Ja, kevertem a Makerbot és Ultimaker konstrukciót. Utóbbinál tényleg szívás az a kereszt tengelyes megoldás mert muszály siklócsapágyat alkalmazni, amivel nem egyszerű jól megcsinálni.
Máskülönben meg az Ender, pontosabban az eredeti Prusa mozgó asztalos konstrukciója sokkal pontosabb elrendezés mint az Ultimakeré amúgy az én gépem is ilyen ultimaker jellegűek, csak CoreXY hajtással.
Gondold el, nekem a híd mozog, jó nehéz, hajlik a tengely. A tiednél nincs ilyen gond. Lényegében a fej mozog egy álló tengelyen, így nagyon kicsi a mozgó tömeg, illetve tőle függetlenül az asztal mozog, de ez sem nehéz és a dinamikus erők is a párhuzamosak a lineáris csapágyazással, így ez is minimálisan terheli.
Bevallom a mozgó asztalos konstrukció soha nem tetszett, mert mozog a tárgy ami úgy véltem hibára adhat okot, de kiderült hogy nincs ennek akkora jelentősége, leginkább előnye, főleg ha precízen és lassan nyomtatsz.
Mondjuk ha ilyen gondjai vannak az Ultimakernek akkor nem csodálom hogy tetszik az Ender3
A kissebb motor azért lehet neked jobb, mert a meghajtók jobban passzolnak hozzá, és kisebb a rezonancia (amiről Tibor is beszél, hogy jobb a hajtás méretezés)
Nekem mindenhol kínai golyóspersely van. Tengelyt viszont itthon vettem jó minőségűt. 12mm vastag, mert a hurkapálcikákban én nem hiszek. A motorjaim 4Nm-es böszme nagy dögök. Ez volt kéznél, viszont rendes meghajtókkal dolgozik. Acél szíjjal. Szépen beállítgattam és gyönyörűen dolgozik.
Persze a lineáris vezetékeknél alap hogy kottyanásmentesre és feszülés mentesre építettem, illetve állítottam. Nagyon sokat tököltem ezzel, illetve a derékszög is sokat dolgozott.
A másik gép csupa kina vacak alkatrész, 8-as tengely, meg golyós persely, gumi szíj, gyenge motorok. Természetesen itt is ügyeltem a kottyanás és feszülés mentes lineáris vezeték rendszerre. Volt olyan csapágy amit kidobtam pl, illetve volt amiben golyót cseréltem, mert Ennél a meghajtókkal kínlódtam a legtöbbet, mert nem passzoltak a motorokhoz, és elképesztő nagy vibrációval jártak, de mostanra megtaláltam rá a megoldást (fast decay üzemmóddal jó lett, illetve raktam bele TMC vezérlőt ami sokkal jobb minőségben vezérli a motorokat)
Ez is gyönyörűen dolgozik, pedig egy silány hurkapálca az egész, zéró merevséggel, de mégis kifejezetten jó lett a szerkezet.
Amúgy én is megjártam a lötyögő fejjel...így jár az ember ha nem saját magának tervezi az alkatrészeket.
Én is sokat gondolkodtam ezen, hogy hol a titok, és ezekre jutottam.
Az Ultimakert, mikor megvettem, nagyon sávosan nyomtatott. A függőleges nyomtatásokban kb. 2 mm-es törések voltak (amivel ti is szenvedtek). Ezért nyomtattam a dobozokat amikor csak lehetett ABS-ből, mert azokon a hullámokat szépen ki lehetett javítani kaparással, szikével. (Az Endernél már kaparászni se kell. Ha van is hiba, nagyon minimális, nem érdemes hozzányúlni.)
Először azt hittem, hogy szoftverhiba, mert olyan durva volt. Aztán kiderült, hogy a fej nagyon lötyög, ezt orvosoltam átmenetileg egy nyomógörgővel, ami nem engedi lötyögni, ezzel sokat javult a helyzet. Utána kicseréltem az acél szálas szíjat gumi szíjra (az Enderen is ez van). Műanyag csapágyakat csináltam újakat. Az asztalt egy rugóval feszítem oldalra, hogy ne tudjon lötyögni, ez észrevehető javulást hozott, de még mindig nem olyan, mint az Ender, mert még mindig van lötyögése a csapágynak. Ha szoros illesztést csinálok, akkor nehezen jár, ha meg azt akarom, hogy könnyen járjon, akkor már lötyög. És túlságosan lelóg a fej a mozgatósíktól, ezért ha a csapágynál van 0.02 mm mozgás, az a fúvóka orránál már akár kb. 0.1 mm is lehet.
Aztán a motor az Enderben fele nagyságú, mint az Ultimakerben, csak az Extruder motor dupla méretű, vagyis olyan, mint az Ultimakerben. Lehet, hogy a forgórésznek a tehetetlensége is közrejátszik, az egyiknél kisebb, a másiknál nagyobb a szíj által okozott hullámzás. Az Endernél ez a bizonyos hullámzás, amit talán a szíj okoz, szabad szemmel legtöbb esetben nem észrevehető, nagyítóval bizonyos fénytörésnél azért láthatóvá tehető. A layerek 0.2-es rétegzéséhez képest már elhanyagolható.
A nyomtató beállításánál, amire figyelek, a szíj ne legyen túl feszes, de ne is legyen laza. Az Endert is így állítottam be. De ezt gondolom más is így csinálja. Az Endernél a vezetőgörgőket szintén úgy állítottam be, hogy ne legyenek szorosak, csak épphogy forogjon a mozgáskor. Így nem deformálódik, és nem is kopik annyira. A Z tengely egytengelyűségét, amennyire pontosan lehetett, beállítottam a vázhoz képest. Nincs rajta kotyogásmentes anya, sőt egy nagyon kicsi (talán 0.1-0.2 mm) játéka is van. A Z orsónak nincs felső csapágyazása, és egy merev kuplunggal csatlakozik a motorhoz.
Ami igazi különbség a két nyomtató között a csapágyazás, és hogy kisebb teljesítményű motorok vannak rajta, ez esetleg a kisebb tömegű forgórészével hozzájárulhat a szebb nyomtatáshoz?
Bár én a mozgó asztalos nyomtatótól féltem az asztal tehetetlensége miatt, de nagyon kellemesen csalódtam, igaz, hogy én mindkét nyomtatónál a külső széleket 25 mm/s sebességgel nyomtatom, hogy a mechanikus hibák hatását is lecsökkentsem.
Ezek az én meglátásaim és tapasztalataim, nem azt mondom, hogy biztos ez a tuti, de abban biztos nem tévedek, hogy ha egy nyomtató kotyogásmentesen könnyedén megy, az csak jót tesz a nyomtatásnak.
Józan ésszel ha látod hogy lötyög, vagy gyenge, akkor teszel ellene. Idővel ki tudod korrigálni a nyomtató minden hibájt okozó részletét, illetve rájössz apránként hogy lehet szépen nyomtatni.
Mindez egy műszaki ember esetében mint te, csak azon múlik hogy fordít e elég időt erre.
Köszönöm az elismerő szavakat, de valójában az Ender 3 nyomtatóé az érdem, nekem csak a precíz összerakásban és a nyomtatás paramétereinek beállításában volt szerepem.
Törölt felhasználó
2020-01-24 19:09:11
[25190]
Köszi a 9.5 mm-es adatot, így ~ 0.8 mm a "hupli táv" jön ki a kép alapján, ez pedig stimmel a szíj áttételed és az 1.8 fokos kétfázisú léptetőmotorod pólus periódus hiba távolságával.
Ez azt is jelenti, sajnos túl "zajosak" az X, Y motorjaid fordulatszáma, próbálkozz egy másik (jobb minőségű) motorral/meghajtóval első körben.
A "hupli csúcsok" távolságát, igazából nem tudom pontosan mérni. Csak hozzávetőlegesen tudsz számolni, a hatszög laphossza ~9,5 mm. A nyomtatási sebesség a szeletelő szerint 60 mm/s volt, amire még "toltam" manuálisan 40%-ot.(ez igaz volt mind a négy alakzatra) Tudom, kicsit gyors volt, de épp akkor...türelmetlen is voltam. Meg régebben...nem is okozott az ekkora sebesség ilyen problémát.(a problémát, a "rétegződésre" értem)
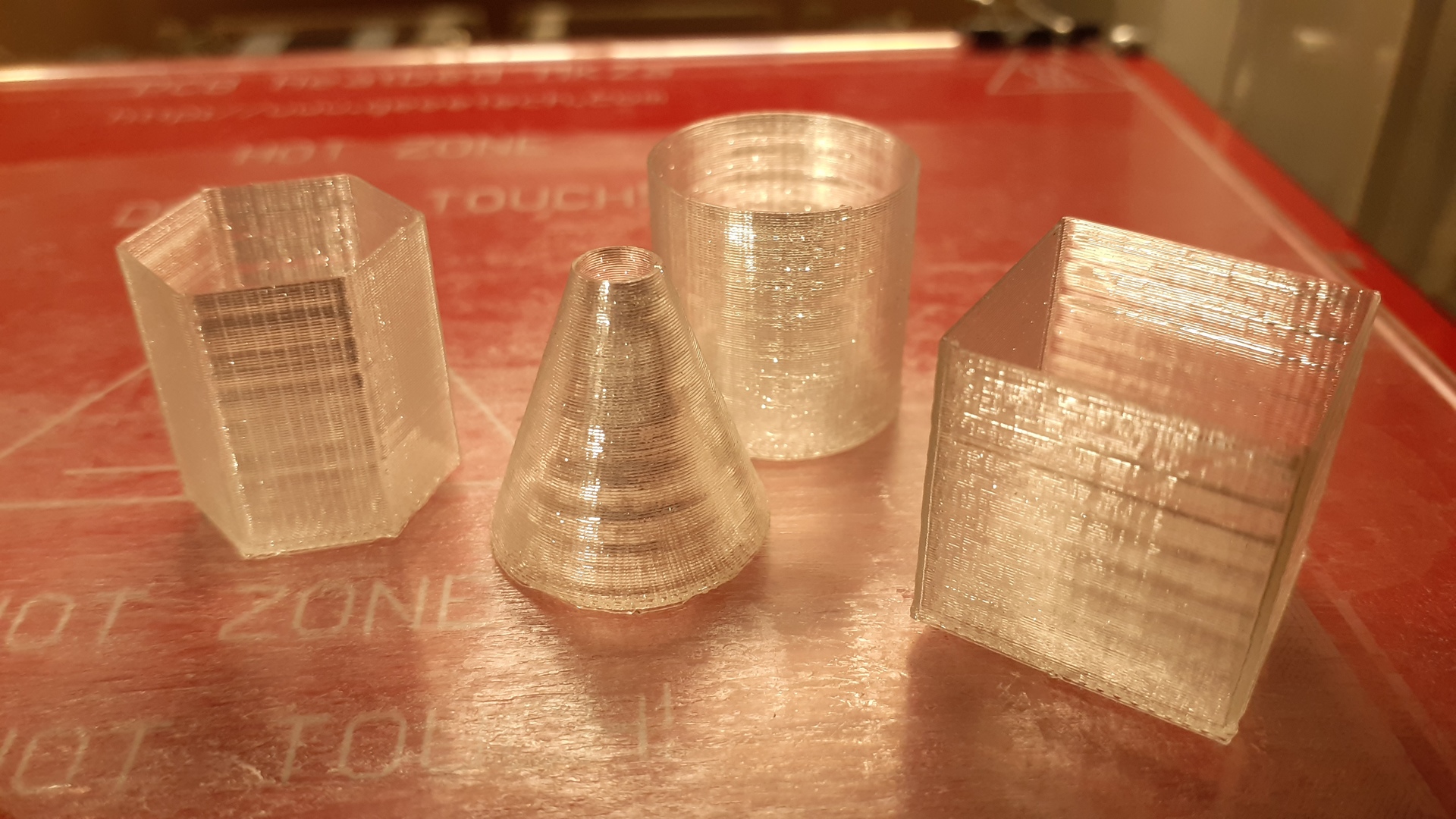
Tegnap ígértem a csajszit. Kinyomtattam transzparensből is. Én szememmel már jónak tűnik, minimális hibák lehetnek rajta, de nekem ez már megfelel az Ultimaker után. Nem vagyunk fotósok, nehéz jó képet csinálni róla, főleg nem természetes megvilágítással.
"Nekem rendszertelenül jelentkezik, nem függ össze semmivel. Talán a fűtés bekapcsolásának frekvenciájával véltem némi hasonlóságot felfedezni."
Egy ötlet erre. Pl. az nem lehetséges, hogy az Arduinó véges és szerény műveleti kapacitása miatt amikor éppen az aktuális G kódok feldolgozásával is foglalkozik, és generálja a step jeleket, ha sokat kell a hőmérséklet PID szabályzással is törődnie, az a step jel minőségének a leromlását eredményezi?
Na pl. ez is pillanatok alatt kimérhető lenne a step jelek kielemzésével, bemérésvel. Máris okosabbak lennénk.
"Szerintem nem életszerű az sem, hogy mindenki fogja a hóna alá a motyóját és időpontot kérve sorban álljanak a műhelyed előtt, majd egyenként tanácsokat kérjenek/fogadjanak el."
Erős túlzás a "mindenki" szó használat, hiszen nem hogy mindenki, de senki sem jelentkezett.
A másik, amit meg már ugyancsak írtam: lenne távdiagnosztikai lehetőség is, erre se nagy a tolongás.
A fő probléma inkább az, hogy kialakult itt a fórumon egy "téveszme", mert a hobbyta támadásnak, fikázásnak véli, ha szembesül egy számára kedvezőtlen műszaki ténnyel, valósággal, tisztelet a kivételnek. Besértődik ok nélkül ezen, és mivel nem ért annyira a dolgokhoz, utána csak vagdalkozik, személyeskedik a probléma felvetésre, és elmérgesedik a helyzet teljesen fölöslgesen. Értem én ezt is, de nagyon nem szerencsés viselkedés szerintem az ilyen.
Tudod, már az ókorban is az volt a gyarló szokás, hogy rossz hírt hozót "nem szerették". Normálisabb, szerencsésebb világban a műszaki (és minden más) valóság, tény elfedése, megmásítása, titkolása az manapság már nem szokás.
Na, itt látható az eredmény. A több fallal rendelkező szerkezet sokkal simábbnak tűnik.
Viszont nem az, vagy nem lényegesen. Kés teszttel nem nagyon láttam hibát egyik felületén sem. Szépen látszanak a rétegek árkán átszűrődő fény de ennyi, a rétegek mechanikai szempontból tökéletesen szabályosak. Viszont ha megcsiszolom, akkor látszik hogy ahol csík van az picit beljebb van. Nem tudom mekkora hiba ez, de a kés tesztel 0.01mm alatti hibákat is észre tudok venni. Ez bőven a nyomtatótól elvárható hiba alatt van, de optikai fénytörét okoz, ez az 1-1 réteg, mert csak 1 réteg tér el, és töri a fényt. Ahol több fal volt ott is megvan ez, bár kisebb értékben, illetve ott a fénytörés nem emeli ki a hibát.
Nekem rendszertelenül jelentkezik, nem függ össze semmivel. Talán a fűtés bekapcsolásának frekvenciájával véltem némi hasonlóságot felfedezni.
Nyomtattam egyett jóval lassabban is, annál is kevésbé látszik, illetve mintha sűrűbben jelenkezne, de kisebb mértékben, vagy csak homogénebbnek tűnik.
Tibor kedviért a függőleges hibákat is összemértem. Egy halvány csíkozódá van ami a léptető motor egész lépésével van egy méreten.
Te kivétel vagy, mert igazi műszaki szakemberhez illően nagyon is érdekelne ez a bemérési dolog (pl. a lézeres teszteknél is kezdemményező voltál), már magánban is megbeszéltük ezt, csak sajnos a te 3D vezérlő típusodból "macerás" a step-dir jelekhez hozzáférni.
Egy lehetőség azonban a te gépedre is lenne a mechanikai hibák javítása után, és majdnem hogy ez az egyik legfontosabb mérési metodika. Nevezetesen a nyomtató fej végpontját mérjük be, mint a teljes CNC lánc utolsó pontját, ami az őt megelőző összes 5 fő CNC elem '3D nyomtatás' téma, 25108. hozzászólás eredő hibáját mutatja ki. Ebből aztán már tudunk következtetni, az 5 közül hol érdemes a legjobban keresgélni, bár ahogyan már írtam első körben mindig maga a léptető motor (vagy akár szervomotor) tengelye a legnagyobb hibaforrás, de ezt is írtam már.
Rosszul gondolod. Hidd el nekem nagyon is sokan olvassák az írásaidat, a találkozókon vagy itt a háttérben is mindig szóba kerülnek a dolgaid.
Az más kérdés, hogy egyes dolgaidon néha élcelődünk.
Szerintem nem életszerű az sem, hogy mindenki fogja a hóna alá a motyóját és időpontot kérve sorban álljanak a műhelyed előtt, majd egyenként tanácsokat kérjenek/fogadjanak el.
Talán ha felmutatnál pár referenciamunkát hogy ilyen volt, ilyen lett egy-egy nyomtató akkor talán, de alapjaiban itt a fórumon szeretnek kísérletezni az emberkék és maguk keresgélni a jó utat. Kellően alátámasztott jó tanácsot persze általában elfogadunk.
Ha mechanikai problémákat kiküszöböltem és elékészül a még hiányzó alkatrész akkor én beszállok a tesztelésbe, de pontatlan, lógó mechanikával nem látom még értelmét.
Utána "csak" vezérlőt kell cserélnem amin hozzá lehet férni a step dir jelekhez és már lehet is méricskélni.
Amint ezt az állapotot elértem ígérem jelentkezem.
Pl. egy minimális érdeklődés kellene, és akinek pl. Bp, vagy környékén van 3D nyomtatója, az jelentkezzen tesztmérésekre. De jó fórumos szokás szerint szinte mindenki passzív, lapít, közönyös, hiszen te is sokszor hangoztattad az irományaim kapcsán, hogy ez egy hobby fórum, és nem érdekeli a jó népet az a szakszöveg, amikről én itt szoktam írogatni.
Így aztán javaslat csak akkor tehető, ha van egy adott konfiguráciára konkrét mérési eredmény, és van olyan picit aktív ember, akit érdekel a 3D nyomtatójának a bemérése, tesztelése.
A Keri által is javasolt pozícióban, sok supporttal.... Amúgy iskolapéldája annak, hogyan nem érdemes újrarajzolni egy létező alkatrészt 3D nyomtatáshoz. Szolgaian lemásolni egy más gyártási technológiához tervezett alkatrészt, figyelmen kívül hagyva a nyomtatás alapvető igényeit és korlátait. A legtöbb letölthető darab ilyen. Sokkal kisebb szívás a funkciónak megfelelő, a lehetőségeket és korlátokat bekalkuláló saját darab megrajzolása, mint a letöltött vackok farigcsálása.
Azonban a magyarázat is megvan. A mérőrendszerem által is bizonyított tény, mit is művel egy léptetőmotoros hajtás. Állandóan tranziens, hullámzó sebeséggel, fordulatszámmal forog a motor tengely, amiből rosszabb esetben az következik, hogy éppen pillanatnyilag visszafelé is forog, és nem előre, ahogyan azt sokan csak HISZIK, ha csak egy csicsa kijelző ablakot néztek.
Az hogy a +- eltérés csúcsok a kiadott step jeltől mekkorák, az minősít egy motorhajtást. Ezt a Robsy motordinamikai mérőrendszer azonnal kimutatja, és máris tudjuk, hogy egy adott hajtás elfogadható még vagy hitványnak nevezhető még hobby viszonylatban is. A problémát fokozza, hogy ha az állandósult szakaszon is már ez van, gondoljátok el, micsoda eltérések vannak, amikor gyorsulási-lassulási folyamatokat is mérünk, vagy egységugrás tesztnek vetjük alá a rendszert.
Ezekből pedig ugye az következik, hogy 3 ilyen egyenként is lengő, ingadozó tengely együttes eredő hibája az borzalmas hiba csúcsokat okozhat, ez látszik meg utána a 3D nyomatokon.
Itt van egy elég vacak léptető motorról készült mérési részlet eredmény diagram, ami szemléletesen mutatja a problémák okát. Jól megfigyelhető, hogy a lila kettős karikánál jelentkezik a negatív sebesség csúcs (piros görbe a sebesség függvényünk), azaz gőzerővel visszafelé forog a motor tengely.
Egyébként meg azzal "vigasztallak" bennetket, hogy ez nem csak a 3D nyomtatóknál van így, hanem a világ összes CNC gépénél, csak nyilván minőségtől függően a +- delta pozíció, sebesség eltérés más és más, a legjobbaknál ezek pedig konvergálnak a nulla felé.
Ja és olyan 0.15-0.2mm rétegvastagság. 25-30% kitöltés, GRID mintázattal, 0.8-1.2 mm azaz 2-3 réteg fal, Alsó felső rétegszámot is úgy alakítom hogy a fal vastagsághoz közel essen, és egész számú rétegre jöjjön ki. PLA-nál 210-215fokon nyomtatom enyhe hűtéssel, ha erősnek kell lenni, ha szépnek akkor erős hűtéssel 205-210fok. Mindkét esetben 40mm/sec sebességgel, de ez nyomtató függő. Lehet 60-al is nyomtatni, 20 alá nem mennék.
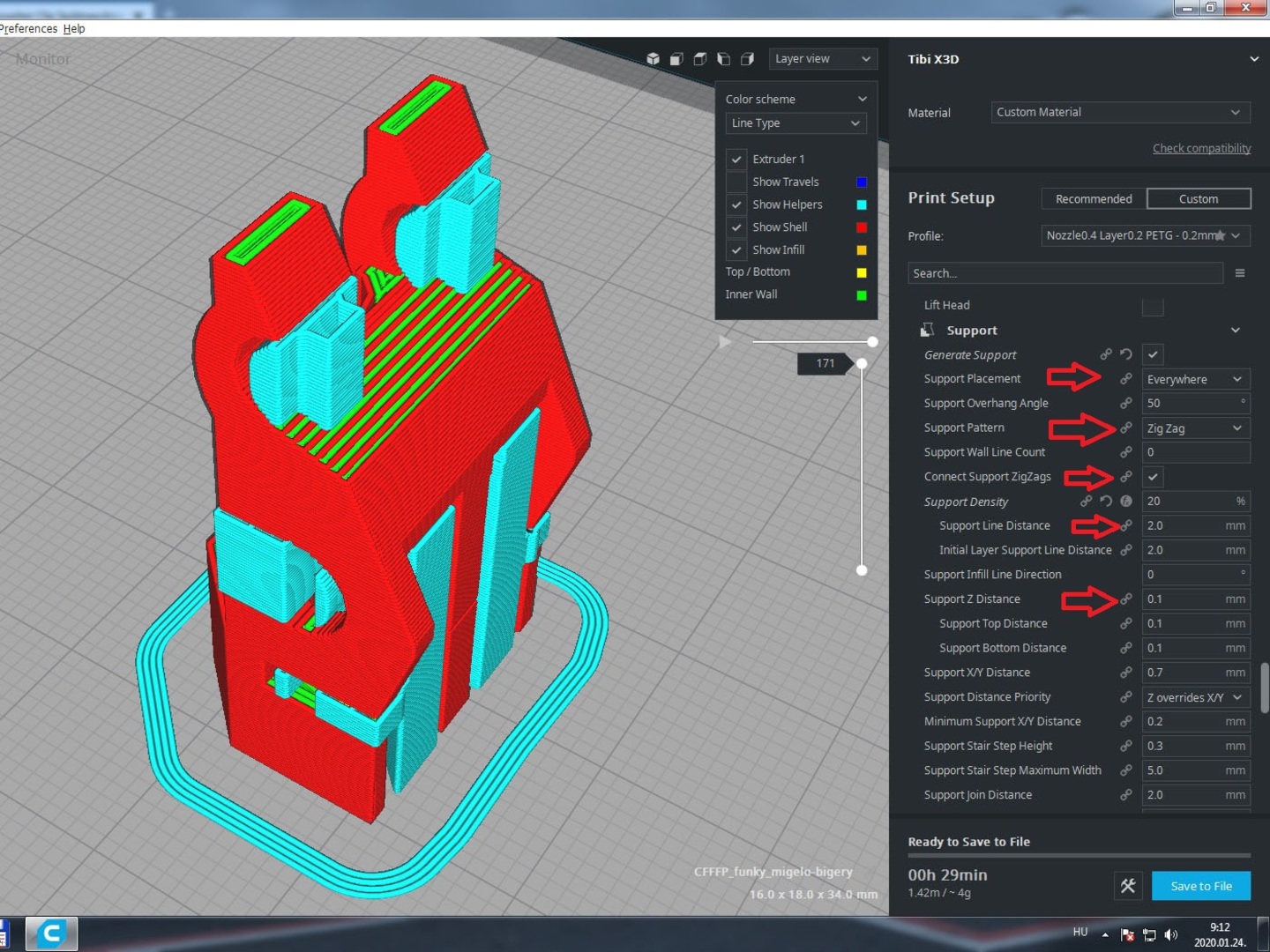
Így ahogy van orientáció komplikált kinyomtatni, én a végére állítanám, ami az előnézeten a feléd látszik. De ha a réteg irány miatt fontos így fektetve, úgy is lehet, csak többet kell kaparászni az alátámasztást. Mindkét esetben így állítanám be az alátámasztást. Nekem újabb Cura van, de kb. te is be tudod állítani amit megjelöltem nyilakkal. Azok a fontosak.
Jó ez az alapállás vagy fordítsak rajta, illetve a Cura-ban (15.14.6) milyen opciókat kellene bejelölnöm? (alátámasztás stb..)
keri | 14086
2020-01-24 08:54:53
[25161]
Igen, ezt a tranzienst én is említettem, tehát egyetértek veled. Ezt a jelenséget egyértelműen csökkenti, sőt megszünteti, ha kisebb gyorsulási, pontosabban Jerk értéket állítok be. Valamint a merevebb szíj alkalmazása is csökkentette.
A nem csillapodó hullámok, pedig ahogy megállapítottad a léptető motor egyenetlen pozícionálásából, ebből eredő rezonanciából, illetve a szíj fogazás okozta rezonanciából adódik össze.
A jelenség dinamikus és statius hibákból tevődik össze. Lehet találni olyan sebességet ahol nem rezonál és ott ez a hullám is kisebb. Jellemzően egyébként a nagyon alacsony sebességen jön elő.
Most lemegyek és nyomtatok egy kúpot szimpla és 3 réteg falvastagsággal. Van egy olyan feltevésem is, hogy a vékony fal az extruder nyomása alatt kihajlik oldalra és az okoz egy ilyen perriódikus hullámosságot.
Erre megoldás az extruder nyomás csökkentése, merevebb fal a vastagság, hűtés, hőmérséklet változtatásával, bár ellentmond ennek, hogy a geometriától is függenie kéne.
Csak hogy bonyolítsam a helyzetet: Deltánál ugyanebben a formában létezik a jelenség. Mivel se Z, se X, se Y, így ezek pozícionálási hibái önmagukban nem okozhatják a Z-re periodikus hibát. Bárhol változtattam a gépen, változott a minta. Több, periodikus hiba interferenciájának tűnik.
keri | 14086
2020-01-24 08:21:43
[25158]
Mivel az általad jelölt vertikális probléma független és eltérő attól a horizontális egyeneltlenségtől, mint amiről én beszéltem, így megdönteni sem tudja.
De tudom hogy az asperger szindróma nem engedi hogy elismerd a tévedésed, ezért elfogadom a bocsánat kérésed a tévedésed miatt, kimondatlanul is.
Nagyon személyesre vetted, pedig a kínaiak szarrágását kritizáltam. Hiába sikerült piacképes eredményt kihozniuk, és jó most, még hobbi szinten is szánalmas megoldás.
Az Ender3 jó vétel, de nálam ez a görgő csak addig maradna míg kinyomtatom az alkatrészeket a köszörült tengelyhes átalakításhoz.
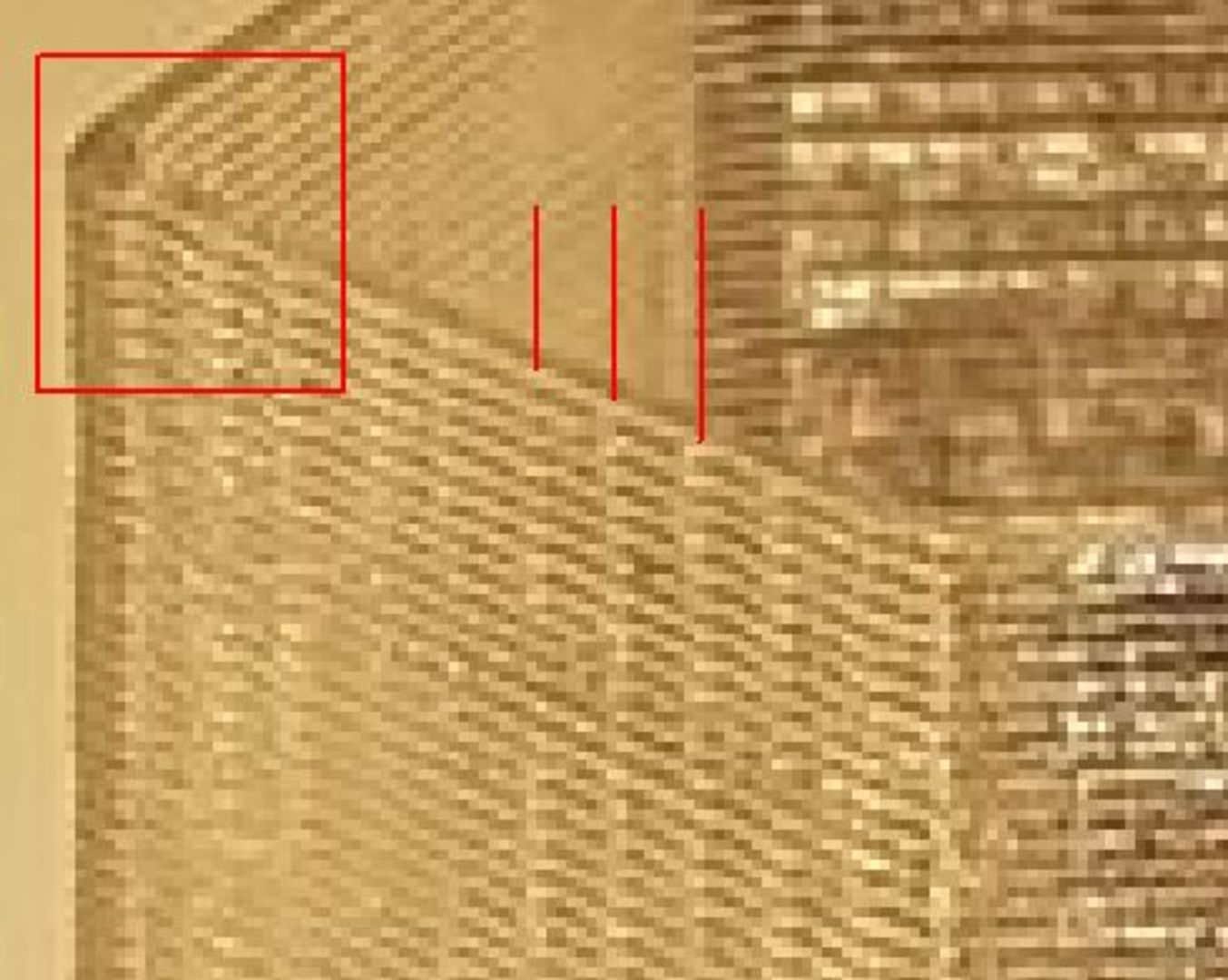
Készítettem egy fotó részletet a hatszög tesztedről, ahol jól látható a hibajelenség. Ez alapján ennek minimális köze van a Z hajtásodhoz, így még ne cseréld le.
A függőleges piros vonalak (hupli csúcsok) távolsága mekkora? Úgy látom a bekeretezett résznél igencsak felborul az egyenletességük is, és egyfajta tranziens hullámba mennek át. Mekkora volt a nyomtatási sebességed?
Szerintem függ az anyagtól is. Az az átlátszó anyag amivel PSoft kísérletezik, nekem is csinál ilyen optikai csalódás, főleg ha szimpla fallal nyomtatom, de a forma ettől még jó. Ugyan azokkal a beállításokkal, ugyan azon a nyomtatón egy nem átlátszó anyaggal tökéletes a felület.
Én úgy látom (a saját nyomtatásomnál) hogy ez a hullámosság a rétegek közötti összeolvasdás mértéke jórészt. Van ahol átlátszóbb, van ahol mintha levegő lenne a rétegek között ezért matt. Ezért is gondoltam a vagy a fej hőingadozására, vagy az extruder egyenetlenségére.
A léptető motor pozícionálási pontatlanságot elvetném itt, mert nincs szinkronban a hibával.
Extruderre az lesz a megoldásom hogy áttételezem. Titán extruder felépítése tetszik, azt rajzolgatom most.
Fej hőfokra, nagyon nincs ötletem. Hőszigetelés és PID értékek reszelgetése. Bár igazság szerint a fej fűtés kapcsolási frekvenciája is elég magas, így nincs szinkronban a hibával. A PID oszcillációval lehet szinkronban, illetve meg kéne nézni, hogy az extruder recés kerék egy fordulata mennyi magasságot jelent a nyomaton.
Persze hozzátartozik hogy ezt az átlátszó anyagot csak funkcionális tárgyak nyomtatására használom, ahol soha nem érdekelt a kinézet, ezért nem is nagyon foglalkoztatott a kérdés. Amit akarok azt hibátlanul nyomtatja.
0,4-es fuvóka, 0,2 a rétegvastagság, 220 fokon nyomtam a PLA-t, 60 fokos asztalra. Ha jó lenne, 220 fokon egyenletesen, üveg tisztaságúnak kellene lenni a nyomatnak ezzel a Herz-es PLA-val.
Nekem kb ilyen egy régi nyomtatásom az Ultimakerrel transzparenttel, mint az M8-assal neked.
Nem rossz az, amíg az ember nem lát jobbat, ha nem veszem meg az Endert, azt hittem hogy nem lehet jobbat nyomtatni. No, de ezt a nyomtatót te csináltad, és azért le a kalappal, nem rossz az csak kis finomításra vágyik a kicsike.
Nem tudom, hogy a rétegvastagság neked milyen volt. Még kinyomtatom transzparensből is, a melle alatt lett egy kis csíkozás elől, de ez a hűtés miatt lehet. Az ultimaker nem tud így nyomtatni. Az a 3 görgős förvedmény szerintem jól működik, abszolút kotty mentes most még.
Nekem a Z tengelynek van kis lötyögése az anyában, hogy az asztalt ne tudja feszegetni. Szerintem rá fogsz jönni, hol van a bibi.