Marlin fut rajta? Ha igen, akkor nincs nagy varázslat benne. M303 a PID autotune kódja. Lefut és megadja a beállítandó PID-paramétereket. https://reprap.org/wiki/PID_Tuning
Helló ! Olyan embert keresek aki jártas PID programozásban. Egy 230 V 600W 350×350 mm szilikon fűtőasztalhoz kellene a segítség, Külön tápról egy SSR relével és MKS Sbase V1,3 lappal lenne összekötve. Előre is köszönöm !
B.Zoltán | 1722
2019-05-17 18:41:47
[22327]
TPU-t nyomtattam ultimaker nyomtatóval. Az bovdenes, csodálkoztam, de nem volt gondom. 226 fok 50-60 fokos asztal. Ha begyűri, akkor csináld meg, hogy egész a bordás kerékig érjen a teflon cső vagy egy kis tollbetétből csinált cső.
Van-e valaki aki tud TPE-t, TPU-t vagy más flexibilis anyagot nyomtatni? Ha igen, milyen géppel, extruderrel, milyen hőmérsékleten, stb. Azért kérdezem, mert vettem egy-egy tekercs TPE-t és TPU-t, de olyan puhák, hogy kapásból begyűri a gép. Még kézzel sem tudom úgy betolni a felfűtött fejbe, hogy ne hajoljon ki.
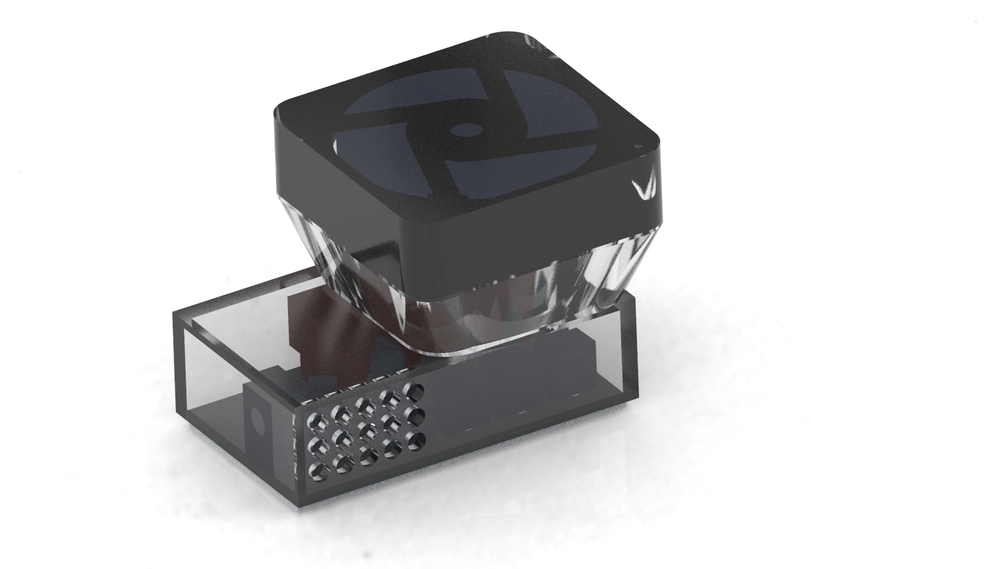
Nem biztos, hogy jó helyre teszem, de majd kiderül. A mellékelt képeken átható ventilátorházat szeretném kinyomtatni vállalkozó kedvű emberkével.Feltéve ha nem horror áron dolgozik. Meglesznek hozzá holnapra az stl fájlok is. Ha lehetne, akkor a hétvégéig szeretném ha elkészülne. Egy prototípus hűtése lenne azt vagy beválik, vagy nem. Olyan kéz meleg levegőt kellene folyamatosan szállítani. A többit privátba. Elvileg bent vannak az adataim. Üdv.
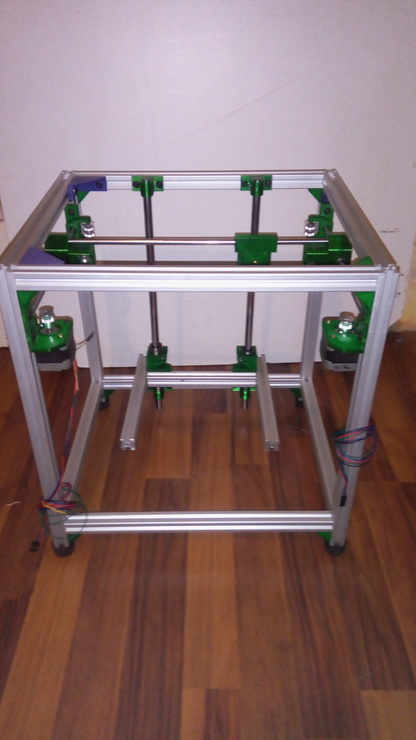
De gondoltam dupla Z hajtás úgy is lessz megoldva csak a kép hamarabb készült A nyomtatott kötőelemek is ideiglenesek, azért kelletek hogy lássam megfelelő e a váz mérete a 220x220mm-es bed-hez.
Alumínium fűtőlapon 5mmes üveglapra nyomtatok PLA-t, vízen kívül mással soha nem szoktam tisztítani. Minden nap egyszer egy papírszalvétát megnedvesítek és letörölöm. Semmi ragasztó nem kell PLA-r. A tárgy jól ragad ha az asztal jól be van állítva na meg ha az asztal nem túl forró. A hőmérsékletet ki kell próbálni, mert minden PLA más, még akkor is ha ugyan az a neve meg a színe mint az előzőn használtnak.
akinek van gyantás SLA nyomtatója és tudna nekem nyomtatni egy kis dísztárgyat akkor az kérem írjon rám valamelyik elérhetőségemen. Természetesen a munkát nem kérem ingyen.
Köszönöm
ivanovp | 219
2019-05-08 19:58:10
[22312]
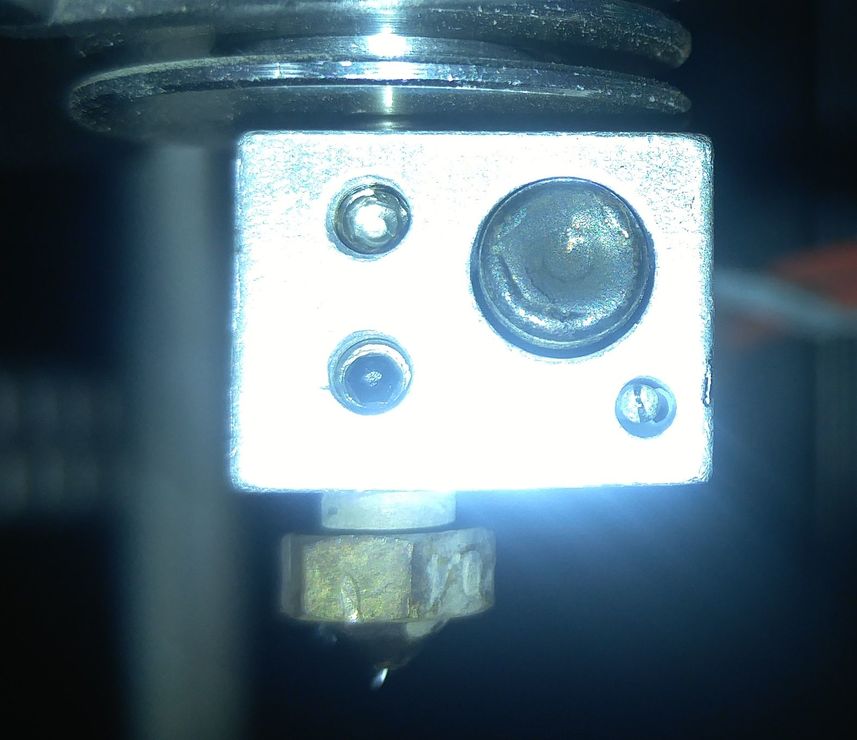
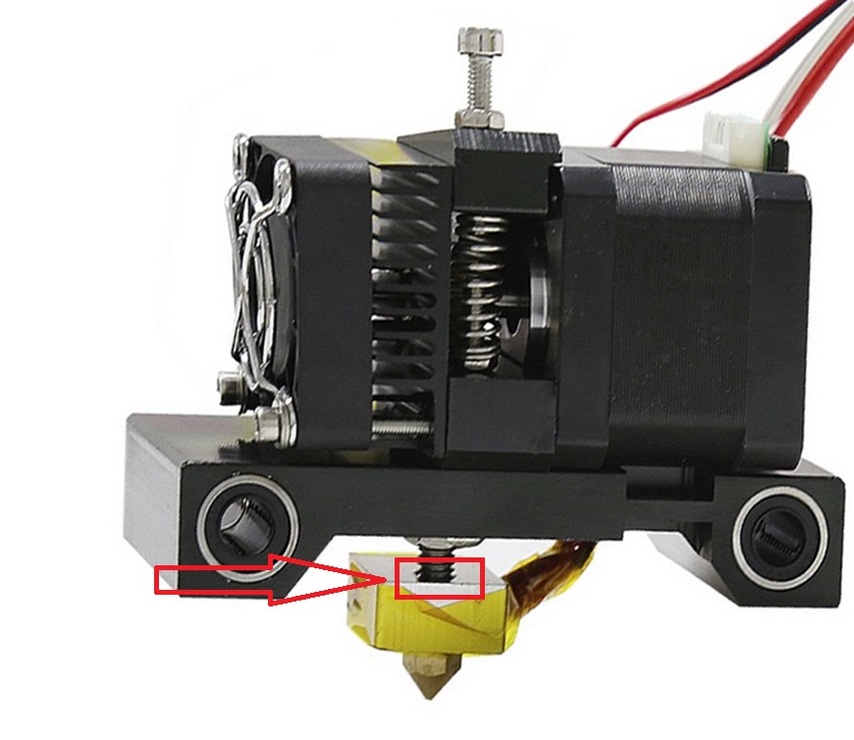
Még annyit jegyeznék meg, hogy a nozzle véletlenül se feküdjön fel az alu blokkra, legyen mondjuk 0.5mm rés (ahogy cree2 képén is látszik). Így biztos, hogy a fúvóka a heatbreak végéhez van szorítva.
Én is üvegre nyomtatok, de... Az én mosogatógépem bablevessel működik, nem bíznák rá ilyen "kényes" dolgot.
Tudom, mindenki másra, én a sulis ragasztó stiftre esküszöm, nálam jól bevált. Az üveg takarítása meg, -ha már nagyon ótvaros- vizes szivaccsal áttörlöm úgy nagyjából... Aztán, mehet rá a következő, friss kenés a stift-ből.
55-60 °C az asztal PLA-nál. Mióta a stiftet használom, sose vált még föl a nyomat, pedig voltak "vastag sarkú/falú" tömör cuccok is. Ezen a hőfokon, igen nehéz levenni is, főleg a nagyobb felületű tárgyakat.(volt már kagylós törésem az 5 mm-es tükörlapnál) Ha végzett,és ha kell, megfűtöm még kicsit az asztalt, 70 °C körül már enyhe feszítéssel is szépen enged a ragacs.
Ja igen. A nyomtatások közötti takarítást, mindig teljesen tiszta friss papírtörölközővel csinálom. Ott van felszerelve a gép mellett. Sokszor áttapizott rongyról is rákerül annyi zsír ami megakadályozza a rendes tapadást.
Ha nincs mosogatógéped, akkor forróvíz, tiszta szivacs, erős mosogatószerrel alaposan és sokszor átdörgölöd, öblíted. De tényleg alaposan. Amikor nyikorog az üveg akkor kezd jó lenni. Az így közelíti a mosogatógépes elmosást.
Van sok varázsmódszer, de a legegyszerűbb a legjobb.
Üvegre nyomtatok. Annyi hogy tényleg nagyon tisztának kell lennie. Mosogató gépbe berakom és 70 fokon szoktam elmosni. Akkor 1-2hét nyomtatás után kezd elfáradni a tapadás. Nyomtatások közben meg csak alkohol/desztvíz keverékével szoktam takarítani, ez segít könnyen eltávolítani a munkadarabot is, különben eltörik az üveg ha feszegetem.
PLA-ra ez a legjobb. PETG-kicsit kevésbé tapad, de még mindig jó. ABS-re hajlakk vált be (DM-es extra erős), de használj másik üveget, mert macerás levakarni. Minden nyomtatás előtt ráfújok egy friss réteget. Nem kell sok, de meghálálja.
Ha rossz a terv, akkor fel tud jönni a sarok ez tény de a tárgy legfeljebb úgy ha kitép egy darabot az üvegből.
Ez egy sokrétű probléma, gyakorlatilag minden nyomtatásnál lehet újat tanulni.
Ha sarkos dolgot nyomtatsz, akkor a sarkokra kell egy 15-20mm-es pötty, ami megszünteti a sarkokat. Másik hogy olyan dobozt nem nyomtatunk ami a kialakítása miatt nagy feszültséget csinál. Jellemzően a tömör, vastag falú dobozok nem bírják. 20% kitöltés fölé nem szoktam menni, az is sokat segít.
Hőmérséklettel is lehet sokat játszani. Én 55-60fokos asztalt használok PLA-ra. Ilyenkor tapad a legjobban, de már kemény is, ezért több a feszültség benne. Ahogy emeled a hőmérsékletet az alsó pár mm kicsit puhább marad és ez segít csökkenteni az erőket, de a tapadás is csökken ezzel. Szóval ki kell tapasztalni. Ja a munkatér nem árt ha zárt és megfogja a meleget, ez is segít csökkenteni a nyomtatás közbeni feszültségeket. A végső megoldás a fűtött munkatér, ami melegen tartja a munkadarabot és tovább csökkenti a belső erőket, de ehhez már lusta voltam.
Lehet még úgy trükközni, hogy mivel a PLA nagyon jól tapad, a legelső alap réteget rányomtatod PLA-val, és erre nyomtatsz utána bármilyen anyaggal, mert az meg a PLA-hoz fog tapadni. Az a 0.1-0.2mm réteg meg nem sok vizet fog zavarni a végső alkatrészen.
Köszönöm szépen, holnap meg is próbálom! Már csak annyit kérdeznék, hogy ti mit használtok "tárgyasztalnak" vagy milyen felületre nyomtattok? én jelenleg üvegre (mindig felpucolt) nyomtatok de a kiterjedtebb alkatrészeknél van hogy felválik a széle vagy sarka az alkatrésznek...
Törölt felhasználó
2019-05-07 23:02:17
[22306]
Még kontrázni is lehet (hernyo) ha meglazulna melegtől..
M6 nyak csövet koppanásig összekel tekerni a fúvókával ha rés van elszökik a műanyagod de dugulás is gyorsabban lesz ide betud szorulni a trutyi rendesen!
Erre van egy megoldás. Először becsavarod a menetes szárat az alu házba, majd az alu házat megfogva óvatosan meghúzod a fúvókát. Vigyázni kell a meghúzás erejére, mert könnyen megszakadhat a menet. Ha jól csinálod, akkor a sárgaréz fúvóka vége felveszi a menetes szár végének alakját, és nem fog ereszteni. Szétszereléskor fordított sorrendben kell eljárni, a menetes szárat kell a legvégén eltávolítani.
Jó estét, sziasztok. Egy olyan dologban kérném a segítségeteket hogy hol tudok tömítő pasztát venni az extruderemhez vagy mit használhatok az tömítésre? Ugyanis az olvadt filament szivárog....mikor már kellő mennyiség távozott a nem kívánt helyen lecseppen a munkadarabra....a csatolt képen látható csavarkötésnél szivárog. Mit tudok tenni?
B.Zoltán | 1722
2019-05-05 15:01:26
[22300]
Engemet is zavart az ultimaker-nél , hogy hátul két rúdon csúszkál, mert képest elől 1mm is mozogni.
Kapott elől a jobb sarkára egy rúgót, ami oldalirányban feszíti és egy rúdon tud csúszkálni le-föl. Nekem azóta jónak tűnik, mert az üveg súlya meg stabilan tartja függőlegesen.
Törölt felhasználó
2019-05-05 12:20:13
[22299]
2 sines rendszer (asztal) nem vált be mert vibráció alat beremeg alátámasztva is 3..4 meg vezetés kell min stabilitáshoz...
Nem gondoltál arra hogy ne egy oldalon fogasd fel az asztalt, hanem két oldalon?
Másik észrevételem, hogy a sarok merevítőket szerintem majd cseréld alumíniumra. Bár én is nagy rajongója vagyok a nyomtatott alkatrészek minél szélesebb körű felhasználásának, de ezen az alkatrészen koncentrálódik a doboz derékszögessége ellen küzdő minden erő. Persze működni fog így is, de kényelmesebb ha nem kell gyakran állítgatni.
Nem egészen értem a kérdésed... Ha a mechanika fizikai sebességhatárait kérdezed, szerintem 200 mm/sec még elképzelhető. A 3D nyomtatás sebessége viszont sok mindentől függ, pl. fúvóka átmérő, rétegvastagság, minőségi igény stb. A "szokásos" 0,4 mm-es fúvókával igényes nyomtatásnál 0,1 mm rétegvastagság esetén 50-60 mm/sec szokott lenni a tempóm, "draft"-ban 0,15 mm rétegvastagsággal 80-100 mm/sec. A tempó függ attól is, hogy az extrudered mekkora fűtőteljesítményt tud. Ha túl nagy a sebesség, a filament nem képes megfelelően és egyenletesen megolvadni.
Ez valami klon fej de nem látok bele mikor össze van rakva hogy ér össze a tefloncső és a fuvoka lehet amikor fütöt a teflon cső mocorog lehet össze sem ér a fenmaradó helyre meg berakodik a müanyag ha nem zár össze ott meg az átmérő nagyobb lesz mind 2mm erre gondolok hiba forrás ként...
probáltam ugy is szál meg nyulik de bele szakad fejbe valahogy zsákuca visszafelé (direkt)hajtásu bemenő támasztó furat is 2mm trutyi nem fér át rajta.... A fuvoka kivétel gyorsabb akkor már azt is izitom gázal vörösig tisztitva...
valami kikeményszik a pla ban ha sokáig ál a fejben ugy vetem észre ez okoz végül gondot nálam poros redvás szenyezödés nemtud bejutni a fejbe... ezt a viszahuzos dolgot már probáltam 100c körül de a teflon betétes is hozta a felszorult dumo a szál végén ami a redva csomo volt a fuvokábol..
Még csak annyit, hogy ha PETG (230-240°C) után PLA-val nyomtatok, a szeletelőben 180-200°C-t állítok be, de a nyomtatás kezdetén a nyomtatón kézzel felfűtöm a fejet 240°C-ra és széles (5 mm) skirt-et nyomtatok a tárgy köré hogy a maradék PETG is biztosan kijöjjön a fejből. A skirt végén visszaveszem a hőfokot a PLA-nak megfelelőre hogy ne égjen meg.
RJancsi | 5811
2019-04-30 15:33:52
[22285]
Aha. Nekem MK10 "bowdenes" extruderem van, semmi gondot nem okoz a vágott végű szál befűzése. Illetve annyit, hogy a befűzés előtt kézzel kiegyenesítem a szál végét, mert ha kicsit is ívelt akkor a továbbító görgők között nehezen találok bele a teflon "bowden"-be.
Nincs itt ellentmondás. Tisztításnál levágom, cserénél nem. Ezen felül tisztításnál egy hosszú elvékonyodó rész van, amitől a kúposság a visszatoláshoz megmarad.
Levágott véget is vissza tudok tolni természetesen, de kicsit macerásabb, minden átmeneten áttuszkolni.



 Akkor nem szóltam
Akkor nem szóltam 
 A nyomtatott kötőelemek is ideiglenesek, azért kelletek hogy lássam megfelelő e a váz mérete a 220x220mm-es bed-hez.
A nyomtatott kötőelemek is ideiglenesek, azért kelletek hogy lássam megfelelő e a váz mérete a 220x220mm-es bed-hez.