|
Előzmény: Rabb Ferenc, 2020-01-22 22:00:25 [25109]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 21:51:44 [25108]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 21:51:44 [25108]
|
|
Előzmény: sanyi, 2020-01-22 21:41:59 [25106]
|
|
Előzmény: sanyi, 2020-01-22 21:14:05 [25103]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 21:27:31 [25104]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 21:27:31 [25104]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 21:09:15 [25102]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 20:35:31 [25099]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 20:43:01 [25101]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 20:35:31 [25099]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 20:35:31 [25099]
|
|
Előzmény: sanyi, 2020-01-22 20:20:25 [25097]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 19:49:15 [25093]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 19:49:15 [25093]
|
|
Előzmény: kaqkk007, 2020-01-22 19:39:32 [25090]
|
|
Előzmény: dtb, 2020-01-22 18:59:46 [25080]
|
|
Előzmény: PSoft, 2020-01-22 18:05:55 [25073]
|
|
Előzmény: kaqkk007, 2020-01-22 19:39:32 [25090]
|
|
Előzmény: sanyi, 2020-01-22 19:17:16 [25086]
|
|
Előzmény: PSoft, 2020-01-22 18:00:47 [25072]
|
|
Előzmény: PSoft, 2020-01-22 18:00:47 [25072]
|
|
Előzmény: Szalai György, 2020-01-22 19:05:54 [25084]
|
|
Előzmény: PSoft, 2020-01-22 18:00:47 [25072]
|
|
Előzmény: guliver83, 2020-01-22 18:50:18 [25078]
|
|
Előzmény: guliver83, 2020-01-22 18:50:18 [25078]
|
|
Előzmény: PSoft, 2020-01-22 18:05:55 [25073]
|
|
Előzmény: sanyi, 2020-01-22 18:58:32 [25079]
|
|
Előzmény: sanyi, 2020-01-22 18:58:32 [25079]
|
|
Előzmény: guliver83, 2020-01-22 18:49:07 [25077]
|
|
Előzmény: nyarfa, 2020-01-22 17:13:40 [25070]
|
|
Előzmény: sanyi, 2020-01-22 18:40:12 [25076]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 18:26:37 [25074]
|
|
Előzmény: PSoft, 2020-01-22 18:00:47 [25072]
|
|
Előzmény: PSoft, 2020-01-22 18:05:55 [25073]
|
|
Előzmény: PSoft, 2020-01-22 18:00:47 [25072]
|
|
Előzmény: PSoft, 2020-01-22 18:00:47 [25072]
|
|
Előzmény: PSoft, 2020-01-22 18:00:47 [25072]
|
|
Előzmény: PSoft, 2020-01-22 17:09:51 [25069]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 08:58:31 [25063]
|
|
Előzmény: keri, 2020-01-22 16:35:37 [25067]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 16:22:22 [25066]
|
|
Előzmény: PSoft, 2020-01-22 16:05:52 [25065]
|
|
Előzmény: PSoft, 2020-01-22 16:05:52 [25065]
|
|
Előzmény: keri, 2020-01-22 09:15:47 [25064]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 08:58:31 [25063]
|
|
Előzmény: nyarfa, 2020-01-21 18:55:27 [25060]
|
|
▲
◊
|
 Így ha pl nálam is ugyan így nyomtatja ki, akkor a szeletelő is lehet egy hiba forrás.
Így ha pl nálam is ugyan így nyomtatja ki, akkor a szeletelő is lehet egy hiba forrás. 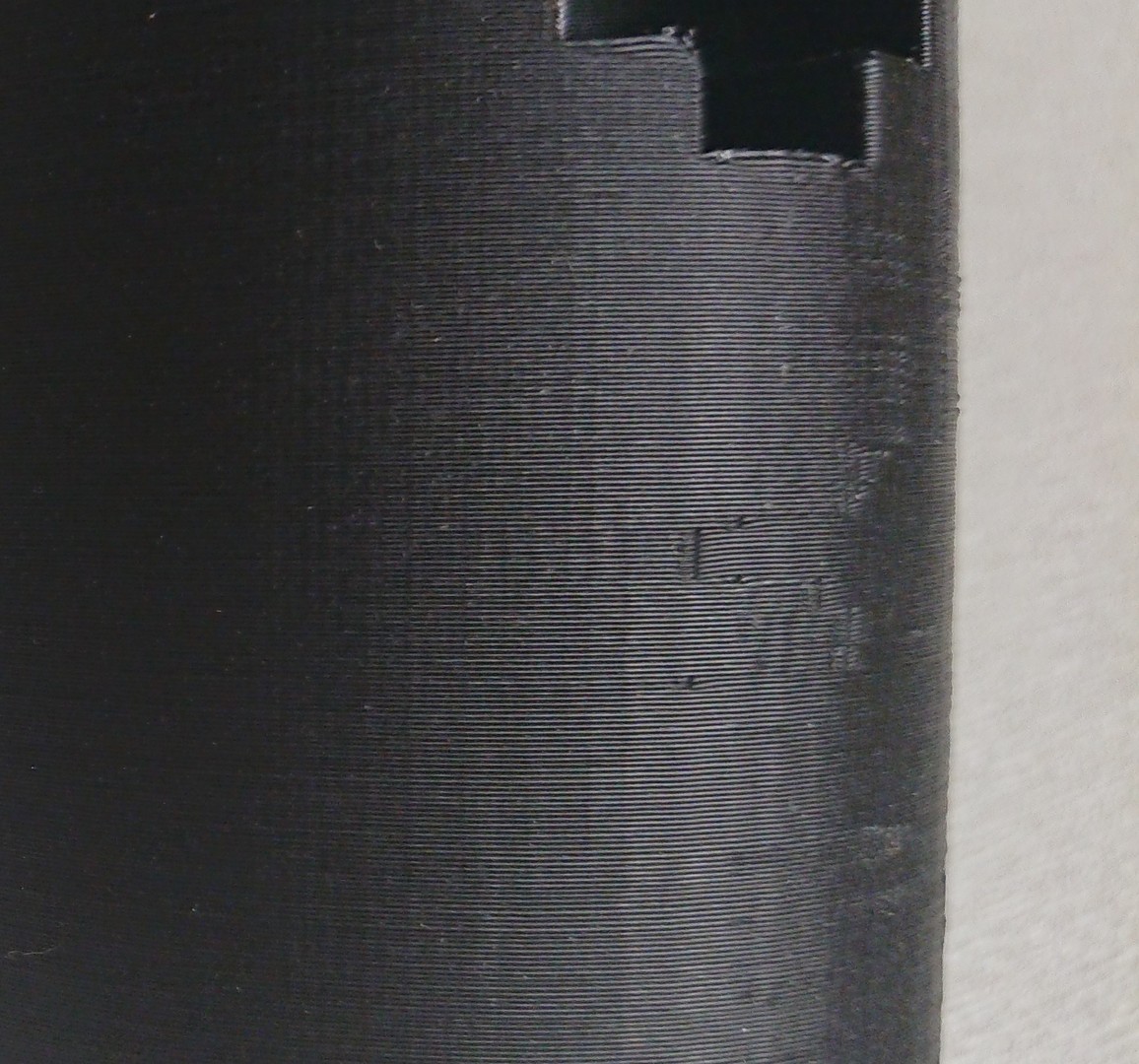




 100A bejövő egy fázison.
100A bejövő egy fázison.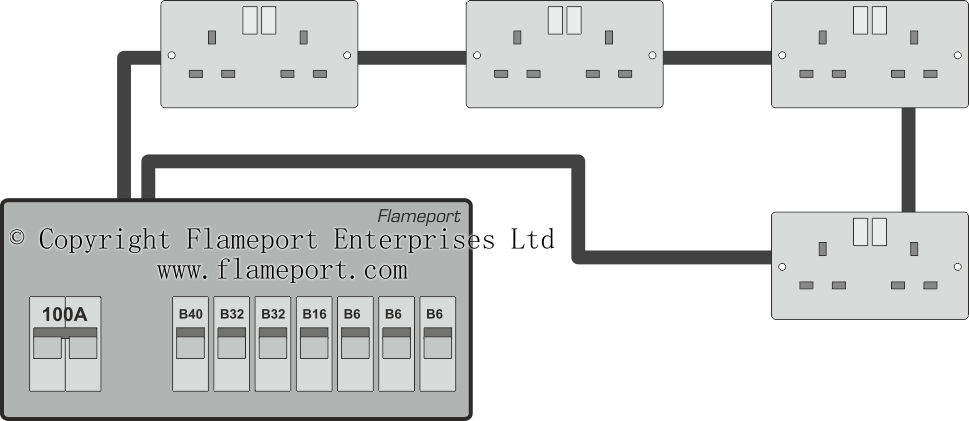












 azt kicsit nehezebb megzavarni. Fénycsöveket LED-re cseréltem, pillanat pákát meg normális forrasztóállomásra. Asszony is kiiktatva kapott karácsonyra egy drótnélküli zümmögőt a rakéta porszívó helyett.
azt kicsit nehezebb megzavarni. Fénycsöveket LED-re cseréltem, pillanat pákát meg normális forrasztóállomásra. Asszony is kiiktatva kapott karácsonyra egy drótnélküli zümmögőt a rakéta porszívó helyett.
