elég pontos lenne.
Vannak AUX illetve RC szervó kimenetek az arduinon. Ezekre vannak M kódos parancsok a Marlinban, amit a "szín és fej csere" makróba megfelelően beírsz a szeletelő programba. De nem lennék meglepődve ha a Marlin FW-ből is kezelné a több fejes megoldásokat.
Igen, ez a billentős az igazi jó megoldás, ami nekem is tetszik, csak az eddigiek túl komplikáltak voltak. Ez viszont elég okos és egyszerű szerkezet. Kínai alkatrészekből is után építhetőnek tűnik. Simán két ilyen fejet összerakok, és valahogy elgörbítem a végét
A golyókat én mágnesekre cserélném, így kottyanás mentesen beugrana a helyére.
Köszönöm a képeket. Ahogy elnézem ilyenem nem lesz. Beszélek a főnökömmel péntekre adjon szabit, hogy az aljas 2színűt összehozzam. Szerintem jó lesz. Ezen az úton még 3 színre is fejleszthető lesz.
A műanyagszivárgás ellen van egy "ooze prevention" beállítási lehetőség a Prusa-féle Slic3r-ben: az éppen nem használt fej hőmérsékletét leveszi, közben a nyomtatandó tárgy körül köröz, amíg ki nem folyik, ami ki akar folyni. Nemrég egy 2in1 (cyclops) fejet alakítottam át két külön fejjé és azzal kísérletezem, de azzal sem sikerült szépen két színnel nyomtatni egyszerre. Külön-külön szépen nyomtatott két színnel.
Nekem nem jött be. 1-es nozzlival nyomtatsz szöszmötöl valamin közben a 2-es kinyomtatott rész felett jár és melegíti. Ha közben az 1-es erre a felmelegített részre ér akkor csúnya lesz a nyomat. Hiába állítottam be pontosan akkor is meglágyította az előzőleg kinyomtatott részt. Nem beszélve az üresbe lévő fej után folyásáról.
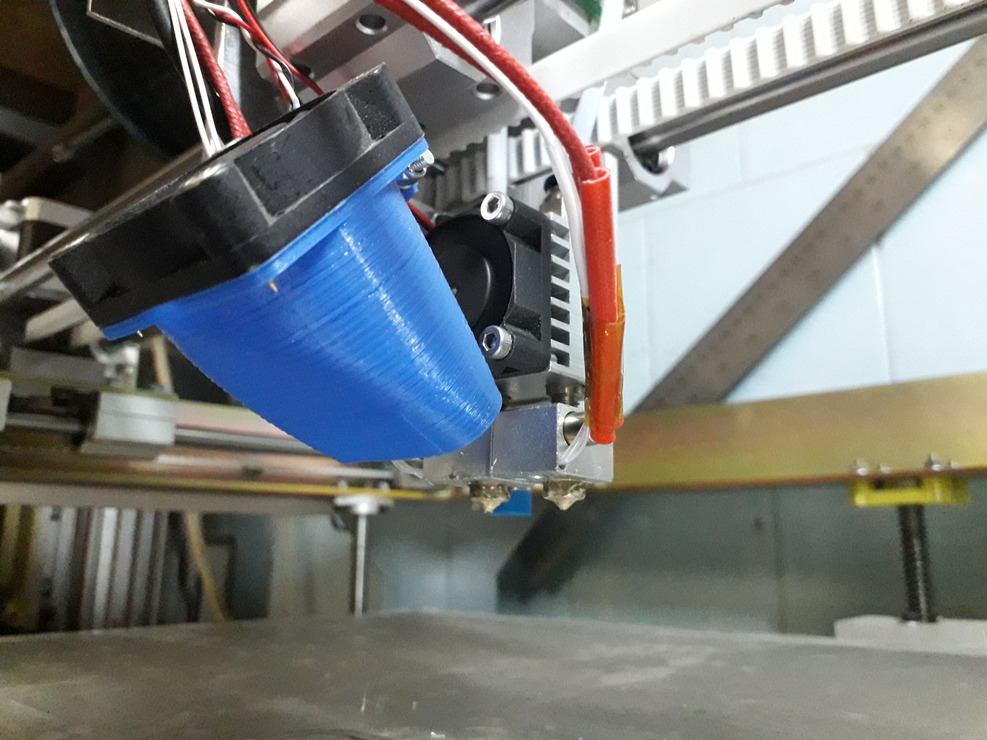
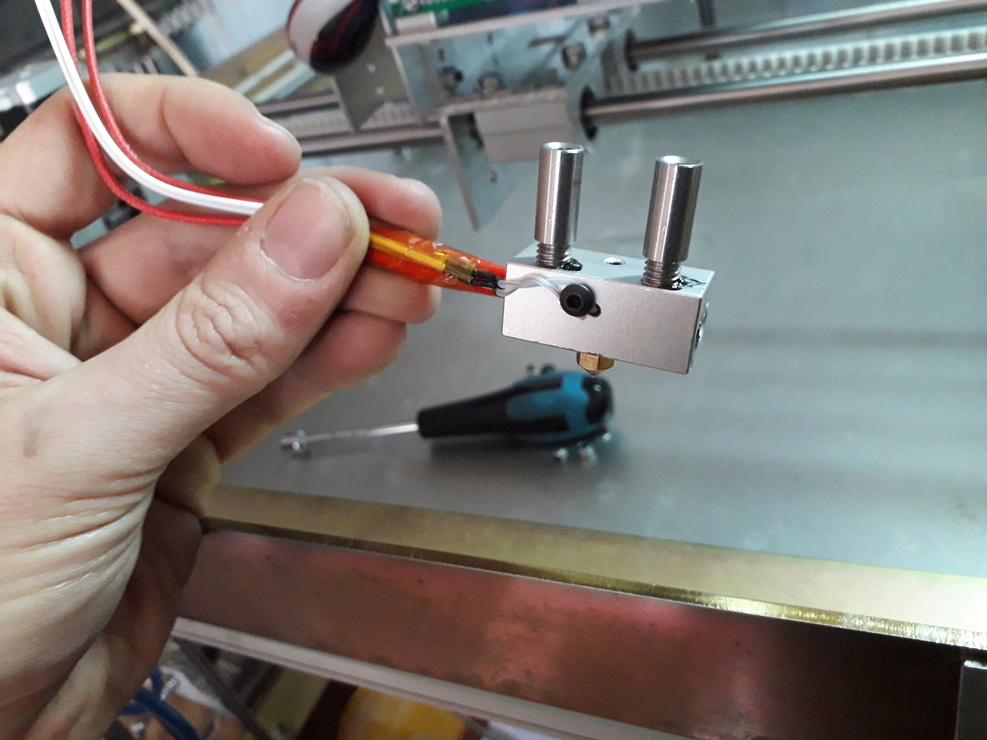
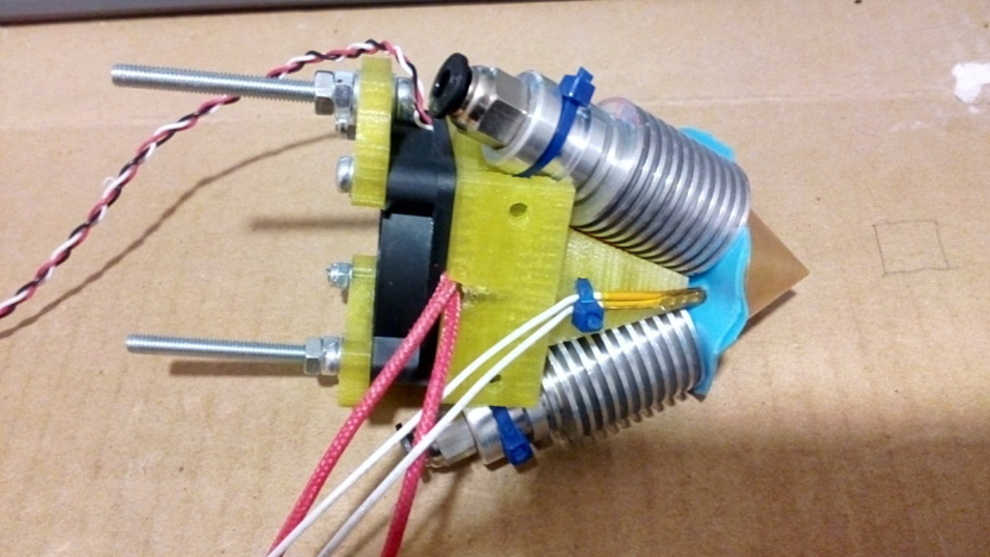
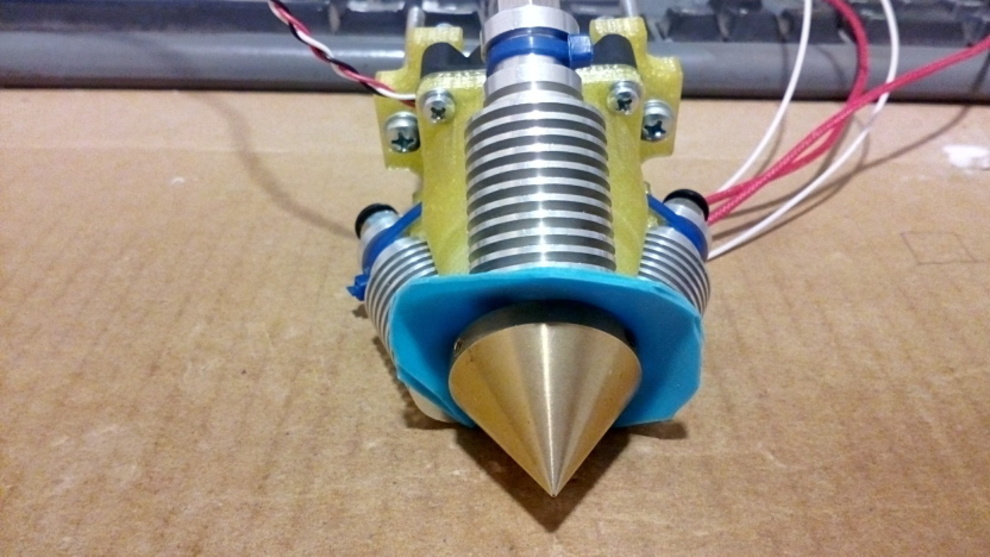
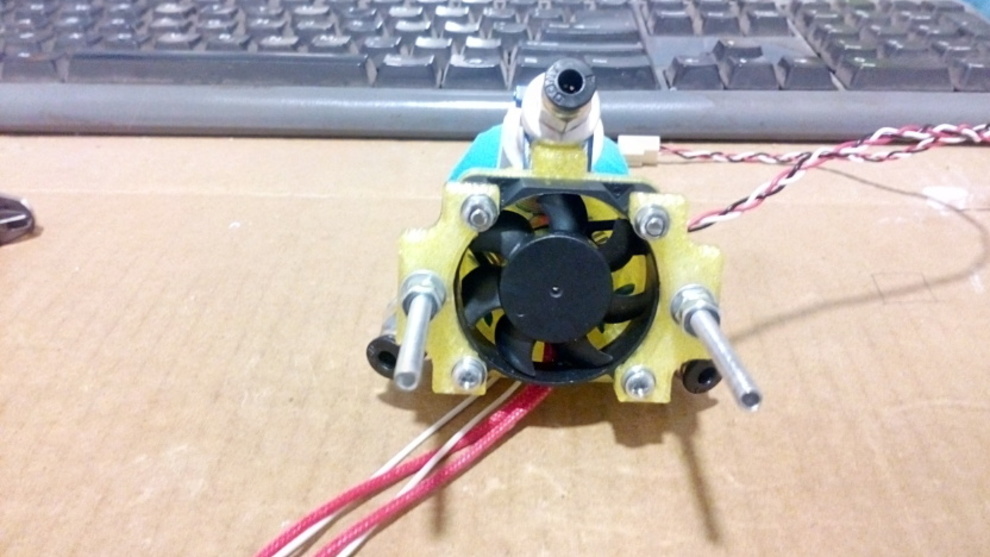
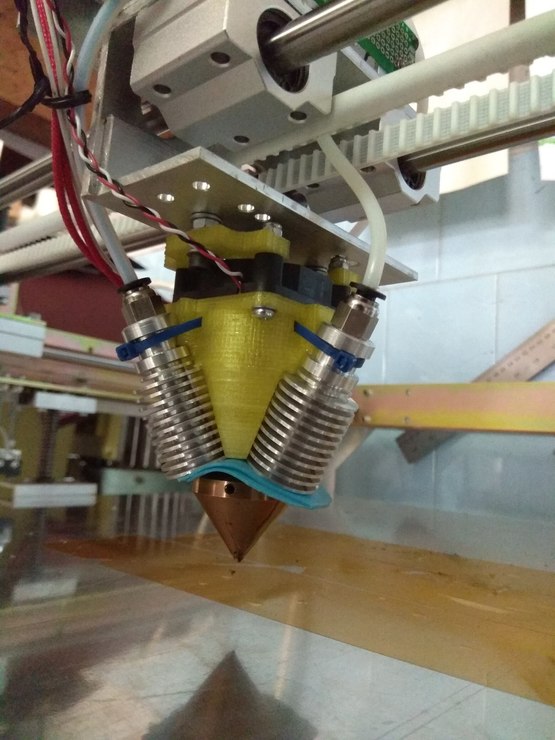
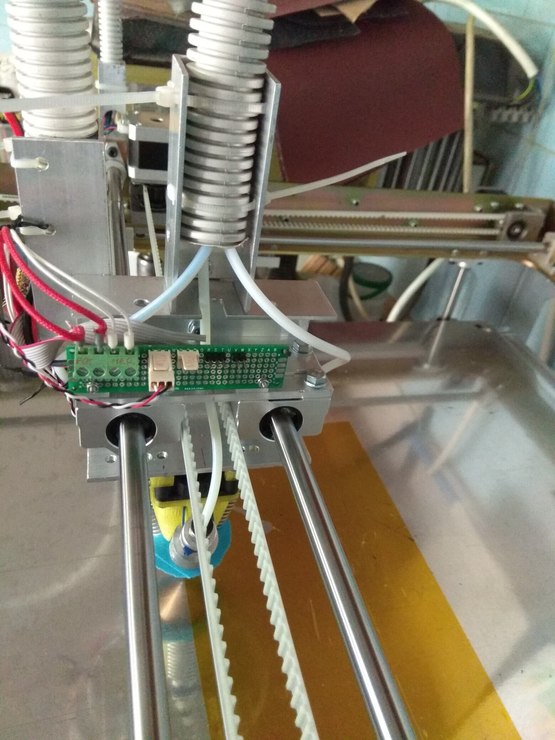
Köszi. A hosszú szálvisszahúzás gondolom azért kell, mert nem keveri a színeket, hanem váltja. Tehát a nozzle-be egyszerre csak egy szál mehet be. A diamond-ba egyszerre három műanyagszálatat lehet vagyis pontosabban KELL adagolni, különben visszafolyik a műanyag azon a lyukon, ahol nincs szál. Rögzíteni is nehéz: a három E3D extruderhez kábelkötegelőzött műanyagkúpot csavaroztam a nyomtatóhoz. Majd töltök fel képet, ha érdekel. És még a tömege is elég nagy a diamond nozzle-nek...
Szia! Ez az első próbálkozásom. Ilyen fejet használok. Két teljesen egyforma extruder kell hozzá. Én MK8-at használok hozzá. Folyamatos dugulással indítottam de átállítottam szálcserekor a visszahúzást 65mm-re ezután megszűnt. Egy ilyen diamond fejet azért megnéznék, hogy akarom e.
Én is kétszínű nyomtatással próbálkozom, egyelőre kevés sikerrel. Milyen fejet használsz? Színkeverős vagy színváltós? Én diamond és cyclops fejekkel próbálkoztam, de azokban egy idő után elakadt a szál.
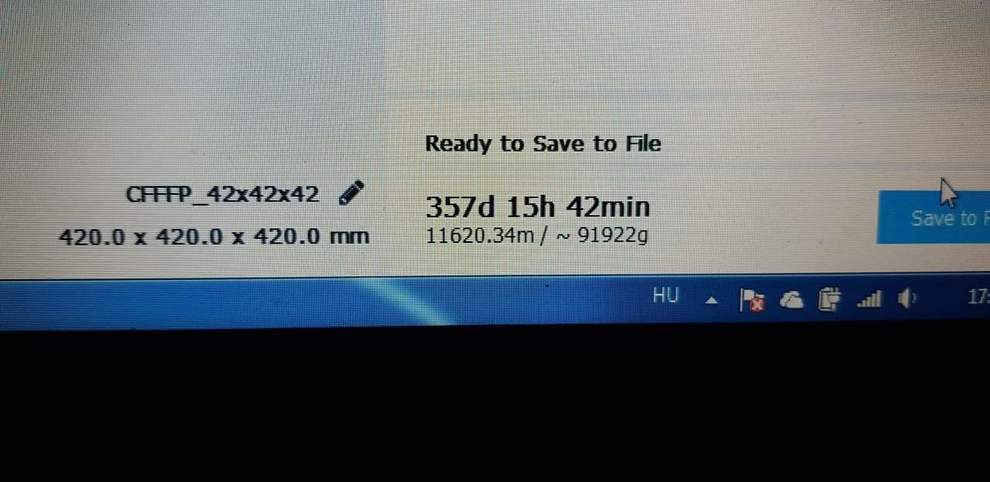
Egy kis matek. A kocka térfogata: 420*420*420=74088000 mm3 0,4 mm-es fúvóka keresztmetszeti területe: 0,2*0,2*3,14=0,1256 mm2 Így a szálhossz (nem a filamenté, hanem ami a fúvókán kijön): 74088000/0,1256=589872612 mm=kb. 590km. A 358 nap=8592 óra=515520 perc=30931200 mp. Az extruder sebessége: 589872612/30931200=19 mm/sec. Ez elméletben is elég lassú, mert gyakorlatban simán lehet 50-80 mm/sec tempóval nyomtatni. És nem vettük figyelembe az üresjáratokat, ami még egy ilyen tömör testnél is rétegenként előjön: először egy-két-több vonallal körülrajzolja a réteget, majd esetleg átballag a szemközti oldalra és ott kezdi a kitöltést.
De az egész csak elmélet, nem hiszem, hogy bármely nyomtató mechanikája vagy elektronikája meghibásodás, elhasználódás nélkül kibírná ezt. A kemény gumi görgők és extruder bordás kerekek biztosan nem. A filamentet is éjjel-nappal cserélgetni kéne. Szóval jópofa elmélkedés de nem sok alapja van.
Köztudottan, nem állnak a helyzet magaslatán ezek a munkaidő kalkulátorok, sem a Cura-ban, sem a Slic3r-ben. Tíz óránként, kb. egy, vagy inkább másfél órát még...tegyél hozzá.
Mindkét "sebességet" tudom állítani, a már említett step/s dimenzióban. Tegnap még "finomítottam" rajtuk, -vagy inkább játszottam velük- keresve a határokat a nyomtatóból bontott korszerűtlen motorokra,és a nyomtatott mechanikára vonatkoztatva.
800-850 step/s-nál, még szépen -rezgés mentesen vezetve a tollat- rajzol vonalat, ívet egyaránt. A G0 "utazósebességet" 1400-1500 step/s-nál, még stabilan, lépésvesztés nélkül tudja.(feljebb nem mentem, itt már igencsak "csapkod" a toll vége a levegőben):)
A képen látható mintázat rajzolása, kb. 2 perc ezekkel a sebességekkel.
Igazi mérnöki alaposság! Meghatározni a tojás perdületi nyomatékát, és optimalizálni a filctoll hegy átmérő felére, meg a PLA mechanika merev(telen)ségére a tojás minta rajzolási sebességet
Viszont itt már bejön a képbe, hogy kifújt tojással jobb dolgozni, mert kisebb az inercia, és így a filctolból szivárgó oldószerek sem mérgezik meg a főt tojást.
Törölt felhasználó
2019-03-25 07:31:19
[21919]
"nem is kell ennél gyorsabban firkálni azokat a tojásokat"
Amikor viszont nem firkál, hanem levegőben mozog a toll egy egy új rajzolási kezdőpontba (G0 mód), miért ne mehetne sokkal gyorsabban?
Nem értem rá videózni, így most szégyen szemre..."más tollával ékeskedem".:) Kb. ugyanez a sebessége, vagy gyorsasága az enyémnek is, mint a lenti kis videó elején látható. Én úgy gondolom, egy ilyen "idétlen, tollas mechanikával"...nem is kell ennél gyorsabban firkálni azokat a tojásokat, nehogy Jééé...legyen a vége.:)
Ahoz képest, amit a mai korszerű Nema 17-es motorok tudnak, amiknek ~10-szer kisebb az R értékük, és ebből következően az I és L értékük is más, kedvezőbb.
A 600 step/s léptetési freki a microstep beállításod alapján a motort csak 0.1875 1/s fordulatszámmal működteti, így persze hogy ehhez a "csiga" tempóhoz elegendő a 12 V-os táp is. Hiszen gyakorlatilag nulla közeli az n, így alig van még a motornak nyomatékesése az álló helyzetű tartó nyomatékához képest az M-n jelleggörbe alaján.
Arról már nem is nagyon beszélek (de érdemes elgondolkodni mindenkinek), hogy egy tojásnak és az "idétlen" tollas mechanikának mekkora J-je van a motorhoz képest, és ez hajtás dinamikában mit is jelenthet picit nagyobb sebességeknél.
„Sajnos a 10.5 Ohm adat alapján ehhez a motorhoz ha nagyobb sebességet szeretnél elérni, kevés lesz a 12 V...”
Mihez képest lesz kevés? Vagy, mennyi az elvárt sebesség egy ilyen tojásfirkálónál?
Hasonló, régi nyomtatókból bontott motorokat tettem rá én is. Csak azok hat kivezetésesek, 1,8° lépésszöggel. "Féltekercses" módban kötöttem őket, 10,5-11 Ohm a féltekercs mért ellenállása, 12V 2A a táp amiről mennek.
Majd, csinálok/mutatok egy kisvideót az elért sebességről, amit biztonsággal tudnak ebben az alkalmazásba. Szerintem, nem kell annál több a tojásfirkáláshoz.
Most nincs időm számolgatni, a plugin azt mondja, hogy 600 step/s mindkét sebességem, az A4988-ak 16 mikrostepre vannak jumperolva.
Én is csak a leírásokból olvastam, nekem még most készül(t) Elvileg az Incskape -> Bővítmények -> Eggbot Control -> Manual alatt lehet közölni a lépések számát.
Gordiuszi csomó avagy Salamon tojása: aki aggódik a festék miatt, annak kifújt tojáshéjat kell pingálni. Míg az így kinyert léből készült koleszterin light hagymás szalonnás rántottát eszegeti, közben nézheti ahogy az üres tojáshéj megszépül.