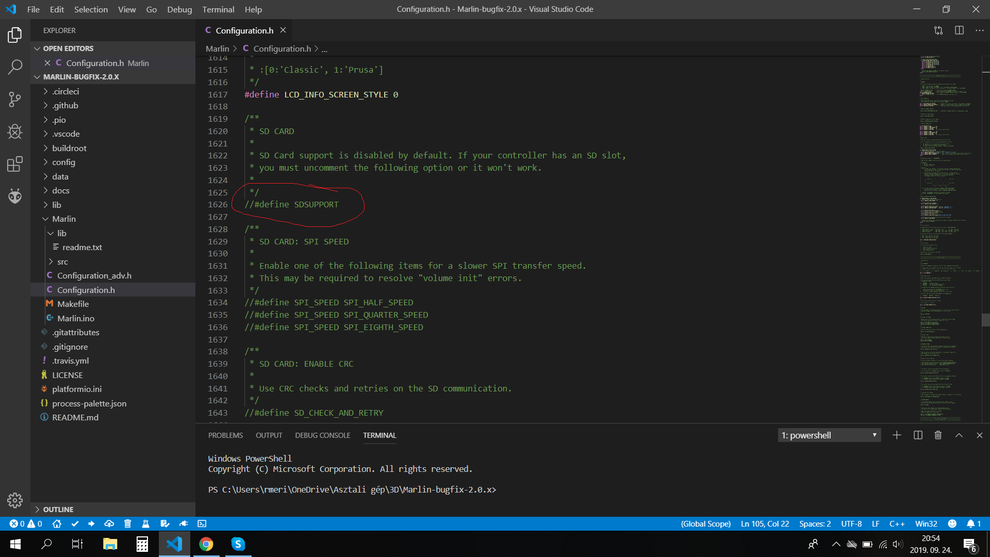
Ez is egy megoldás, de igazából a Marlin Configban kell beállítani mit csináljon a szálcsere parancsra, és akkor a szabvány M600-as parancsra működni fog.
Szia! Mivel a cura open source, így érdemes a forrást megkeresni, és azt módosítani, így tudni fogod, hogy mit is csinál a program, és nincs kompromisszum. Nálam a Cura 3.4 van fent, és ott a C:\Program Files\Ultimaker Cura 3.4\plugins\PostProcessingPlugin\scripts\PauseAtHeight.py fájlt kell módosítani. Ha kell benne segítség, szólj és megcsinálom, csak írd meg, hogy mit szeretnél, hogy pause-kor tegyen a gép.
curába réteg sript (hova szurja be) berakod ezt a kodot! Nálam a vezérlöbe van sdn és ezt hivja meg ha nyomok egy szünetet ezt marlin is támogatja az script fájl futatás M kodal!
Wanhao I3 duplikátor nyomtatóm van. Filament cserét szeretnék egy bizonyos réteg magasságon. Cura 15.02.1-et használok. A Pause plugis-al próbálkoztam de csak egy pillanatra állt meg. Szeretném, ha addig állna a nyomtatás amíg én a filament cserét végre nem hajtóm és akkor indulna, ha én engedélyezem. Van valakinek ötlete hozzá, hogy mit kell beállítani?
PSoft | 18696
2019-09-27 15:39:48
[23624]
„annyival többet tol vissza a retrakt után, hogy kompenzálja a fej utaztatás közben kicsepegett anyagot.”
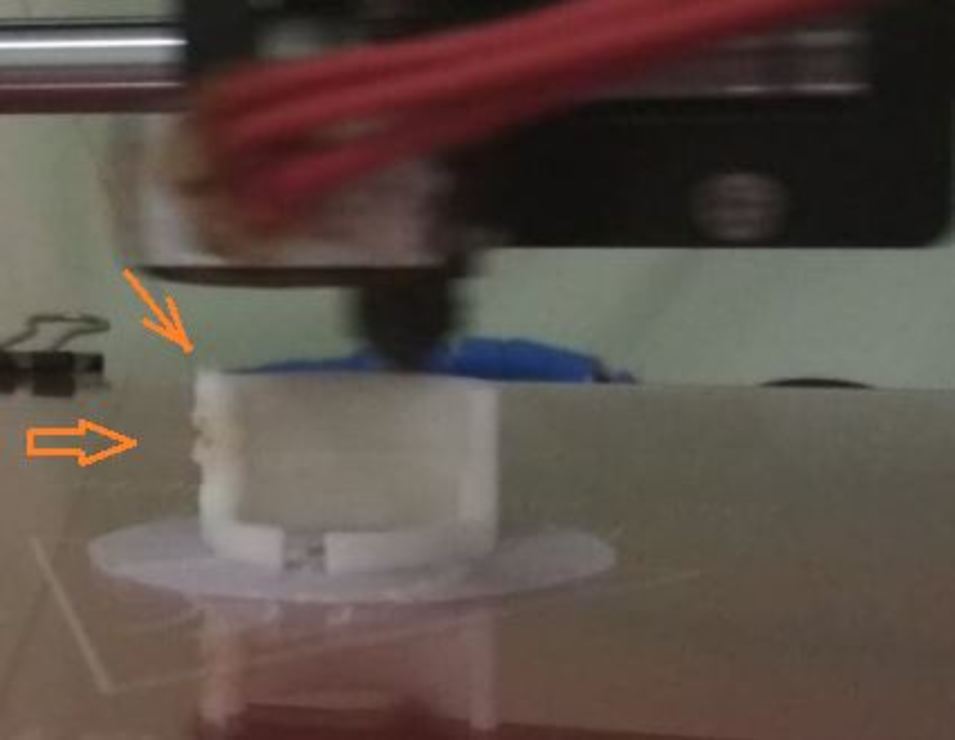
Ezt, gondolom nem így akartad írni. Ha utazás közben csepeg a fej, akkor rosszul van beállítva a visszahúzás hossza, és/vagy a sebessége. Ha ez a két érték jól össze van hangolva, akkor nem jelenhet meg utazás közben "csepp" a fúvóka végén. Ha van, akkor érkezéskor pont olyan "göböket" rak a fej, mint a mosott, alig-alig értékelhető képen is látszik.
Egyébként az utazási sebességtől is függ, hogy lesz-e ideje a következő érkezésig visszafolyni,és cseppenni a már visszahúzott szálnak. Ha alacsony ez a sebesség, bizony visszafolyhat, még amúgy jól beállított visszahúzásnál is.
Persze, ha "gravitáció mentes"-re sikerül kialakítani a nyomiga környezetét, akkor...nem!
Ennyiből tényleg nem látszik, így a nyomtatásban tanácsot sem nagyon tudunk adni, viszont fotózásban igen
-Ha sötét szobában fotózol mindig tegyél oda rendes megvilágítást ÉS a vakut is kapcsold be mellé. És minden szoba sötétnek minősül fotózás szempontjából, amibe nem a tűző nap világít be egy falnyi üvegen keresztül.
-Ne mozgasd a gépet/telefont. Legyen stabil a gép is, meg a fényképezés alanya is. Ha mozgás közben akarsz fotózni, akkor sokkal jobb gép kell hozzá, és még több fény, a lehető legrövidebb záridővel.
+1 Valószínűleg túl sok anyagot nyom. Kalibráld be rendesen a nyomtatót kezdésnek. A továbbított szál hossza pontosan annyi legyen amennyit beírsz. Aztán jöhet a teszt tárgyakon a sebesség, hőmérséklet, flow korrekció. Retraktot is teszteld. Olyan értékre kell állítani ahol elkezdi abbahagyni a szál húzást. Nagyobb értéktől könnyeben beragad, szóval érdemes minimumon tartani Ehhez használj kalibrációs tárgyakat. Pl. két egymás mellett lévő négyszög keresztmetszetű oszlop szimpla falvastagsággal kitöltés nélkül, jó teszt a Retraction distance és a Rectraction extra prime amount paraméternek. Előbbi a visszahúzás hossza, utóbbi, pedig azt csinálja, hogy annyival többet tol vissza a retrakt után, hogy kompenzálja a fej utaztatás közben kicsepegett anyagot. Ha ez nagy, ez is tud bogyózni réteg kezdésnél, ha kicsi akkor meg hiányos lesz az anyag. Ez kisebb alakzatoknál feltűnőbb.
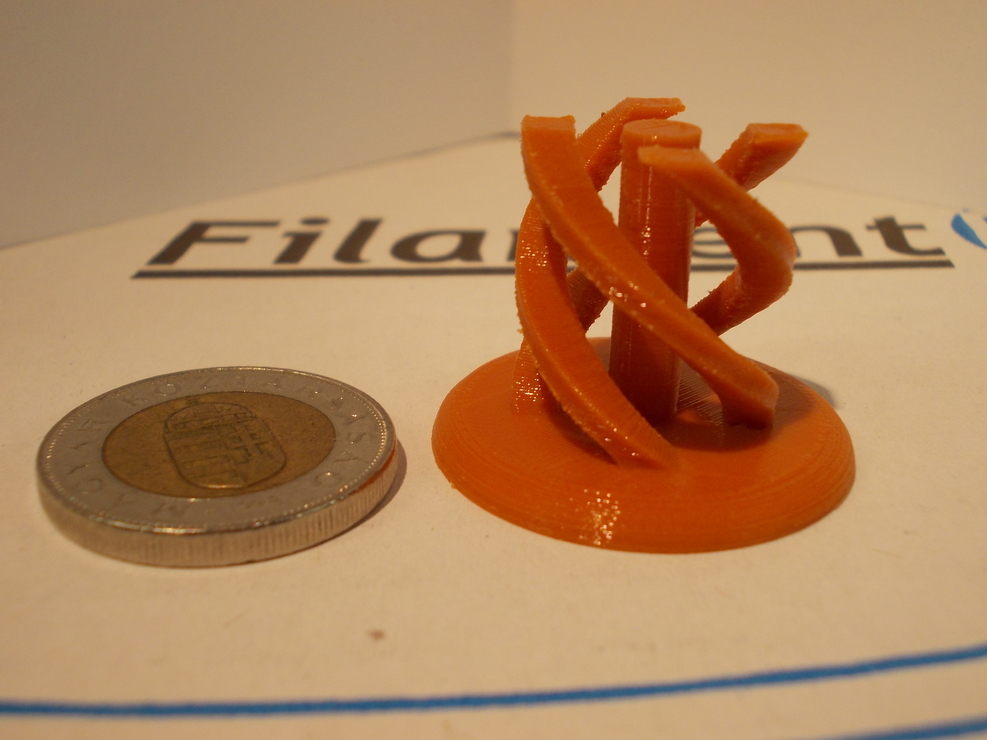
Egy élesebb kép sokat segítene mert én így nagyon nem tudok kivenni belőle sok mindent ( lehet a reggeli kávé hiánya), olyan mintha még hullámos is lenne a felület.
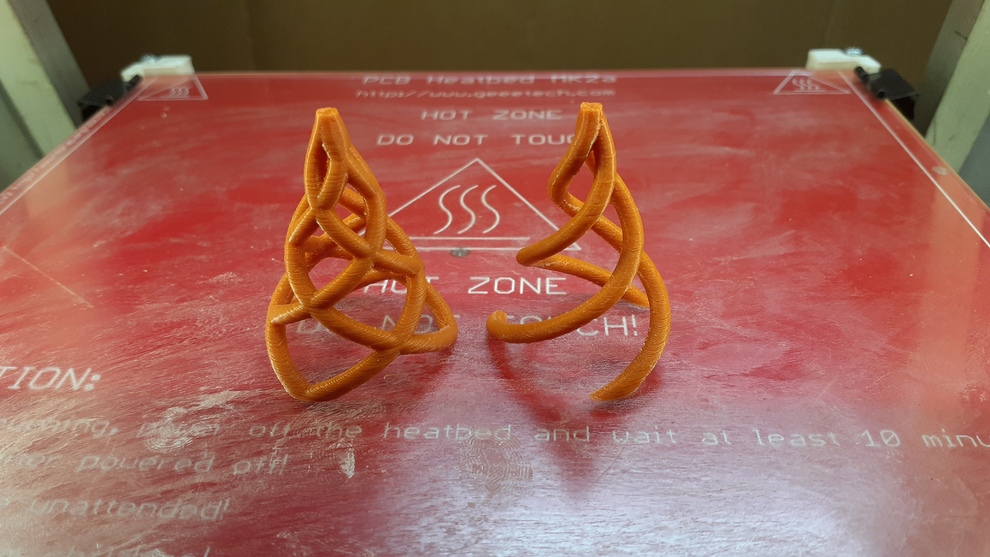
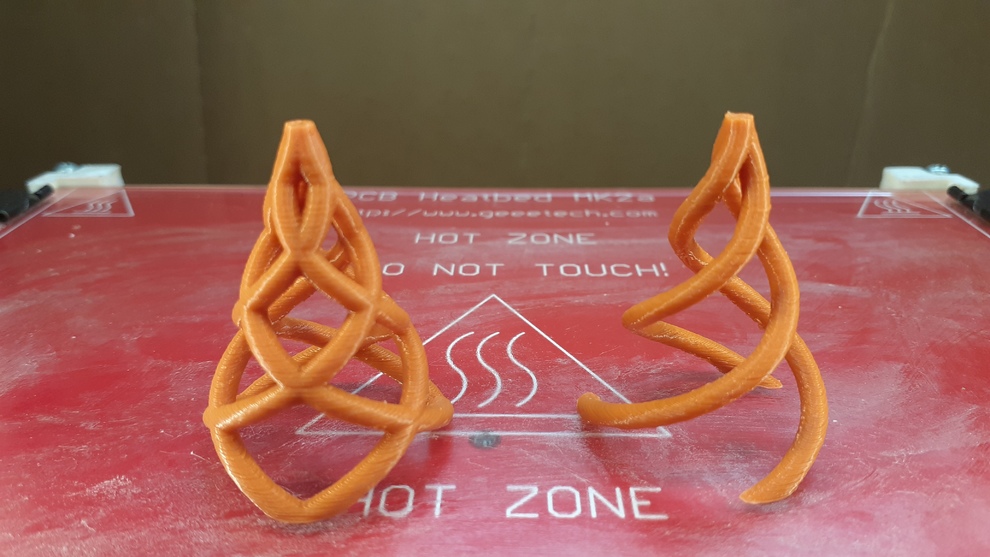
Tudja valaki, mitől keletkezhet a többlet anyag a bal szélén? Főleg vékony alkatrészeknél jön elő, hogy egyik oldalra "gombócot" tesz. Bekezdésnek gondoltam, de már nem tudom.
Üdv! Egy kis próbálkozás. PLA 220 fokon,40 mm/s. asztalon maszkoló szalag lakkal.
Törölt felhasználó
2019-09-26 20:10:16
[23619]
Köszönöjük átadom!
Előzmény: Szalai György, 2019-09-26 19:34:49 [23618]
Szalai György | 9544
2019-09-26 19:34:49
[23618]
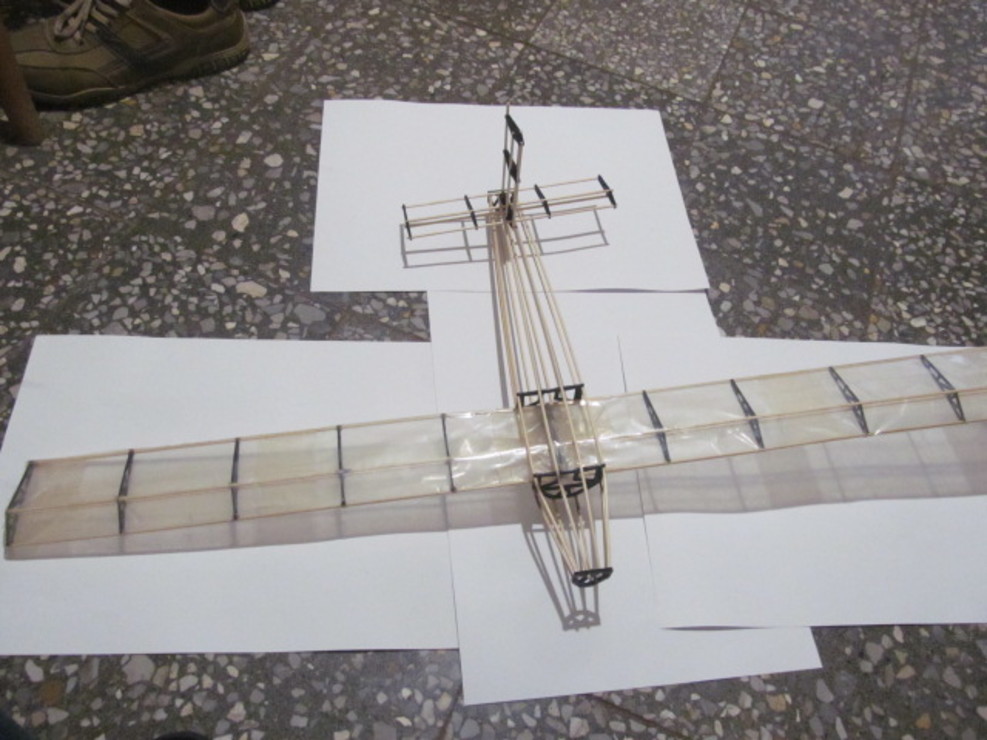
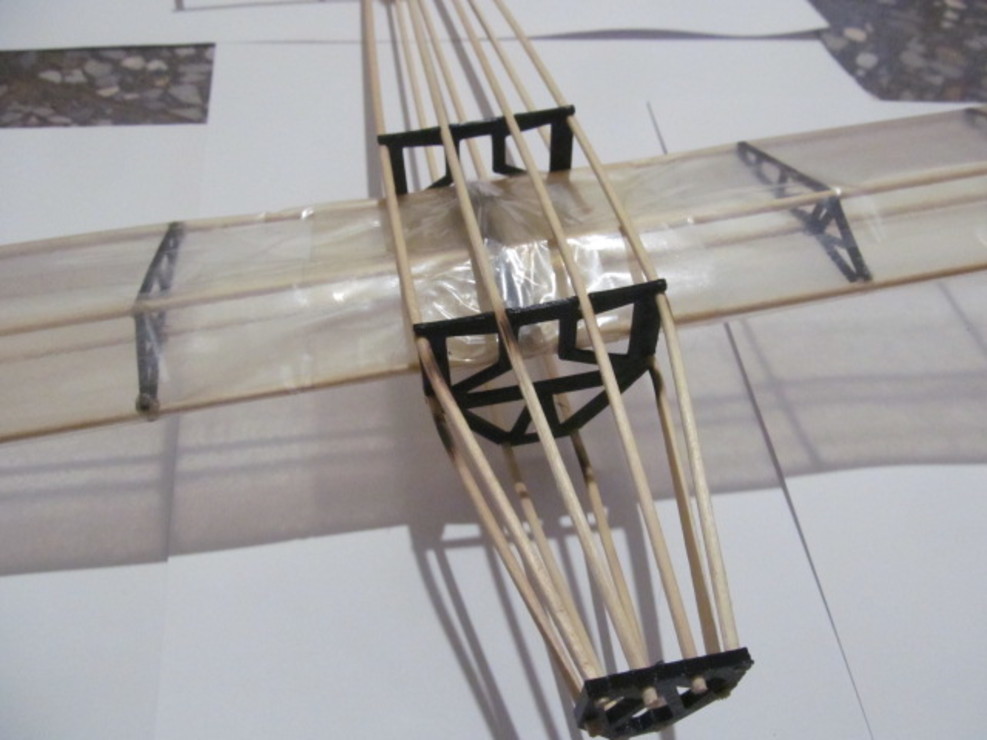
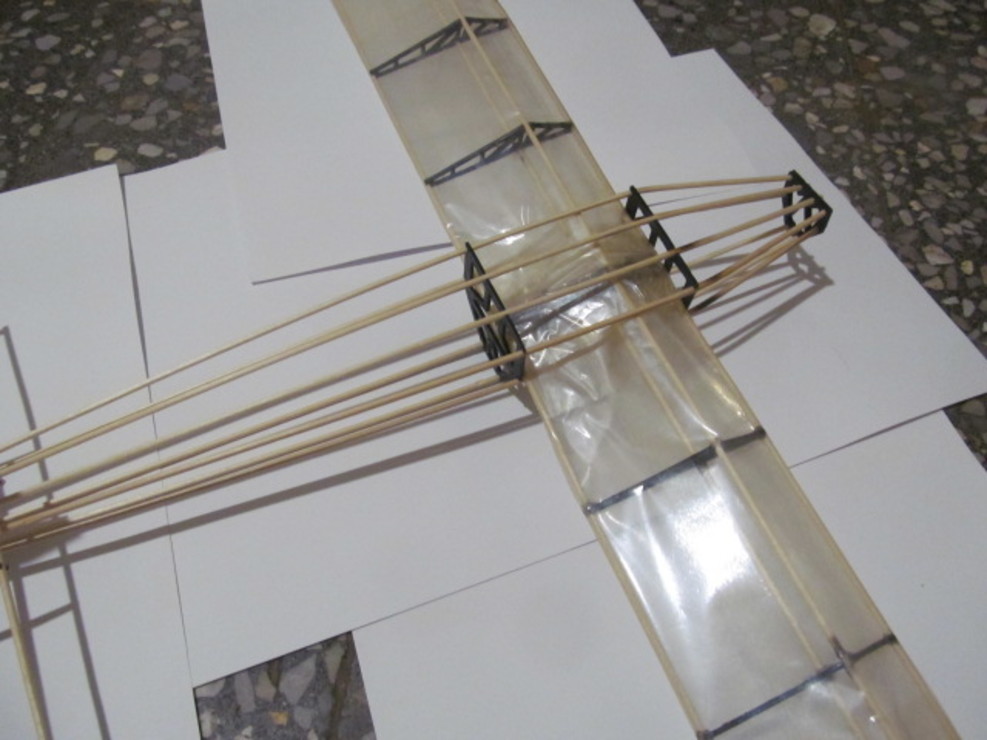
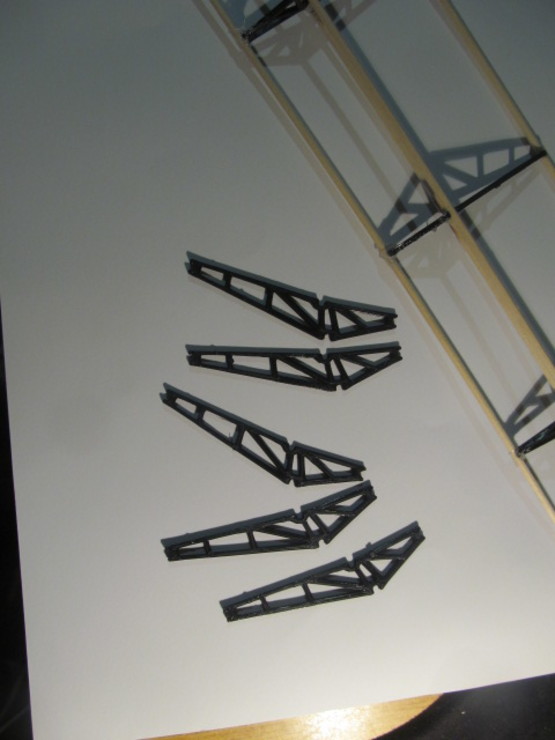
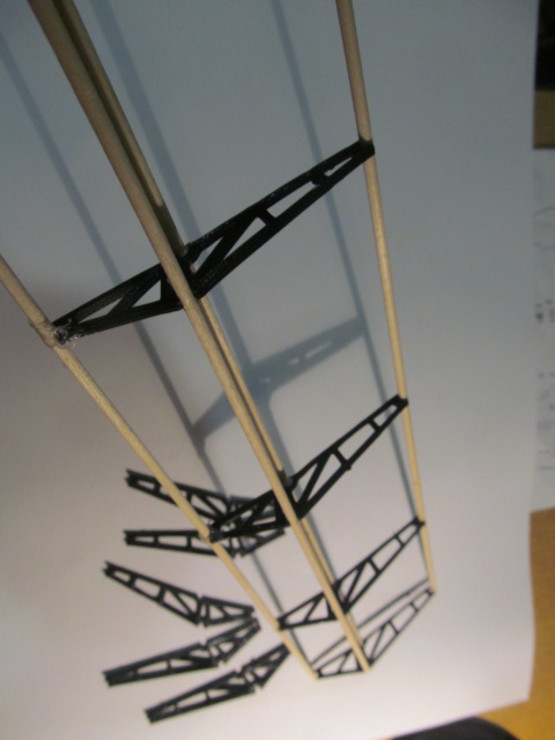
Gyönyörű igényes kézi munka. Sajnálnék belevágni, de harapnám. Ilyet csak az olyan ember készít, aki élvezi is az aprólékos alkotás folyamatát. Ezt az örömöt, lehet nem adná oda a CNC kedvéért.
Még pár "finomhangolás" itt-ott... Még pár "tesztnyomat". Mostmár talán...megint nekem is tetszően működik a masina. A 20x20 mm-es élhosszú "lyukas kocka" függőleges szárai a legvékonyabb résznél, kb. 1x1 mm keresztmetszetűek. 0,15-ös réteggel ment mindegyik nyomat.
A J4 jumper az 5/3,3V a végállás kapcsolóknak a tápfeszültségét határozza meg ha aktív végállás kapcsolóid vannak. Ha 3,3V-on van akkor ez is okozhatta, hogy nem ment megfelelően az optós végállás kapcsoló.
A J1 a Bootloader-hez kapcsolódik, szerintem nem kell(ene) piszkálni, bár a funkciójára vonatkozóan nem találtam semmit pillanatnyilag. Annyit megjegyeznék, hogy a Kínai MKS SBASE és az eredeti Smoothieware lábkisosztása a rajzok szerint eltérő ehhez kapcsolódóan. Az MSK rajzán az I-boot a 2.10 portra (53)láb van tervezve míg az eretedi doksiban a 2.10 port, de 51-es láb. Szóval valamelyik rajz nem OK. igaz vezérlő adatlapját nem néztem meg.
Lehet javitotak modszeren ha sdn észleli a bootloader a firmware álományt dc inditáskor elinditja a feltöltést! vagy dc inditáskor előt reset gomb lenyomása is lehet (flashalési mod) kiválasztás ennek olvas utána... más nem jut eszembe
A Legjobb videót linkelted be :D Na itt átrak egy piros jumpert 5,5V-USB re. Az én lapomon nincs ilyen felirat. ez miatt akadtam el, hogy itt mitévő legyek. Valamint kell egy usb-s kártyaolvasót szereznem. :D Az én lapomon egy 3-5,5V és egy 16-32 bites jumper van.
Igen korrekt módon leírja, de jobban szeretem nézni, találtam is rá egy hasonló videót.
Viszont az mks lapon nincs jumper amit át tudnék rakni usb re
Formázás 3. pontja keresse meg a piros áthidalót a re-arm táblán az alaphelyzetbe állító kapcsoló mellett. Mozgassa az áthidalót az „USB” (jobbra) helyzetbe, hogy a táblát az USB-port táplálja.
ugye ha jól értem itt már a lapon kéne állítani,na de mit ha nincs jumper ?