De hogy ne csak a problémámat öntsem rátok, hátha ez már megüti a várt szintet és nem kell másik topikba tenni.
Ezt a csiga áttételt az alumínium öntéstől, a réz alapanyag öntéséig, a marószerszám készítéssel együtt magam csináltam, esztergáltam, martam. Szerintem hobbi szinten nem lett nagyon rossz.
lkiss | 72
2023-10-18 08:41:04
[47388]
Egyébként nem tudom hogy ebben neked mi volt jó, miért kellett billentyűzetet ragadnod? Én úgy gondolom, hogy a "hobby" kifejezés nem a szakértő szinonimája, persze nem elvitatva, hogy egy szakértő szakembernek is lehet ugyanaz a hobbija mint ami a szakmája. Nekem nem szakmám az esztergálás, de hobbiból szívesen csinálom a magam örömére. Mivel problémába ütköztem, úgy gondoltam hogy hátha más hobbisták, vagy akár az itt megforduló szakemberek, már oldottak meg hasonló dolgot és így esetleg nem kell feltalálnom újra a csőben a lyukat. Válaszolhattam volna a te stílusodban is, ( Taníts mester! ) de nem tenném szívesen, mert vannak itt jó szándékú segítőkész emberek is. Tőlük elnézést is kérek, és itt be is fejezem. Szép napot mindenkinek, még neked is!
" A tengely egy kb 12x12x40mm-es tömbbe van illesztve " Szerintem a 'segítség béna vagyok' topik lenne az efféle magasröptű eszmecserék helye. Nehogy azt higgye már egy ide tévedt esztergályos hogy itt ez a színvonal...
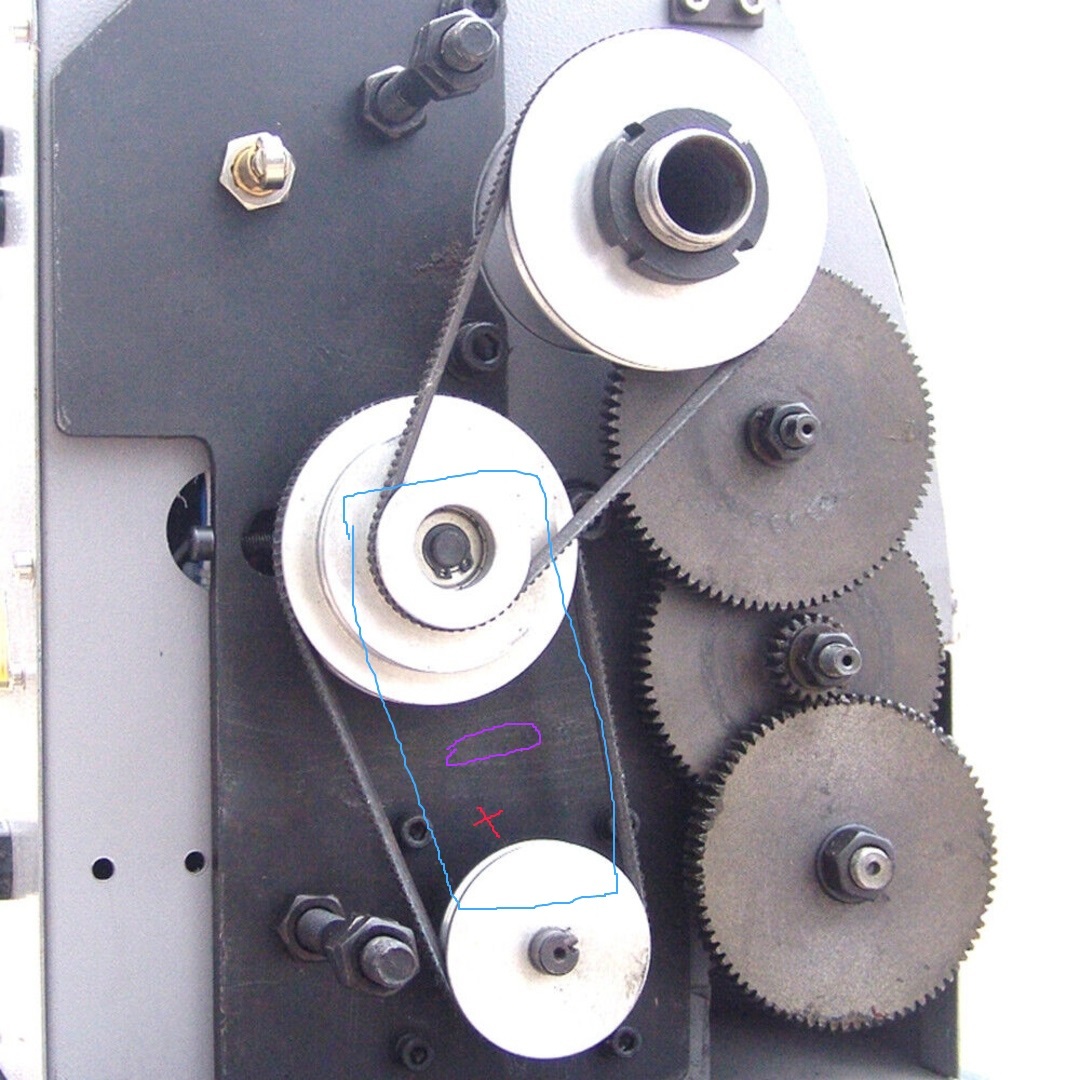
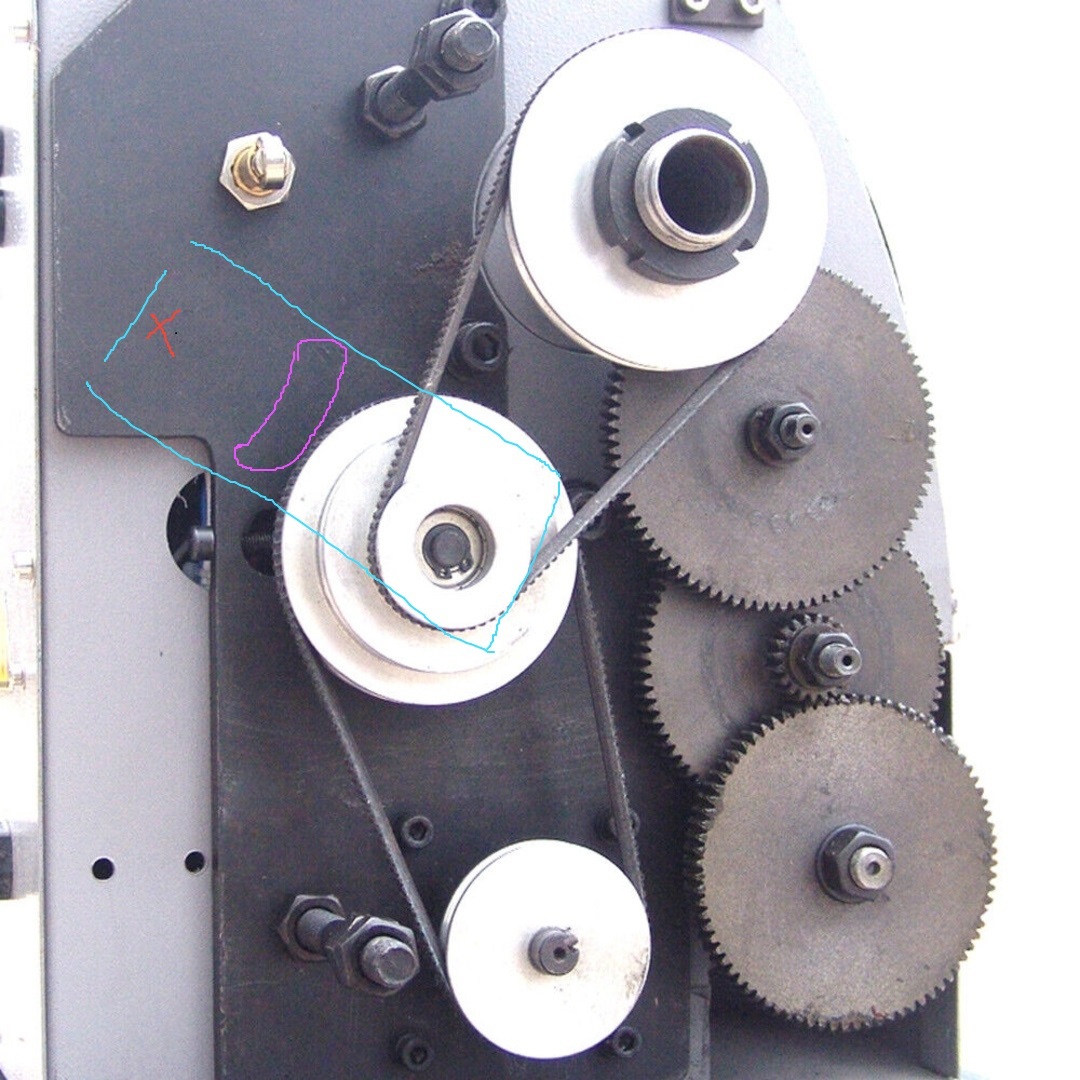
A tárcsa alumínium. A tengely egy kb 12x12x40mm-es tömbbe van illesztve, egy réselt acél cső csappal (nem tudom a helyes megnevezését) rögzítve, aminek az egyik vége egy nyolcas csavarral van az alaplaphoz rögzítve. a képen kivehető imbusz csavar, tulajdonképpen a szíjak feszítője. Én attól tartok, hogy a tengely egy végű rögzítése nem hoz végleges megoldást, mivel a csapágyak méretét az ékszíjtárcsa méretei miatt nagyon növelni nem tudom. Ezért, és mivel a burkolat alatt és az ékszíjtárcsa alatt is van hely, arra gondoltam hogy a csapágyakat nem a tárcsában, hanem kívül helyezem el és a tengely mindkét végét ( a csapágyakat) masszívan rögzített házakba helyezem. Persze ez magával hozza, hogy egy ékszíj csere kicsivel macerásabb lesz, mert a külső csapágy rögzítést el kell hozzá távolítani. Viszont így elérhetem a csapágyak relatíve radiális terhelését. Mert szerintem a probléma fő oka, hogy a csapágyak ferdén terhelődnek. Az ékszíj tönkremenetelét mindig megelőzi a belső csapágy kattogása, ami szerintem a ferde futás, illetve egy idő után a csapágyfészek kikopásának eredménye. Amikor a csapágy olyan állapotba kerül, hogy már nem fut párhuzamosan tudja párhuzamosan tartani a tárcsát a másikkal, akkor adja meg magát a szíj. Persze bejöhet a te megoldásod is, ha kellően masszívra sikerül. Igaz, azzal is számolnom kell, hogy egy nagyobb fogásnál mindkét szíj ugyanabba az irányba feszíti a köztes tárcsát, ezért annak tényleg masszívnak kellene lennie.
Milyen anyag az ékszíjtárcsa ?? Az ékszíjtárcsát fel kell perselyezni acél perselyellel (kiesztergálni 3-8 mm-t s 0,03mm szoritással beütni) vagy új ékszíjtárcsa öntvény vagy acél . A csapágy is lehetne min 6901(2) ami belefér és min 3 csapágy szélesen .
Hány mm van az ékszíjtárcsa pereme s az alaplap között ? Ha van 6-8mm egy ilyen vastag lemezbe kell beengedni felülröl a csapágy tengelyt peremmel s alul beheggeszteni . A lemez min 120-150mm hosszú s másik végén luk ami körül forog . Kell a lemezbe egy ívelt bemarás ahol leszorítod .
Nekem így van a furógépemen 30 éve (igaz 6204 csapágy s 12-es lemez) 8 sebesség 140-1400 között , 23-as fúróval gond nélkül fúrok acélba .
Most gondolj bele : a csapágyban golyókon forog át a surlódás! Ha a csapágy külső megfordul a fészekben a külső átmérőn, akko ezek a golyók már nem gördülnek!
Nem előfordul, hanem biztos hogy forgott benne a csapágy és megítélésem szerint már a csapágyragasztó se használ. Nekem az a meglátásom hogy a tengely és csapágyazás párossal gond van. A tengely egyik vége van csak rögzítve, és az is csak egy excenteresen elfordulni képes kisebb acél tömbbe van befúrva, csappal rögzítve, így oldották meg a két szíj egyforma feszítését. Ezt mindössze egy nyolcas csavar fogja az alaplaphoz. Ráadásul a csapágyak se túl combosak (608zz) és hiába van kettő a tárcsában, (gyakorlatilag egymás mellett) az egyoldali húzó terhelés hamar megviseli, főleg a belsőt. A csapágyfészek is annál kopott ki. Én arra gondoltam, hogy vagy a meglévő tárcsába, a csapágyak helyére illesztek be egy tengelyt, vagy egy teljesen újat csinálok tengellyel, és a csapágyakat a a tengely két végére teszem, hogy minél szélesebb alátámasztást kapjak, hogy megakadályozzam a csapágyak ferde terhelését. Mert nekem úgy tűnik, hogy a tengely nem elég fix és az veri szét a csapágyat, csapágyfészket.
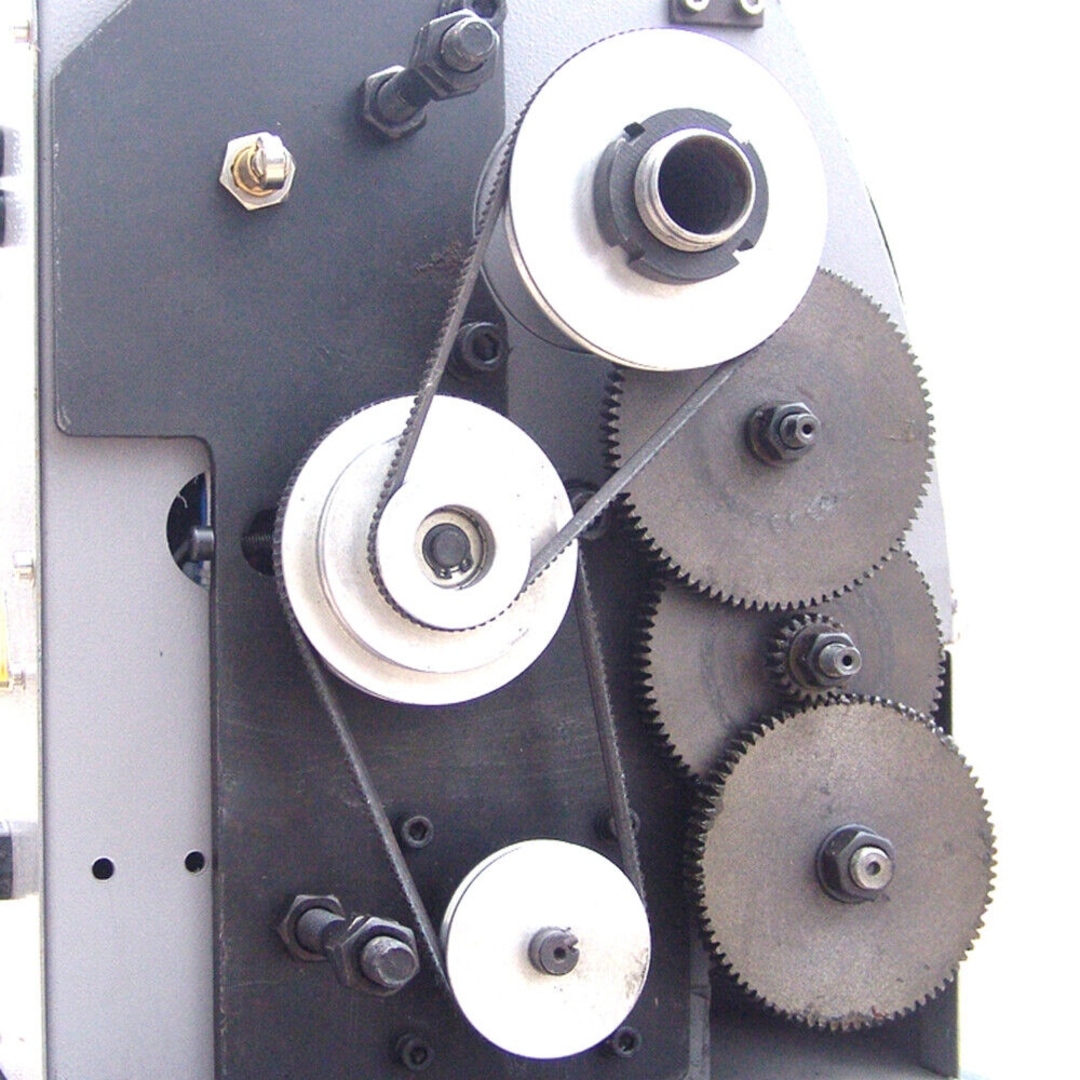
Ránézésre szépen fekszenek a szíjak a tárcsákban, és érdekes hogy nem a felső, a nagyobb terhelésű szíj megy tönkre, hanem mindig az alsó, ahol inkább a fordulat dominál.
Ha azt akarod , hogy sokáig tökéletes legyen , fel kell szabályozni az ékpályákat. Aztán mondjuk vegyél rá Német szijjat ( nem olcsó de cserébe sokáig birja ) majd végül ki kell cserélni a csapágyakat ( Német vagy Japán ) bár én a Szlovák csapágyat is szeretem. Csapágyazásnál érdemes megnézni a házat , előfordul , hogy már forgott benne a csapágy. ( lehet ragasztani kell )
Van egy kínai kis esztergám, amivel nagyjából meg vagyok elégedve, a céljaimnak megfelelne, ha nem lenne egy eléggé bosszantó hibája.
A motor tengelyéről egy két csapággyal csapágyazott köztes lassító ékszíjtárcsa adja át a hajtást a főorsónak.
Sajnos úgy tűnik, az ékszíjtárcsa csapágyhelye eleve nem volt pontos, vagy túl van terhelve és mára teljesen ki is kopott. Ennek az volt eddig az eredménye, hogy előbb a csapágy adta meg magát a belső oldalon, majd az ékszíj átfordult és legyalázta magát. Több ok miatt zavaró, mert egyrészt elég drága is ez a kis ékszíj (5M375) másrészt meg mindig akkor szakad el, amikor épp kellene a gép.
Van valakinek ötlete hogy hogy kellene ezt az egészet úgy megoldani, hogy ne legyen többet vele gond?
jani300 | 12314
2023-10-09 23:17:19
[47374]
Tapasztalom nincsen a második módszerrel . Viszont az egyáltalán nem gépfüggő dolog . Csak a vezérorsó és vágandó menet emelkedéseinek arányán múlik .
Ha már menetet vágunk lenne itt egy menetes kérdés. Van egy Vörös proletár 16k20-om Állitólag kétféle képpen lehet vele menet vágni , az első az a hagyományos klasszikus módszer ( eddig csak ezt használtam ) lakatanya állandóan bekapcsolva ennek megfelelően vágja a menetet , majd ha ellenkezőleg akarok haladni csak forgásirány kell váltani. A másik módszer , elinditom a főorsót majd menet közben a lakatanyát rákapcsolom , ha elérte a kivánt menethosszt , kikapcsolom a lakatanyát. Igy nem kell forgásirány váltani. De csak bizonyos emelkedésű menetek vághatók igy pl: 1.0 , 1.5 , 2.0 , 3.0 , 4.0 , 6.0 , 12.0
A magyarázat arról szól: A vezérorsó menetemelkedése 12 mm ezt kell osztani a vágandó menet emelkedésével , a végeredmény tört szám nem lehet csak egész szám csak igy működik.
Valakinek van ezzel kapcsolatba tapasztalata?
Vetesi75 | 1724
2023-10-09 11:24:14
[47370]
Sárgaréz távtartót. Megdobjuk a rúdadagolókat, aztán a hátralévő időben lehet hemperegni a klimatizált mérőszobában. (Aki nagyon unatkozik az akár fusizhat is, ha van szabad gép.)
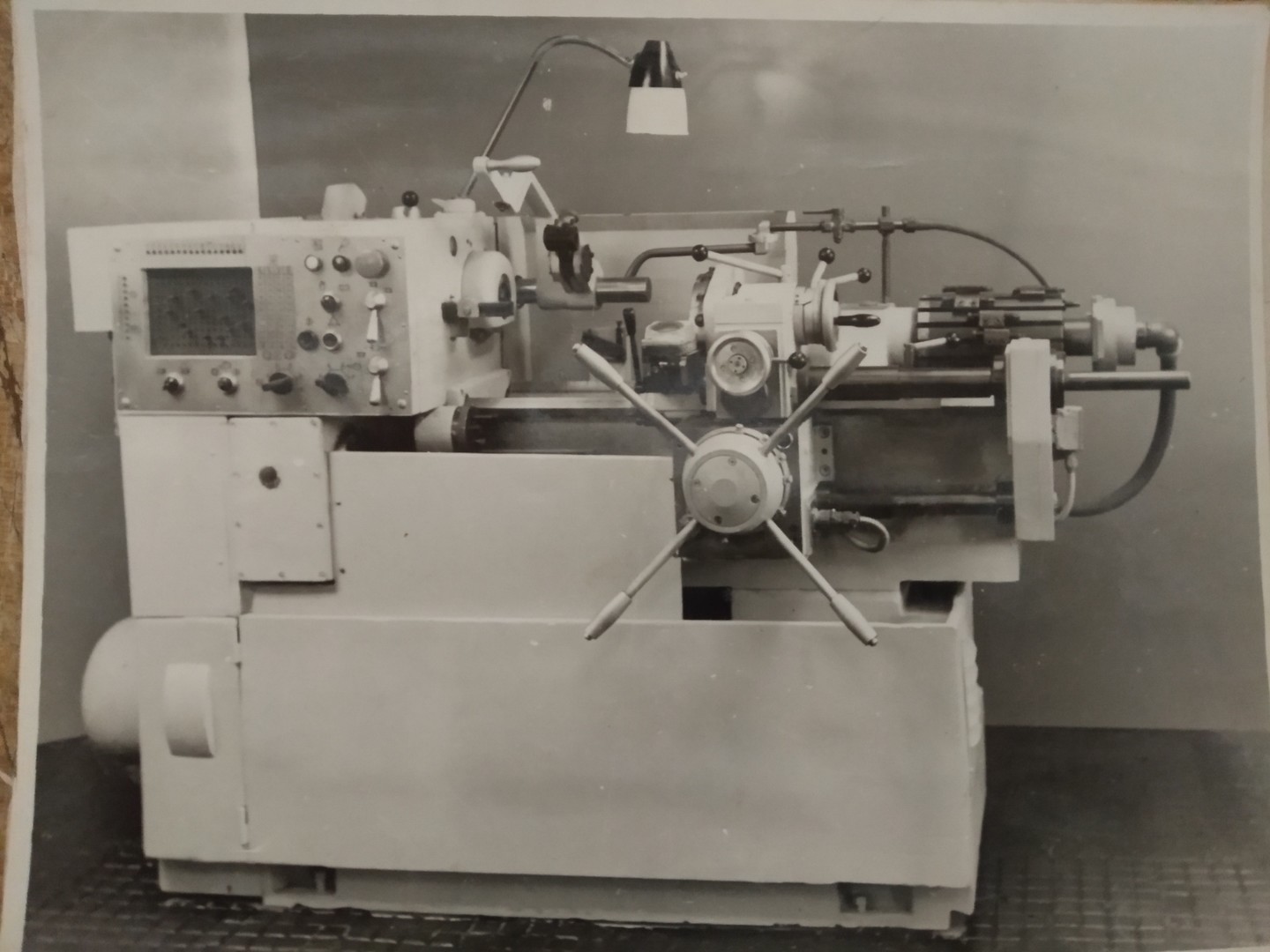
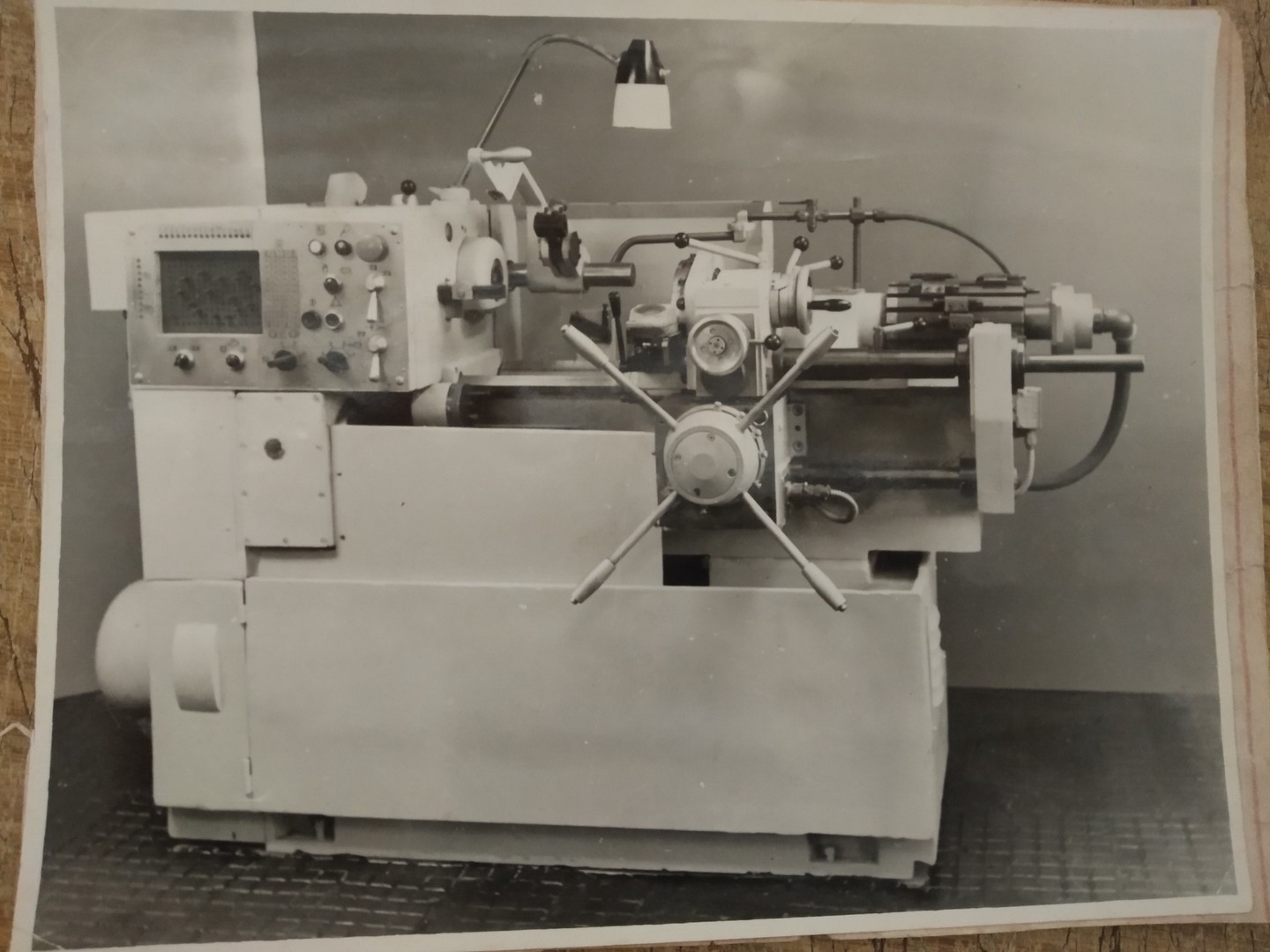
Találtam egy eredeti fotót , gondoltam megosztom hátha még valaki nem látott ilyet. 1973-ban igy nézett ki. 2001-óta van nálam de most már nem is hasonlit az eredetire a nagy része ki van cserélve ( modernizálva van )
A héten én is csináltam egy széria munkát , már majdnem kész voltam de hátsó késtartóba lévő lapka nem úgy gondolta ( elkopott , már nem volt kedvem kicserélni de szerencsére kibirta ) Ennek a munkának az a menete , hogy 3 db esztergakés van befogva elöl van egy átméröző kés ( TNMG ) hátul meg egy sarkletörő kés( SCMT ) a 3-dik meg egy gyorsacél sarktörö kés. A lényeg az , igy 1000 db-ot is kibirnak a szerszámok , bár hozzá kell tenni a hátsó SCMT lapka az mostmár egy SDMT száraz marólapka. ( most ilyet tudtam jó áron szerezni de bevált )
Operatöröm sajnos nincs igy a képek nem sikerültek valami jól de szerintem a lényeg látható.
KoLa | 7598
2023-10-08 19:36:26
[47362]
" Ez az a meló volt, amihez egyikünknek sem akarózott hozzáfogni." Mit szerettek esztergálni? alátétet?
Volt operatőröm! (A kíváncsiság ott marasztalta még este 11-ig az egyik délutános maróst is, aztán másnapra kitapasztalva ráhagytam az esztergályosra a többit. Ez az a meló volt, amihez egyikünknek sem akarózott hozzáfogni. )
Ja és még valami: Mivel mindkét végén kifutó a menet, ezért a bábot pontosan a vágóéllel szemben kelletett elhelyezni, hogy kés haladási iránya szerint előtte és mögötte is támasszon. A megszakadó vagy gubancolódó, feltekeredő forgács a támasztáshoz beszorulva bajt csinál, ezért kísérletezni kelletett egy sort, hogy mikor lesz ilyen folyó és eltávolodó forgácsom. Bő 2 tizedes fogással ment végig.
Állítólag valami ablakemelő működtető orsó - aztán járművön vagy épületen, azt nem tudom. Ha én terveztem volna, akkor 100%, hogy menetesszálból kialakítható lenne. Nem nagyon éri meg vele tökölni, mert a hengerelt trapézorsóból olcsóbbra jön ki, mint menetet is esztergálni. (Itt most ezt a lehetőséget elvette a tervező, mert a tengelyvég nagyobb átmérőjű volt, mint a menet szabványos magátmérője - az anya is csak éppen ráfűzhető.)
A bábozás miatt csak húzottból érdemes, mert az alakhibák átmásolódnak. (Futóbábbal még én sem sokszor vágtam menetet - ez életemben talán a 3. alkalom volt.) A kiinduló átmérő ugyanígy csökkenthető, ha szükséges. Teljes-profil menetlapkával készült, az a szabványos profilmélység elérésekor besimítja a menet tetejét. (Mi a magátmérőt a felső határértéken kívántuk hagyni, ezért csaltunk - elköszörültük az elérendő profilhoz a lapka elejét, amit projektoron le is csekkoltunk.)
Szépen dolgozik a kés ! A munkadarab nagyon hasonlít egy balos keresztszán orsóra . Egyszer vágtam keresztszánorsót az EAN ra ,magán a gépen . Hát nem lett a legszebb felülete , de a régi élesre kopott menetnél talán jobb . Max majd cserélek még egy betétet az anyában ,ha egyáltalán használom még .
Szia. Egy pár kérdés ( még nem vágtam trapézmenetet bábozva ) Egy ilyen orsót hidegen húzott köracélbó érdemes kezdeni? Itt ara gondolok , azt már egyből lehtne bábozni.
Látom gyári menetvágó lapkát használsz gondolom annak nem kell kinagyolni. Lehet egyből a lapkával kezdeni?
Kilométer hosszan menetóra nélkül, ráadásul olyan irtózatos fordulattal, hogy megnő közben a dolgozó szakálla is. Jó kis szórakozás volt, de elkészült mind a 6db.
Ma gyors feltöltöttem a cuccot, azután ki is lőttem a technikát (mindegyiket seNETseTV), mert jött a zivatar. Holnap (szerintem csak késő) délután majd ránézek és megírom.
Jól van na! Semmi probléma, megnéztem a videókat, nagyon jók! Az elsőn megmutattad a vége felé a képernyőt, de pont befénylik a verziószám ez melyik emc2?
Éjjel már nem akaródzott lereagálnom, de az ütközőt a #47330 miatt írtam. Egyébként már számtalan morsekúpos csigafúrót láttam, amit egyetemes esztergán a kéziszánnal leütközve görbítettek el, meg olyan hengeres-szárúakat is, amik nem is tudom, hogy mitől "rágták össze" saját szárukat... Egy 5-ös fúró még hobby szinten sem komoly tétel. Én CNC-re is egyetemes fúró-maróműről - ez idő tájt szereztem a forgácsoló papírt is, mert eredetileg más műszaki szakmám van - nyergeltem át, amin ugye már csak a "nagy vas - nagy rizikó a kárértéket tekintve" elv alapján sem szokás nullkilóméteres szakerőt alkalmazni és én tényleg a forgácsoló-ranglétra alsó foka alól kezdtem magamba szívni ezt a nemes tudományt. (Apa kezdődik: Ez most gépi vagy kézi?)
Már hosszú évek óta LinuxCnc-t használ mindenki! frissíthetnél már Te is. Az emc2-nél régen mintha lett volna egy lenyíló ablak ahol ki lehetett jelölni hogy melyik koordináta rendszerbe mented a szerszámot...lehet ezért van, nem tudom!
Különben úgy jártam ma délután, hogy a szúrócsavaros befogó adapterben megforgott az ötös HSSE csigafúró, betolta az alut vagy 5mm-t a tokmányba mire észbe kaptam. Persze mikor már összehegesztődött a szára a befogóval, akkor jó nagyot szolt - forgásból sem volt időm kivenni. Szerencsémre nem áll belém a szilánkja.
Szia! Az mitől lehet EMC-nél, hogy szerszámbeméréskor az új érték nem íródik be elsőre a DRO-ba? Az is passz, hogy csak a kijelzés lazsál vagy a szerszámtáblába sem kerül be, mert különösebben még nem néztem utána. (Most egyébként pont free videoszerkesztőt keresek, mert lenne egy új felvétel, ami több részletben van, meg kicsit sok benne a "rizsa" is - szóval várható új tartalom.)






 (Aki nagyon unatkozik az akár fusizhat is, ha van szabad gép.)
(Aki nagyon unatkozik az akár fusizhat is, ha van szabad gép.)





 (A kíváncsiság ott marasztalta még este 11-ig az egyik délutános maróst is, aztán másnapra kitapasztalva ráhagytam az esztergályosra a többit. Ez az a meló volt, amihez egyikünknek sem akarózott hozzáfogni.
(A kíváncsiság ott marasztalta még este 11-ig az egyik délutános maróst is, aztán másnapra kitapasztalva ráhagytam az esztergályosra a többit. Ez az a meló volt, amihez egyikünknek sem akarózott hozzáfogni. 
 (Apa kezdődik: Ez most gépi vagy kézi?)
(Apa kezdődik: Ez most gépi vagy kézi?)