Hümm. Az érdekes, mert abban már ez a hiba elvileg ki van javítva.
Még az lehet, hogy van egy engedélyezett tengelyed, amit nem home-olsz.
Mindegy, itt egy frissebb változat. Ha ezzel sem jó, akkor megvizsgáljuk alaposabban, mert biztos valami egyszerű dolog lesz, ami most nem jut eszembe.
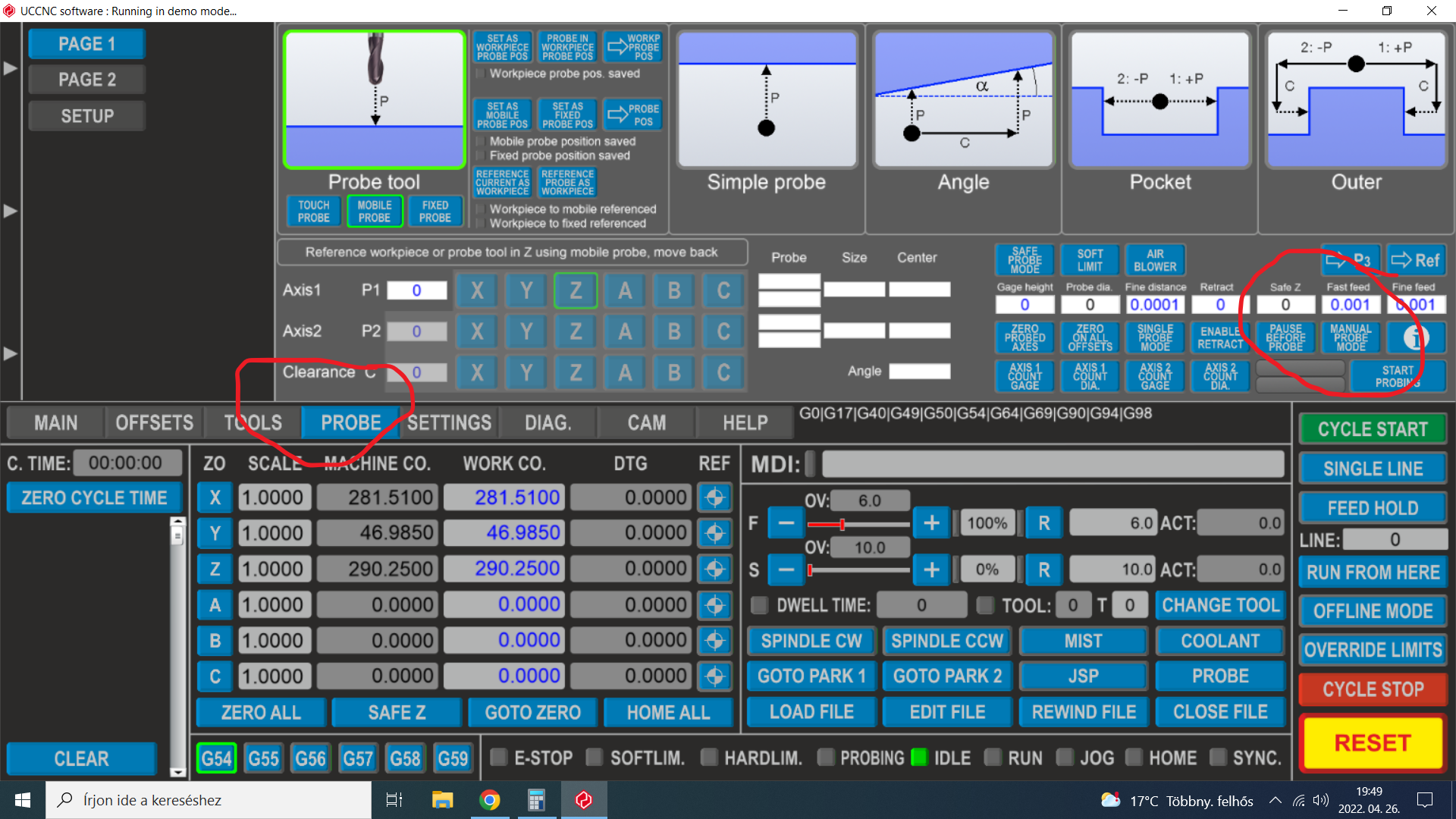
dezsoe Kérhetem a segítséged a szerszámbemérő beállításában? Úgy tűnik hogy minden doksit, fórumbejegyzést, még a stepcraft doksiit is elolvastam, de elakadok. Itt részletesen leírod, hogy mit hogy kell, de más az első lépés sem valósul meg, mert homing után közvetlenül azt mondja, nem volt homolva a gép.
dezsoe | 2934
2022-06-17 08:57:39
[8922]
Az UC300-on keresztül nem nagyon fogsz abszolút enkódert olvasni, az valamilyen soros és/vagy Modbus kommunikáció lesz. Ha megvannak a koordináták, akkor több módja is van, hogy felhasználd. A legegyszerűbb, ha egy makró beírja az adott tengely "Write offset on homing" mezőjébe a tényleges koordinátát, meghívja az "Apply settings", majd a megfelelő referencia gombot. (Ilyenkor nem adsz meg referencia bemenetet.) A gép mozgás nélkül elvégzi a referenciafelvételt és beírja az adott tengelyhez a tényleges koordinátát.
Nos frissitve lett a gèpe erre. En a macrot meghagytam meg a parancsikont is.
Szepen el is indult, jo verziot ír, csak kezibe megmozgattam mind a 3 iranyt, működik, mentem tovabb.
Ma megyek vissza, mert automatàban rángatta a gépet, csak ennyi infom van eddig.. tipp ötlet? Van backup, de ez fura nekem. Eddig sosem frissitgettem, megkertek rà. Ez mar az 5. Gèpem amit osszekalapaltam, de ilyet sose tapasztaltam.
Ez így nagyon kevés információ. Az új verzió telepítése: miről mire frissítettél? Hogyan frissítettél? Ugyanazt a profilt használod, vagy újra beállítottad?
Nem indul, indexjel van: az UCCNC-nek az index kevés, meg kell lenni az A és B jelnek is, ráadásul megfelelő sorrendben. Ha mindhárom be van állítva, akkor próbáld a Reverse enc. dir kapcsolót átkapcsolni.
A Mach3-nál a működéséből adódóan nem lehetett a buffert 1sec-nál kisebbre venni. Ezért ott kb. 1sec késik a reakció a Feed állításnál. UCCNC-nél másképp működik, ott a "Gen. Setup"-ban állítható az előpufferelés ideje, mely alapbeállításnál 0.1sec. De ha kell, egészen 0.05sec le lehet menni vele. A tapasztalatok szerint a 0.1sec beállítás is már azonnali reakciónak érzékelhető.
Nem tudom, hogy a Mach3 mennyit vacakol, az UCCNC azonnal reagál. Az "azonnal" természetesen úgy értendő, hogy azért a poti értékét be is kell olvasni és fel is kell dolgozni, de a technikai határok figyelembevételével gyorsan reagál.
Ja bocsi nem olvastam végig. HSM-hez nekem működik a Fusion postja és, ha jól emlékszem, akkor próbálgattam a verziókat, mert nem mindegyikkel működött.
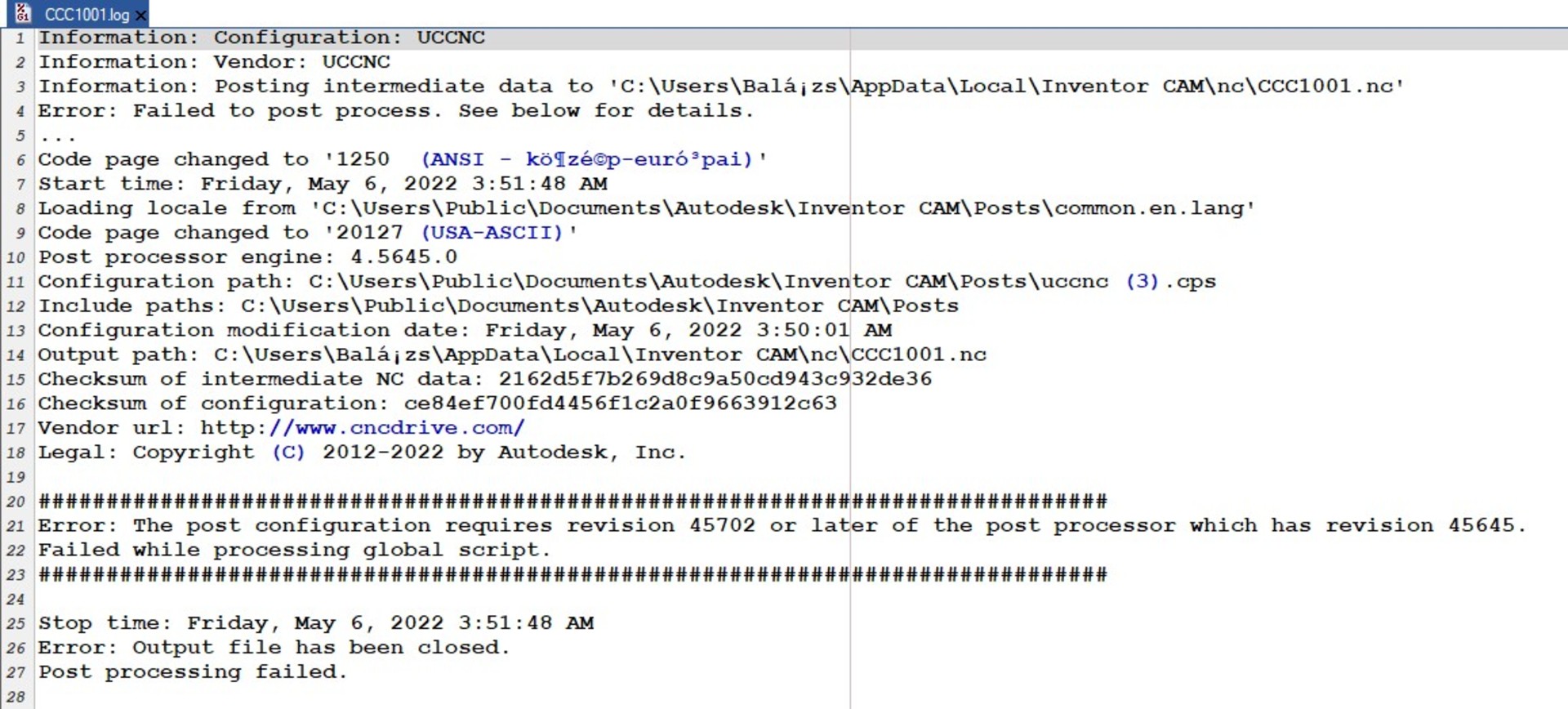
Sziasztok! Használ valaki Inventor CAM (2021)-et? Program postolásnál a képen látható hibát írja ki. Elvileg a legfrissebb elérhető post processor van letöltve UCCNC-hez innen: https://cam.autodesk.com/hsmposts?
Tudom hogy a Fusion 360 elvileg ugyanez és ingyenes is, viszont Inventorban lényegesen gyorsabban fut le minden és stabilabbnak tűnik, örülnék ha ebben tudnék CAM-ezni.
Előre is köszönöm ha van valakinek ötlete!
Autotec1 | 593
2022-05-04 21:26:42
[8890]
Köszi a felvilágosítást. Lényegretörő és építő volt …………………………..
Ha bármi probléma lenne vele, akkor már elég sokan jelezték volna az elmúlt igen sok év alatt. Bátran kijelenthetem, hogy olyan nincs, hogy nem veszi figyelembe. Olyan viszont szokott lenni, hogy a nagyon okos CAM program beírja a kódba, és hiába váltasz át indulás előtt, a kód visszakapcsolja.
Ha nincs elektronikus probe bemeneted, akkor be kell kapcsolni a Manual probe mode kapcsolót. Minden más ugyanaz, mint ahogy leírtam. Ilyenkor kézzel (tekerővel, akármivel) oda kell menned a mérendő pontra és újra megnyomni a Start probing gombot. (Villog, várja, hogy megnyomd.) Azt, hogy melyik tengellyel és melyik irányban kell menned, azt kiírja (villogó felirat).