Öröm és bodottáá félig :D Megjött az új laptop és láss csodát felismeri marlin frimwares mks sbase lapot sd kártyástól. A fw frissítést úgy csináltam ahogy javasoltátok és működik , binről cur lesz. Viszont a második frissítés óta nem látja mint "usb " egy pillanatra felvillan hogy látja de el is tűnik. csak a portok között szerepel marlin felirattal. Ezt mivel sikerült elérnem illetve hogy állítom vissza ? Köszi
Szép jó reggelt az uraknak! érdeklődnék ki milyen támasz beállításokkal használja a Repetier-host mert nekek sikerült úgy be állítani hogy nem lehetettet ki törni
MCMLXXXII | 378
2019-09-24 05:31:06
[23583]
kitartás jó móka marlint programozni állítgatni tuningolgatni
Kezdjük a végéről. Egészségügyi akcióm volt pénteken délután a roham mentősökkel. Kihívtuk őket, hogy segítsenek elrakni a tűzifát,de inkább bevittek a H betűs egységbe a sürgősségire. Mivel nem tudták megmondani, hogy mi volt a gond haza engedtek. A kijelzőt egyben vettem a kártyával. BIG TFT35 V1.2 Még nem volt elakadás, mivel még nem csináltam még hasonlót sem, így még csak gyűjtöm az infókat, hogy hogyan kéne és mit átírni. Néztem az Attila videóit és most találtam egyet amin talán elmerek indulni, de még nem volt merszem. Még egyszer majd megnézem őket azt neki fogok. Nézésre egyszerűnek tűnik azt majd kiderül Ha mégse menne majd sikítok.
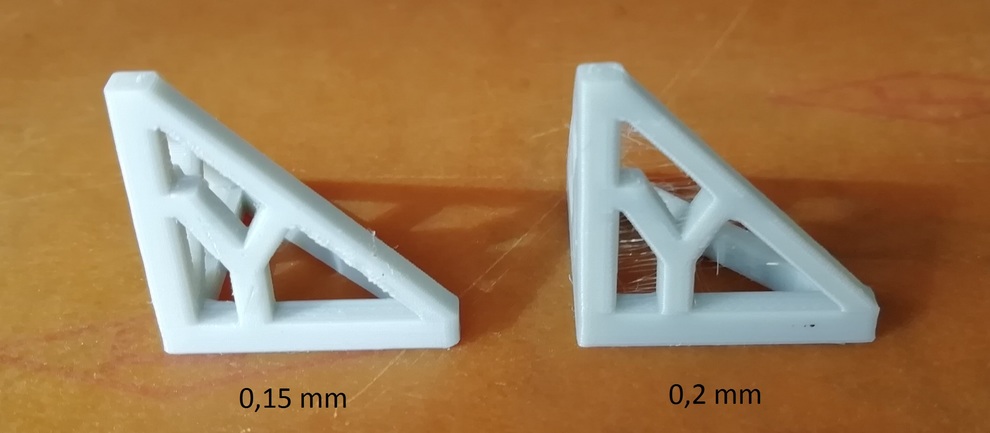
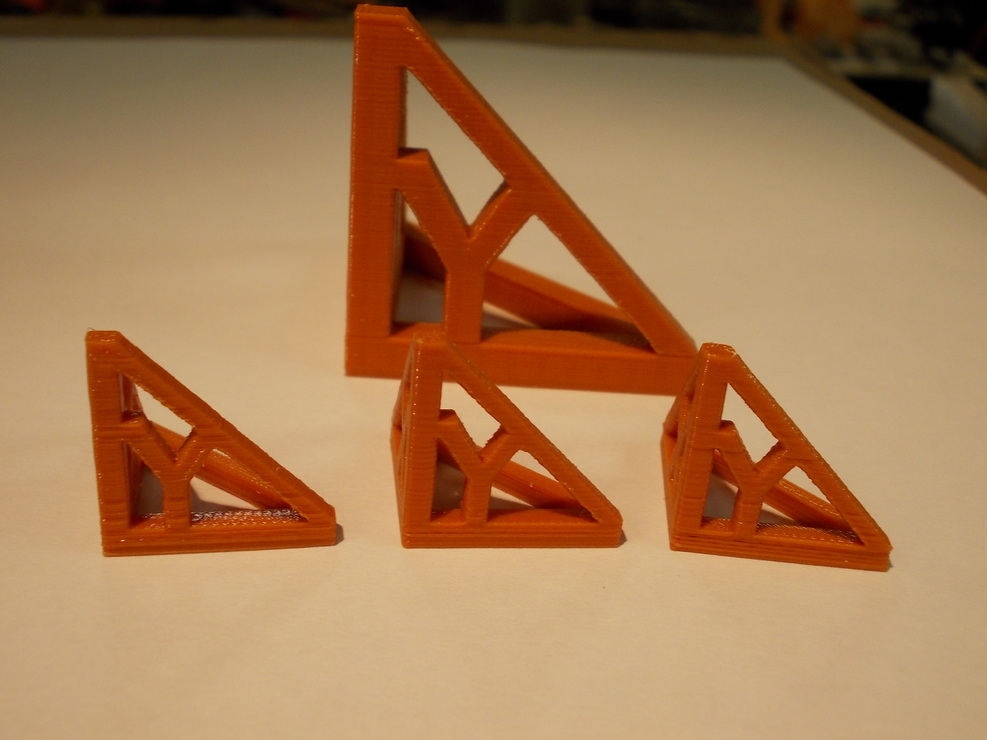
A falvastagság 0,8 volt, a rétegidőt a 0,2 változatnál módosítottam, jobb is lett. Ilyen kis területű nyomtatásnál nem szabad sietni, úgy tűnik, a hűlés fontos. Mostanában kezdtem használni a Z emelést, de mostantól csak nagyon indokolt esetben fogom. A nyomtatási idő a 0,2-esnél 18 perc volt, a 0,15-nél 27p körül.
Nézegetem így kényszer pihenés közben, hogy miket alkottok. Jók! Remélem egyszer eljutok idáig, de előbb túlkéne jutnom a programozás rejtelmein. Gondoltam így a kényszer pihenés alatt neki ugranék.AA Néztem már egy csomó videót róla, de mivel az összes angol nyelvű, így nagyon nem megy. Látom, hogy mit csinál, de érteni is szeretném amit csinálok. Én a Marlin 2.0 szedtem le és nézegetem is, de el kéne indulnom valahonnét. Tudna valaki magyar nyelvű videót ami egy kicsit szájbarágós, vagy leírást róla. Néztem a Nagy Attila féle videókat, de Ő sem az alapoktól kezdi a programozást.A kártya amire felraknám A BIG. SKR V1.3 32 bit-s.
PSoft | 18696
2019-09-23 18:02:51
[23576]
Én is így gondolom. Nyomtattam már régebben is ezt a "tesztet", talán...mutattam is akkoriban. Lényegében egy adott anyagra/filamentre, jól be lehet vele állítani a nyomtatás paramétereit. Hőfok, sebesség, folyás, visszahúzás, hűtés, stb. Most megint azért került elő, hogy pontosítsak a beállításaimon.
Régebben, én is favorizáltam a "z" emelést, szinte mindig azzal nyomtattam. Igen ám de rájöttem, hogy azzal csak "áthidalok", vagy elegánsan megkerülök más egyéb beállítási problémákat.
Írtad lentebb, hogy...
„...nyomtatás közben deformálódnak (fölhajlanak) a ferde részek sarkai.”
Lehet a hűtés elégtelensége, lehet magas a sebesség, mint ahogy írtad is... De lehet a túl rövid -beállításokban nullán hagyott, vagy alacsonyra állított- rétegidő problémája is.
Ha kevés a rétegidő, ilyen pici "vacaknál" mint ez az XYZ is volt, nincs elég ideje hűlni a rétegnek mire megint odaér a fej föléje,és már rakja rá a következő réteget. Ha kellően hosszú a rétegidő, a Cura tudni fogja, hogy lassítania kell, és meg is teszi.
Milyen falvastagsággal nyomtattál? Ilyen aprón tagolt testeknél, a falvastagság csökkentésével is lehet látványos javulást elérni, még akkor is, ha a kitöltést nagyobbra választod hozzá.
Egy mezei Nikon Coolpix-el szoktam fotózni, de telefonnal is, ha épp az van kéznél. Szerintem, azok a képek se rosszabbak, mint a Nikonos képek. Én semmit nem konvertálgatok a feltölteni szándékozott képeken, megteszi azt a Fórum rendszere helyettem.
Ez egy jó teszt volt a nyomtatónak és nekem is. Lehetett tanulni vele. Kösz, jó hogy beraktad.
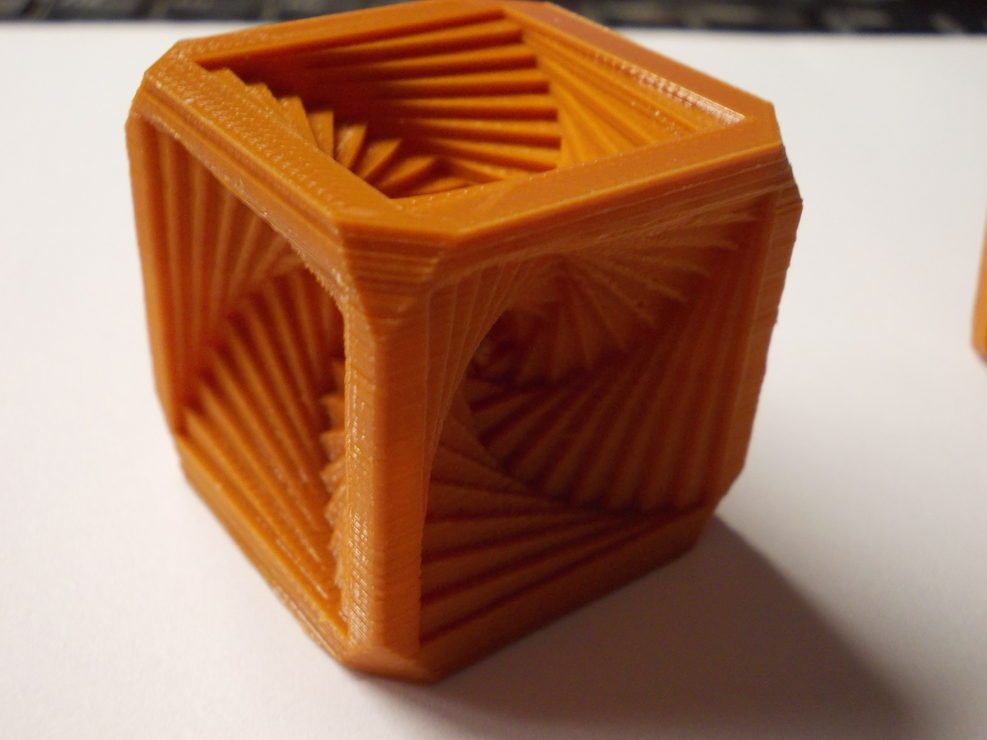
Nekem is most lett egyértelmű, hogy Z emelést csak nagyon indokolt esetben érdemes használni, pl doboz nyomtatásnál nekem, ahol keresztezi a doboz oldalát az üresjárat. Valószínűleg érdemes lesz nekem is venni 0,3 fúvókát.
Ja, és jó lenne, ha olyan éles képeket tudnánk bevágni, konvertálás után is, mint te. Lehet, hogy a telefon mégsem elég ide, nincs jó optikája!
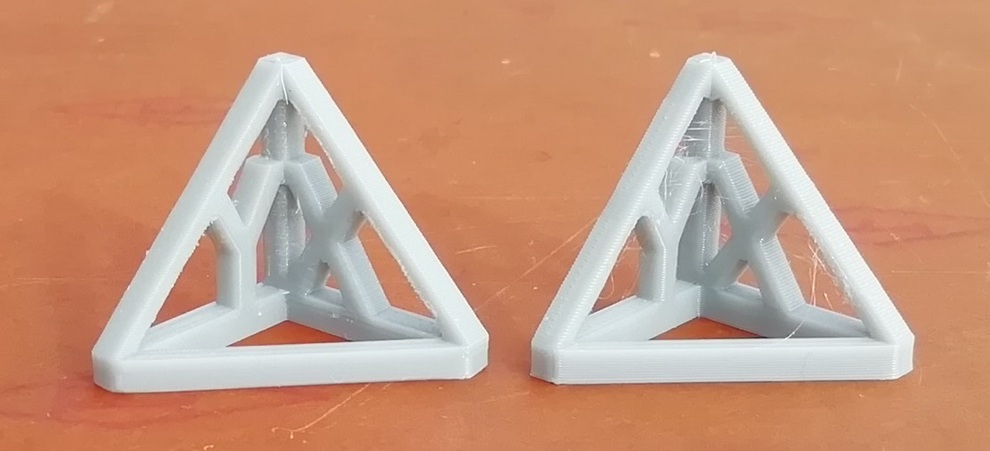
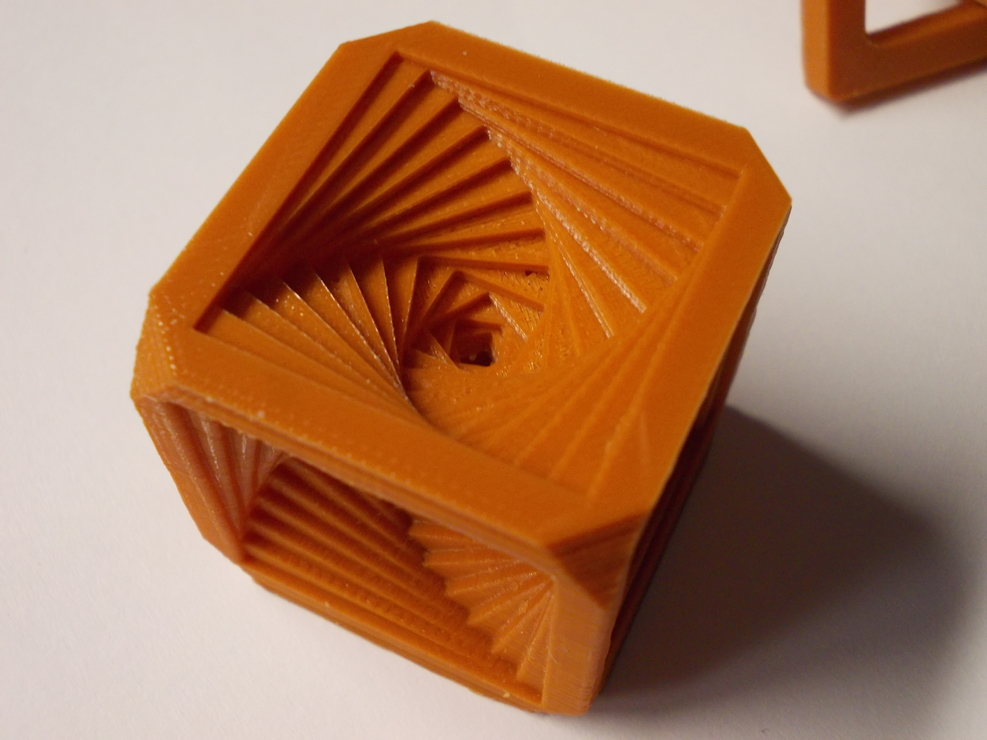
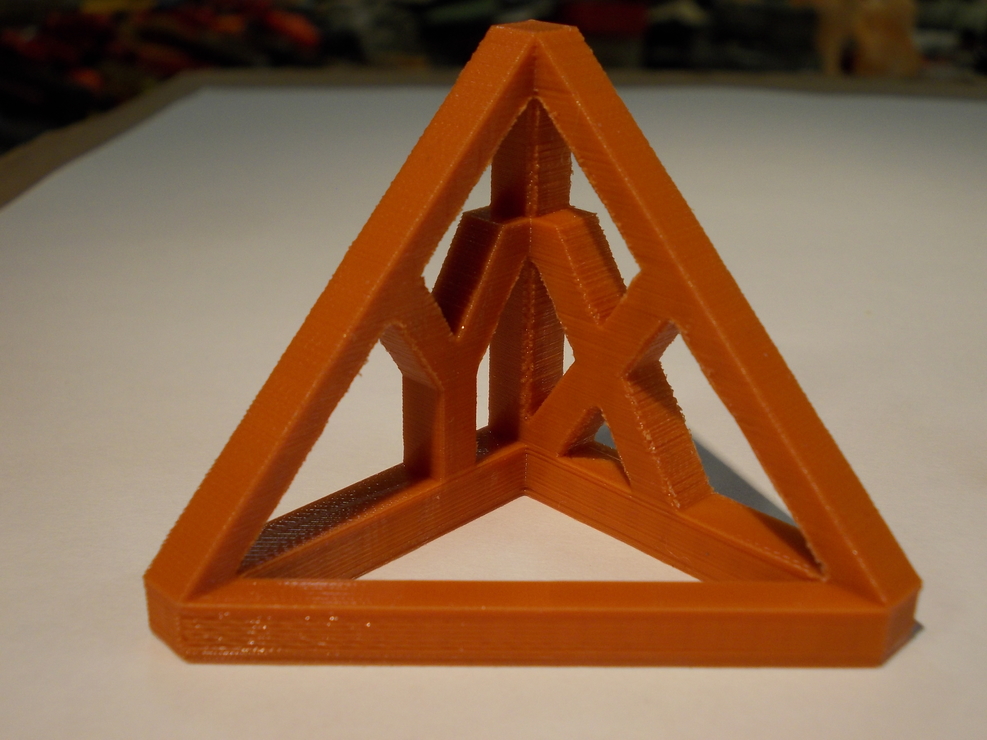
A 0,15-ös réteggel készült 20x20-as, kicsit közelebbről...
PSoft | 18696
2019-09-22 20:53:18
[23573]
Köszönöm mindkettőtöknek...
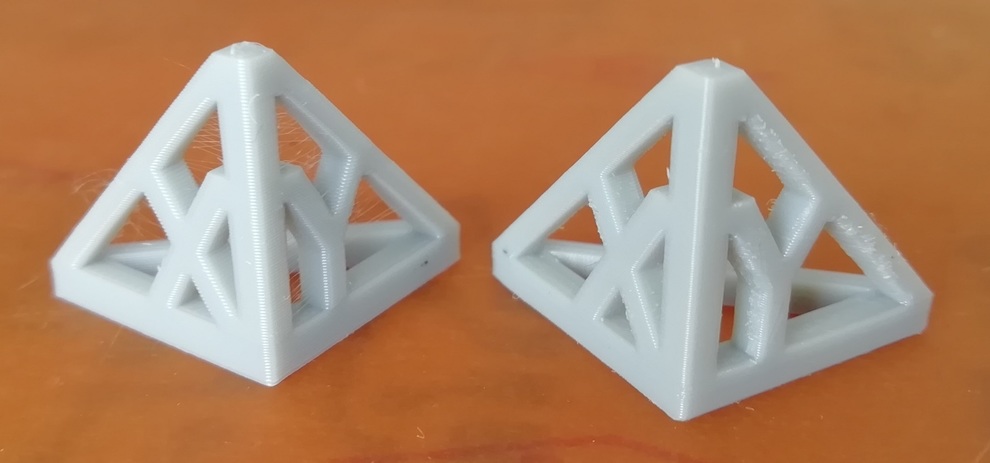
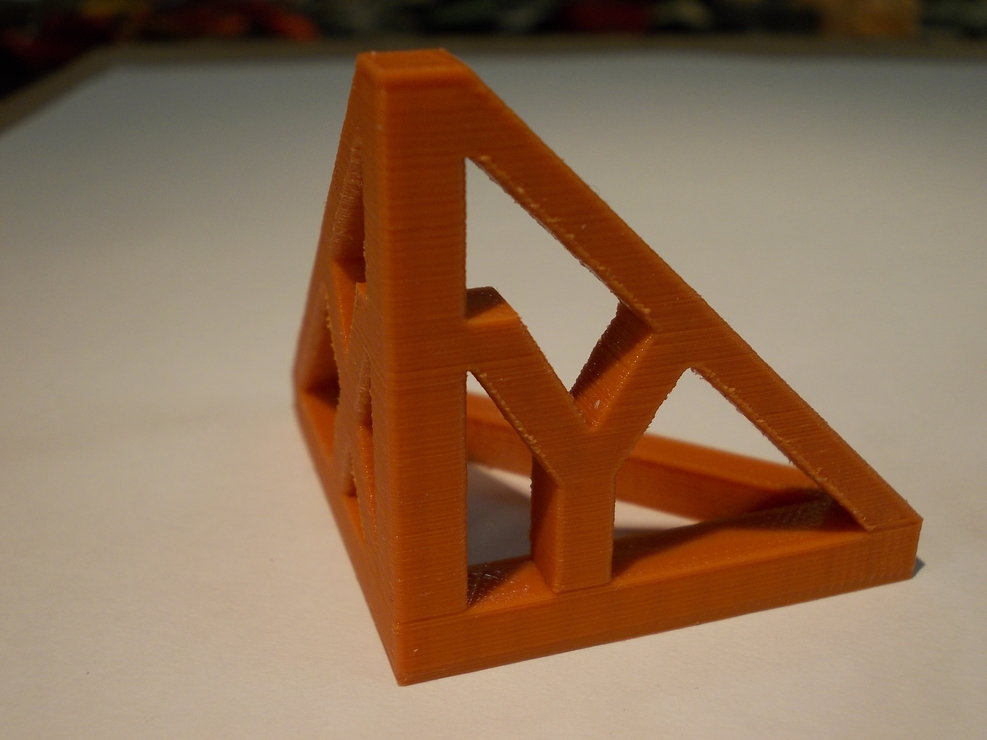
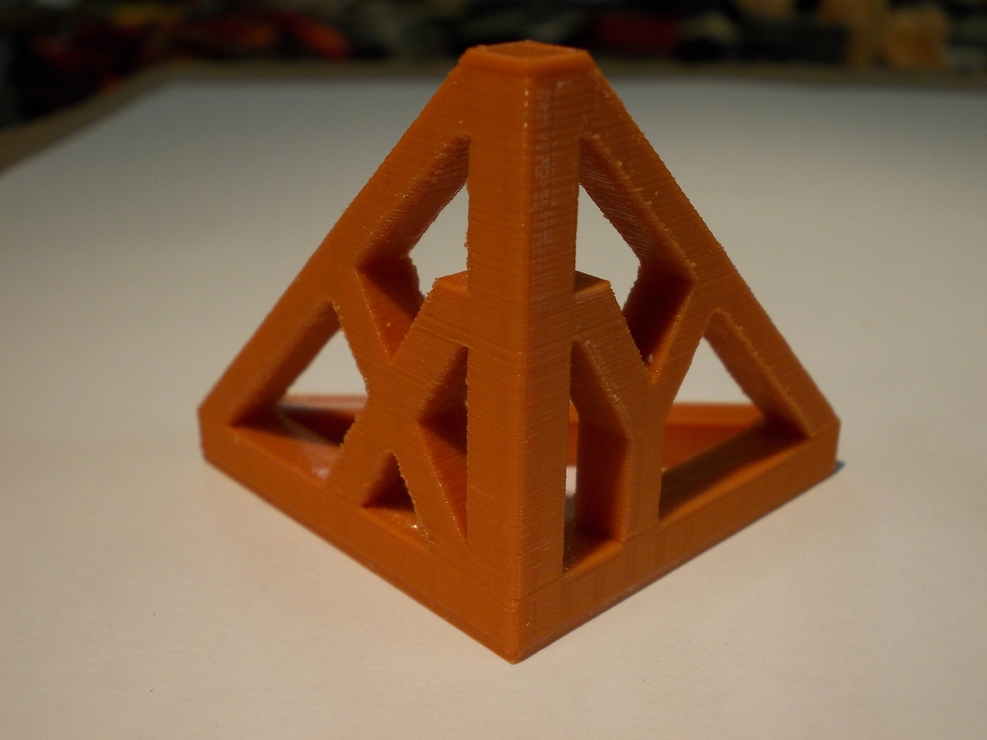
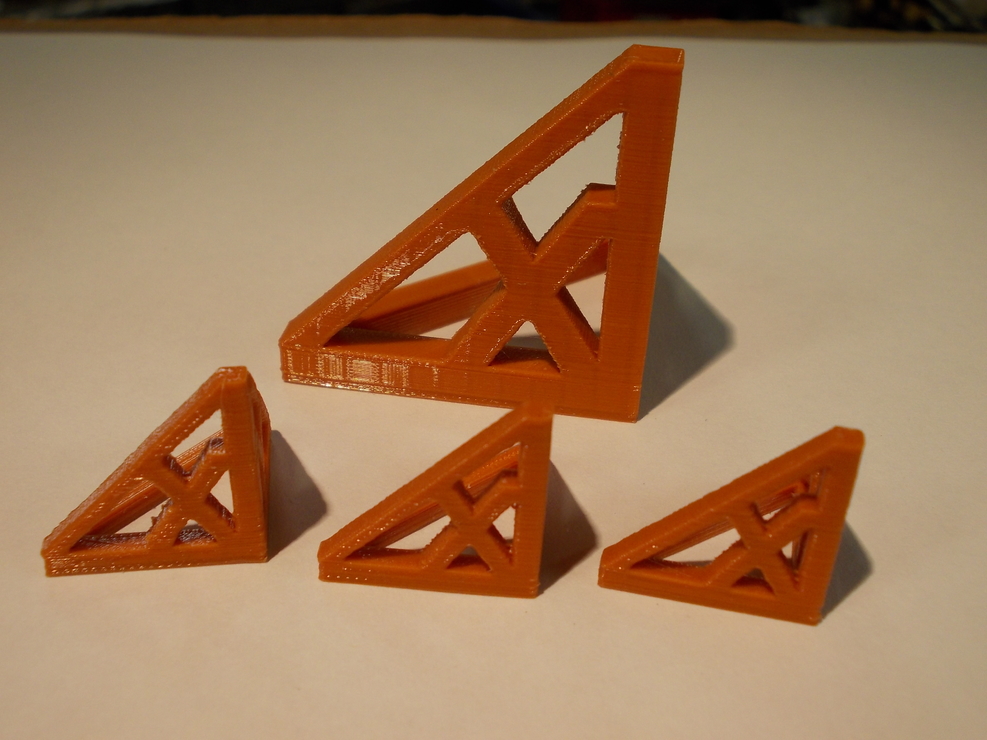
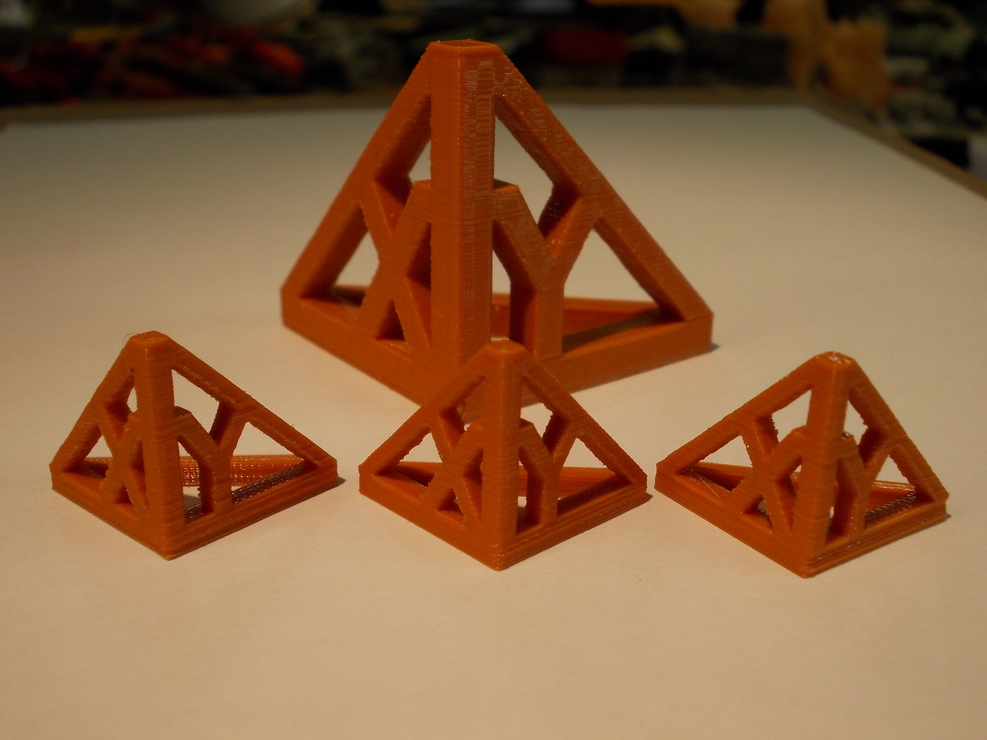
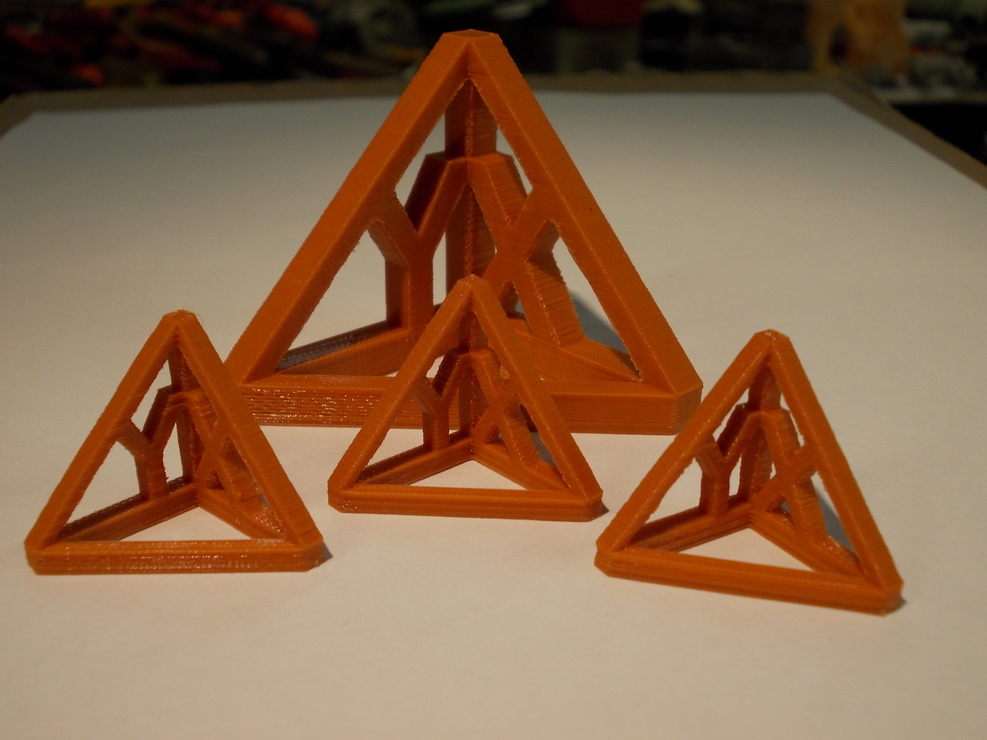
Három példányban nyomtattam a 20x20-ast, balról jobbra, 0,1 - 0,15 - 0,2 rétegvastagsággal. Egyéb paraméterek azonosak voltak, mindhárom rétegvastagságnál. Visszahúzás -dierkt extruder- 2,5 mm sebesség 30 mm/s, "Z" emelés nincs, fúvóka 0,3 mm. Számottevő különbség nincs a három nyomat között, talán, 0,15-ös réteggel készült a legjobb. A háttérben a negyedik, 40x40-es élhosszal készült, 0,15-ös réteggel, a többi paraméter ugyanaz mint a kisebbeknél.
0,15-tel nyomtatva az élek ragyásabbak, mert nyomtatás közben deformálódnak (fölhajlanak) a ferde részek sarkai. Lehet, hogy még nagyobb hűtés kellene neki, vagy ettől is kisebb sebesség.
0,2-vel szebbek az élek, mert már nem hajlanak fel a sarkok annyira, pedig ez gyorsabban lett nyomtatva. Pókhálós meg azért lett, mert visszahúzáskor a Z-t emeltem, és ilyenkor pókhálókat gyárt. Ha nem emelem, akkor nincs ilyen probléma.
MCMLXXXII | 378
2019-09-22 09:04:06
[23569]
Jelentem nekem ilyen lett az alsó rész hibátlan szerintem a többi meg hát ja Hiába van vissza húzás folyás az van + tárgy hűtés nincs 220°60° 0,1 réteg
Nem is az egész nyomtatódat legalább a fejet le modellezheted egy cad és aztán bármit meg szerkezhetsz rá... sajnos az stl végtermék..! thingiverse kényelmes de egyedi alkatrészekkel nem nyújt megoldást!
Kérlek szépen... Érdekes egy szerkezet ez...áll az asztalomon, de közben megy is, forog a szinkronmotorja, lapoz rendületlenül. Néha rápillantok, halálpontos.
Ugyanezt tudom mondani a Herz-es filamentekről is, minden paraméterében jók, még eddig nem volt gondom velük. Viszont, ha nem akarsz ősz hajszálakat, ennek a gyártónak a PLA-ját...kerüld nagy ívben. '3D nyomtatás' téma, 22828. hozzászólás
Értem én, csak az A itt a filament keresztmetszete: márpedig az r^2*PI azaz (1,75/2)^2*PI vagy (D/2)^2*PI és nem (1,75*1,75/2)^2*PI... a linken véletlenül azért lett jó az eredmény mert ott (1*1/2)^2 volt ami éppen 0,5^2...
Szóval jól számoltad ki csak nem jól volt leírva. Ha azaokkal a számokkal a beírt képlet szerint végigszámolod akkor 140W lenne az eredmény.
Nekem a devil design PET-G eddig bevált, legalább 5-6 kilónyit elhasználtam már. Nem volt gondom átmérővel vagy a műanyag minőségével. Egy nagyon kevés spectrum filamentet is használtam, az PET-G szintén, nem volt vele problémám.


 Ha mégse menne majd sikítok.
Ha mégse menne majd sikítok.
 Remélem egyszer eljutok idáig, de előbb túlkéne jutnom a programozás rejtelmein.
Remélem egyszer eljutok idáig, de előbb túlkéne jutnom a programozás rejtelmein.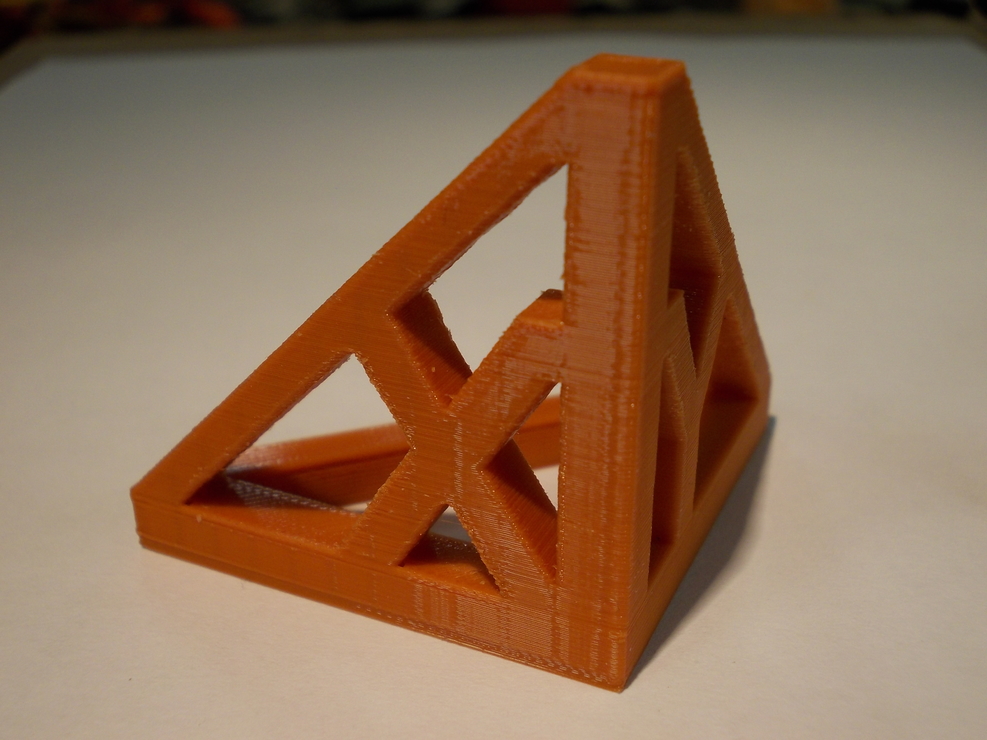
 van mit gyakoroljak
van mit gyakoroljak