0,4-es fúvókát használok én is. Most, csak ehhez cseréltem 0,3-ra.
Igazából, nem finomhangoltam semmit, csak átírtam a fúvóka méretét 0,3-ra. Régebben sokat játszottam én is a mérettel a programban, valóban látványosan lehet "huncutkodni" a beírt értékkel. (a 0,4-es fúvókánál, a 0,35 hozza nálam az optimálisat) Most, valamiért ez...kimaradt.
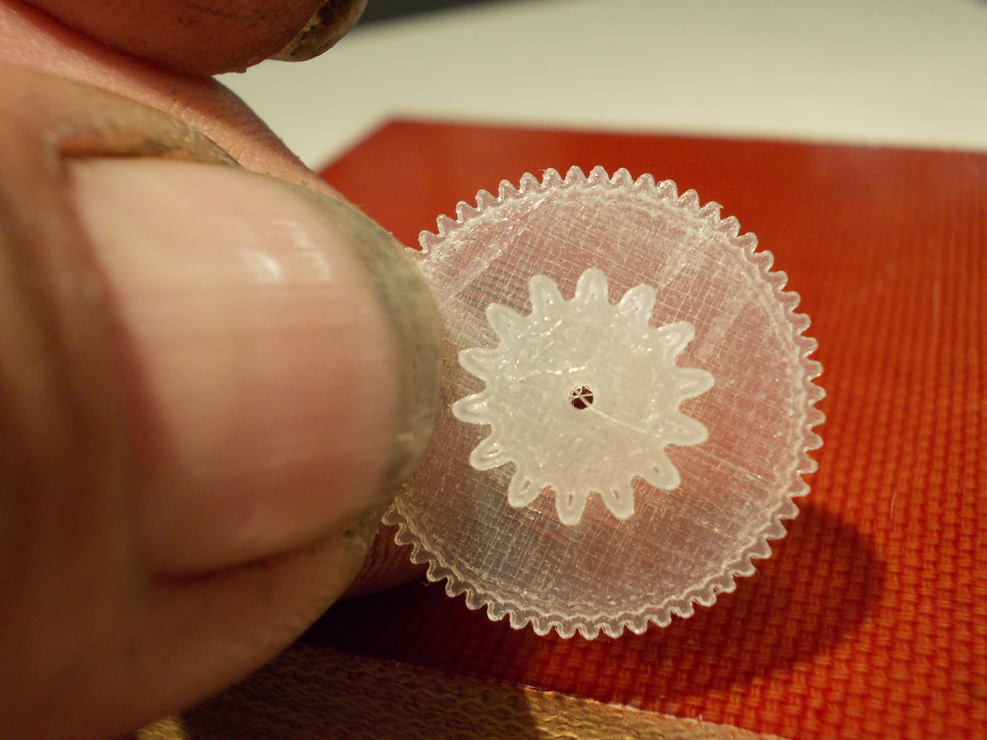
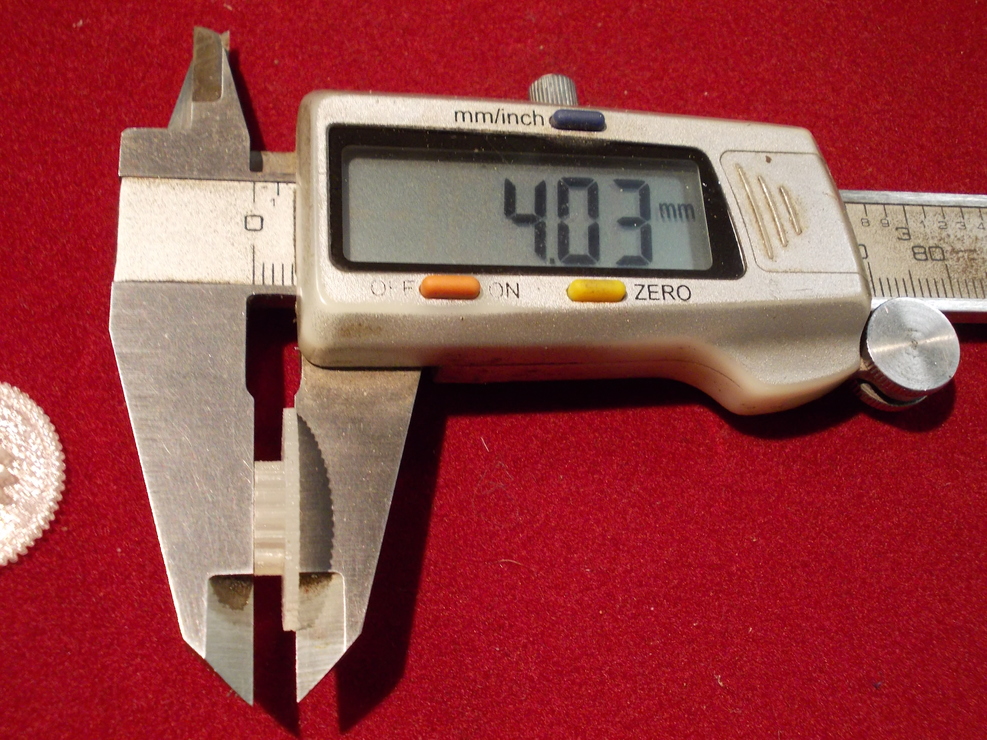
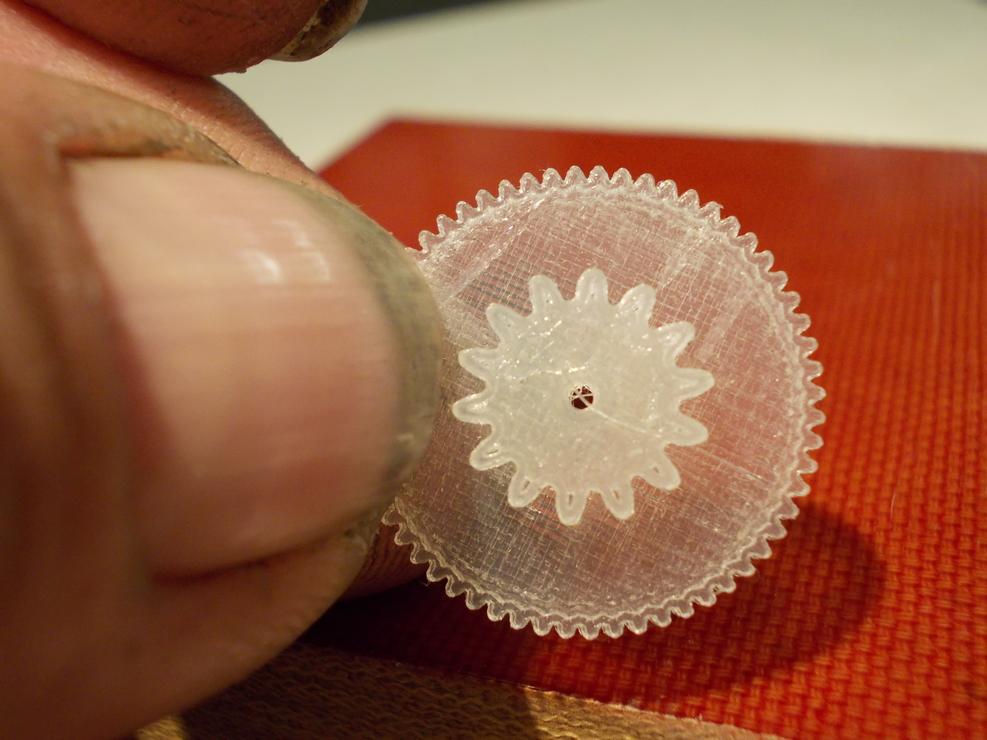
Én is kinyomtattam azt a 60 fogú 0.35 modulú 21.7 átmérőjű fogaskereket. Nekem még 0.3 fúvókám se volt, így maradt a 0.4-es. De azt mondtam neki, higgye azt, hogy ő most egy 0.2-es fúvóka. Ilyen lett az eredmény. Én nagyon meglepődtem, hogy képes volt a 0.2-es vonalat kinyomtatni, igaz, hogy a pontosság valószínű nem a legtökéletesebb, mert el tud mozdulni a 0.4-es lukban a 0.2-es nyomtatás, de mint látszik, egész jól illeszkednek egymásba a fogak.
Béla, érdemes kinyomtatnod a 0.3-essel úgy, hogy azt mondod neki, 0.2-es a fúvóka. Lehet, hogy neked is jobb eredményt adna a mostanihoz képest is.
PSoft | 18696
2019-06-10 21:10:22
[22479]
Most, hogy mondod... No de majd...megyek én még Te feléd!
Sziasztok, Tudom, nem teljesen itt van a helye, de én mégis itt mutatom meg, mert szerintem itt ON topic. Szóval, közel 200 óra gépidővel az alábbi GAZ 66-ot készítettem ajándékba egy kedves ismerősömnek. A makett 430mm hosszú. A nyomtató, amit csináltam, a szokásos 210x210mm-es asztallal rendelkezik.
keri | 14086
2019-06-10 20:07:15
[22475]
Szépek azok a fogak, nem lesz vele gond. Bár kicsit kiszélesedtek, de ha befér a helyére akkor ez még szépen fut. PLA meglepően strapabíró, hanem melegszik fel, akkor tartós.
Majdnem Ez egy régi kazettás magnóhoz van. Kollégám meg akarta csinálni magának nosztalgiából, de 50$-t akartak kérni ezért a vacakért. Nem gondoltam volna, de hibátlanul működik neki
A neved bele sem nyomtattad? Ez mondjuk gyantás nyomtató, de 0.2-es fúvókával 0.05mm-es rétegekben nyomtattam még egészen jó kúpfogaskerekeket, modellautó differenciál művébe. Viszont 0.2-es fúvóka már tömény szívás.
Nemrég telepítettem a BLTOUCH sensort az Ender3-as gépembe, olyan problémám lenne hogy jól kiszintezi az asztalt viszon szintezés közbe Z-ben nagyon nagy hangja lett ,ez mitől lehet??
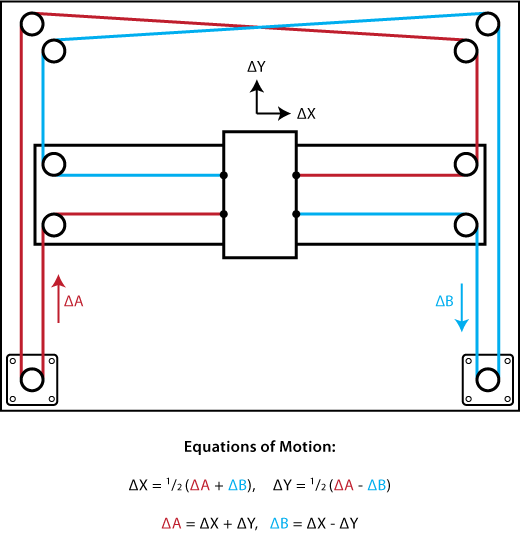
Ha a két motor egy irányba forog egyszerre akkor pl. X irányba mozog. Ha ellentétesen forognak, akkor Y irányba mozog. Szóval ez egy nagyon egyszerű bináris algoritmus.
Természetesen orsónál ehhez az is kell, hogy az orsó osztóköre azonos legyen a menetemelkedéssel, ami itt úgy látom teljesül is.
Azt nem tudom mivel működik. Csak egy apró gondolat, ha az egyik orsó áll és a másik mozog, akkor nem egyenes vonalban fog mozogni, hanem a másik (álló) orsó menetszögének megfelelően mozdul el. Ha jól értem a működését.
Ja, aranyos ötlet, 3D nyomtatóval még azt a pályát is ki lehet nyomtatni az orsóhoz. Ami bajom ezzel, hogy a kínai orsók soha nem egyenesek, szóval tuti meglátszik a menetemelkedéssel szinkronban a hullámosság
Csak okosodik a vén kecske is, némi segítséggel. Amit Rjancsi ajánlott: Ctrl + és -, növeli-csökkenti a felbontást, sőt, amikor a körre kattintok, balra-lent megjelenik egy felirat: Sided: no oda be lehet írni, mekkorát akarok. Száznál már gömbölyű. Később, itt a sugarat írja.
Köszönöm mindenki fáradságát, de amilyen vénember vagyok, örülök, hogy ezzel is elbírok. Nem akarok már lányokat formázni, csak némi geometriákat a kütyüimnek. Azért ez utóbbit megnézem. Az a bajom, eddig jól szolgált a SkUp, csak most lett eszefutott.
SketcdUp kolegam is vesződőt sokat de váltót ö is (látvány desingre) jóóó... valami mást próbálj ki itt szeretik fusion360 full hun... alaksajtolásra való programok CAD...
Nekem valami DM kezdetű kínai vezérlőm van. Annál csak áramot lehet állítani, meg mikrolépést. A többit automatikusan keresi meg állítólag.
Nagyon csendes vezérlők azok amelyik az áramot is optimumra hangolják, és figyelik a motor mozgását, illetve interpolálják az áram jelet a maximális mikrolépésre, vagyis egy kisebb felbontású jelet felszoroznak, de alapvetően szerintem a léptetőmotor had zenéljen. Inkább szervót vagy enkóderes léptetőt kell venni ha a sima járás a lényeg.
Hogy meglegyen leírva a megoldás: TB6560 vezérlőnél az áram lecsökkentésével, majd a decay beállításával csökkenthető a zaj. Nálam most 0.8A az áramkorlát és 25% decay. Léptetőmotor típusa 23LC051-025-8W-F8-1.0
Ha már a SketchUp-ban is sokszögnek látod, a kőr rajzolásakor (amikor még csak az átmérőt adtad meg, de még nem nyomtál Enter-t), a ctrl+ és ctrl- billentyű kombinációval tudod a sokszög oldalak számát növelni vagy csökkenteni. Ha kis átmérőnél túl nagy oldalszámot próbálsz megadni lehet, hogy hibát jelez, mondván, hogy csökkentsd az oldalszámot. De néha még így is elfogadja.
Lehet, hogy nagyobb felbontásra kellene állítani az STL generálást. Az én programomba lehet állítani, de szerintem a nyomtató szoftver nem tud, csak G1-el kört rajzolni, ami egyenes szakaszokból áll, csak az a kérdés, milyen sűrűből. Ha tévedek, akkor úgy is kijavítanak a nálam okosabbak.