Szerintem inkább próbáld ki a ,,MecSoft VisualCADCAM ,,van hozza Mach3-postproci 3x/4x , sõt még 4tengely szimultan is. Könnyen megtanulható , tele van a YouTube leckékkel.
A DuctPost programot telepítettem, de nem hozott változást. Szép ez a lista amit a képen látható, de én nem találom a gépemen. A posztprocesszor kiválasztásakor beadja a powermill telepítési mappáját a programfile mappából, hogy onnan tallózzam be a kívánt pp-t, de én ott nem találok egyetlen egyet sem, nem hogy lyen listát, mint ami neked van. Eddig az Aspire programot használtam, de nagyon fapados, és szeretném, ha forgató használatakor mind a négy tengely mozogna. Ha a powermillel nem boldogulok, akkor lehet, hogy megpróbálkozom a mastercammel, azt hiszem, az is tudja az egyszerre 4 tengely vezérlést.
Én a 2018-as verziót próbáltam működésre bírni. Sajnos a posztprocesszor készítéshez nem értek. Megpróbálok keresni egy régebbi verziójú PM-et, azzal talán működik az általad feltöltött posztprocesszor pakk. Ha valaki tud egy linket az előbb említett verzíóhoz, akkor azt megköszönöm.
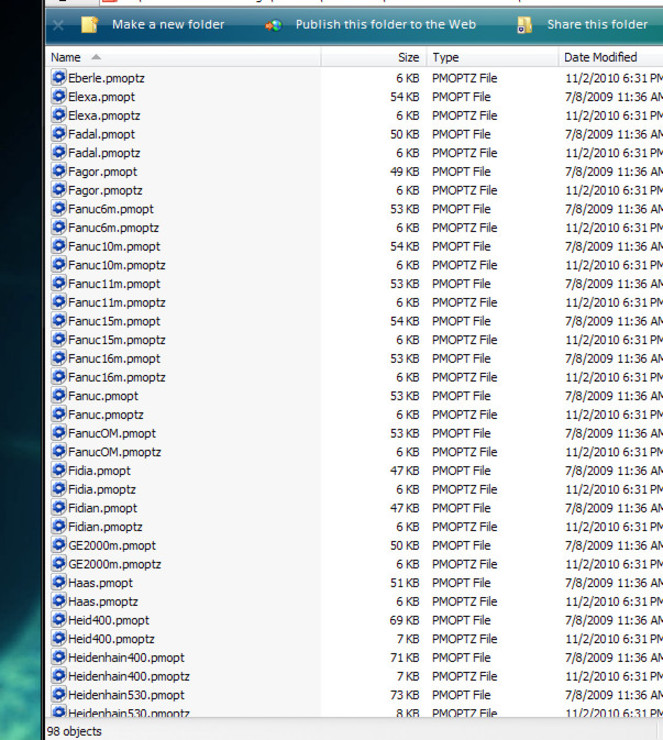
PowerMill ; attól függ hogy melyik verziót használod ! Ha az én poszt-csomagot töltötted le azok a PM10/2010RC1-re készült (DuctPost1516/Postprocesor2010)hogyha ennél újabb PM-et használsz akkor saját magad kell megszerkeszted a posztproceszort. DE; 3 tengelyhez felhasználhatod ,,Fanuc0,,post-p vagy használhatod a PostComaparer (összehasonlító).
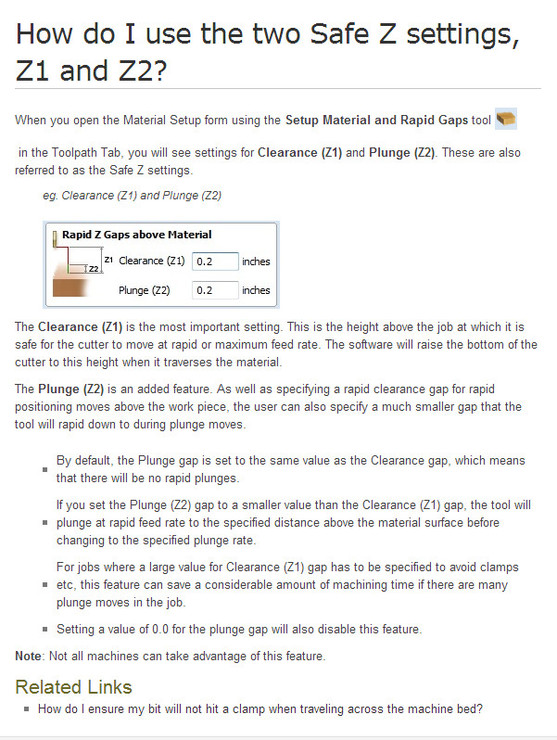
Farkastibor, köszönöm a linket! Sajnos ez még nem ad választ a kérdéseimre, csak leírja, hogy a két érték milyen funkcióra van hatással a szerszámpályán belül. Letöltöttem az általad a mach3 topicba belinkelt Powermill posztprocesszor pakkot, de sajnos az nc kód generáláskor azt a hibaüzenetet kapom, hogy: posztprocesszor hiba! Bármelyikkel is próbálkozom, mindig ez az üzenet fogad! Mit csinálok rosszul? Mi a különbség a pakkban lévő fájlok között?
Egyszerűbb (fazisokra bontya dolgozik mind a CUT3D) de a legjobb benne a fehér/fekete (magasság és mélység)funkciója ,képekhez ideális ha nincs (grayscale/alpha).
ah, ne azt a progit még nem próbáltam, persze tudom hogy egy kedves fórumtársunk készítette... de én mezei egyszerűen Aspire-ban hívtam be a képet majd ugrasztottam neki a gépet...
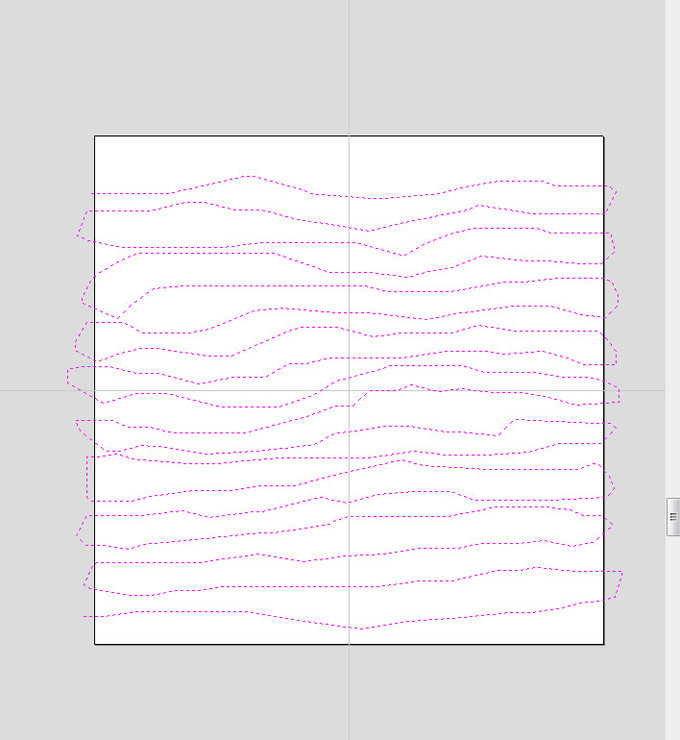
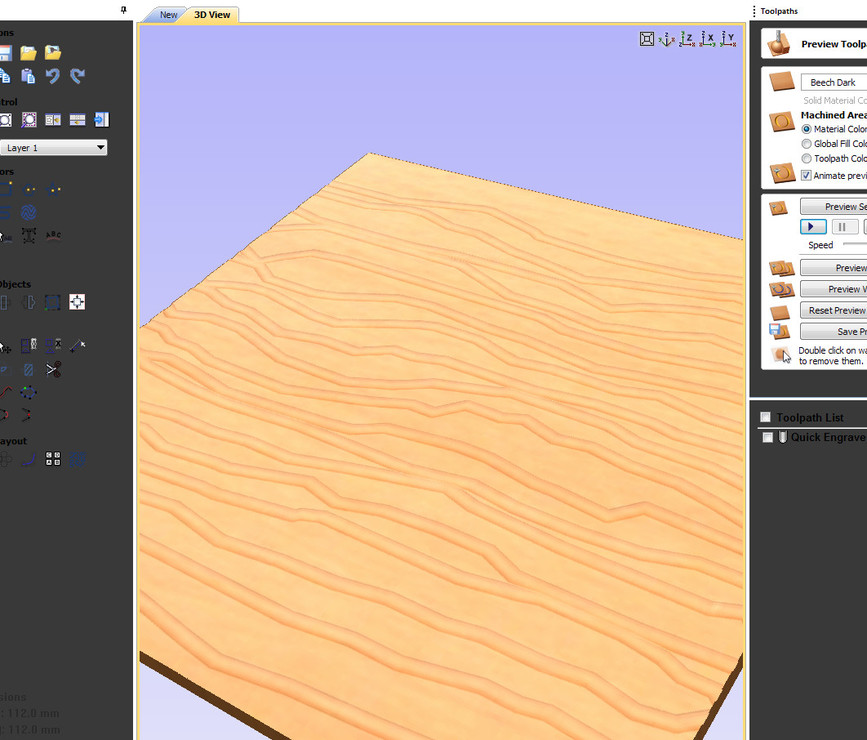
ami elég jó eredményt is adott, csak nem tudom hogy módosítsam a mélységet mert ilyet nem igazán lehet megadni ahogy azt a melléklet képen is lehet látni..
Az alábbi kérdés Farkastibor kérésére a mach3 topikból lett ide importálva. Előzmények ott megtekinthetők. Miért befolyásolja a plune érték azt a szerszámpályát, ami -11 mm-en van, mint a fotón látható esetben is. Miért töri le a sarkokat ha ez az érték kicsi? És miért csak random jelleggel? Mennyi az a minimum érték, aminél már nem töténik meg ez a "baleset"?
frob | 2339
2018-08-17 07:21:08
[5373]
Aki tud az tud, köszönöm mindkettőtöknek, pont ezt kerestem!
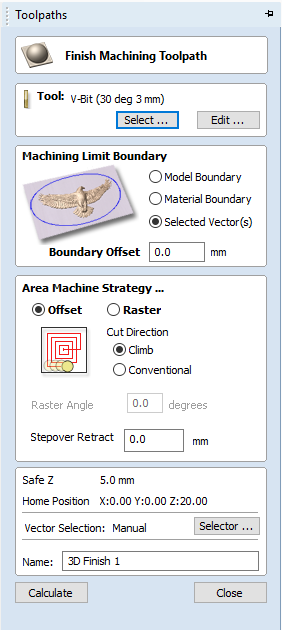
Persze, rajzolsz a képre egy alakzatot, pl kört, aztán a 3D toolpathnál a selected vector(s)-t választod. Ehhez ki kel legyen jelölve az amit rajzoltál, pl kör
Mielőtt a toolpatch fülre rátévednél kijelölöd a vectort, vagy ha már oda tévedtél van egy "Vector selection manual" "Selector" gomb jól eldugva alul, használd bátran
Sziasztok Aspire 8.5 ben készítettem egy kép marást, nagyon jó is lett de jó lenne ha nem a teljes kép lenne kimarva a fehér kerettel, amikor csak egy kör közepén lévő ábra a lényeg. El lehet valahogy érni hogy egy körön belüli részt marjon csak a képből ( vagy bármilyen más alakzat belsejét) azon kívül ne generáljon szerszámpályát?
Előre is köszönöm!
R.
farkastibor | 670
2018-08-16 12:17:49
[5368]
Köszönöm a gyors választ! A plunge érték valóban 0 volt! Azért kíváncsi lennék, hogy miért befolyásolja ez az érték azt a szerszámpályát, ami -11 mm-en van, mint a fotón látható esetben is. Miért töri le a sarkokat ha ez az érték kicsi? És miért csak random jelleggel? Mennyi az a minimum érték, aminél már nem töténik meg ez a "baleset"? ------------------------------------------------------------ Plunge(Ennél jobban el sem tudtam elmagyarázni) Wikipedia itt
Artcam tudja. Vectric-nél nem találtam ilyen funkciót, de megoldható erre a célra készült posztprocesszorral. Itt találsz egy Autocad forgatókönyvet (scr), amit ha lefuttatsz, láthatod a szerszámutat. Ugyanitt a Vcarve posztprocesszor és a példához használt fájl.
Szerintem nem lehet. Amit te nézel az a szerszámpálya generálás. Nem tudom a V-carvéban van-e modelling fül, ha van, akkor ott kell megcsinálni a kidomborítást. Lehet nincs igazam, majd akkor valaki kisegít
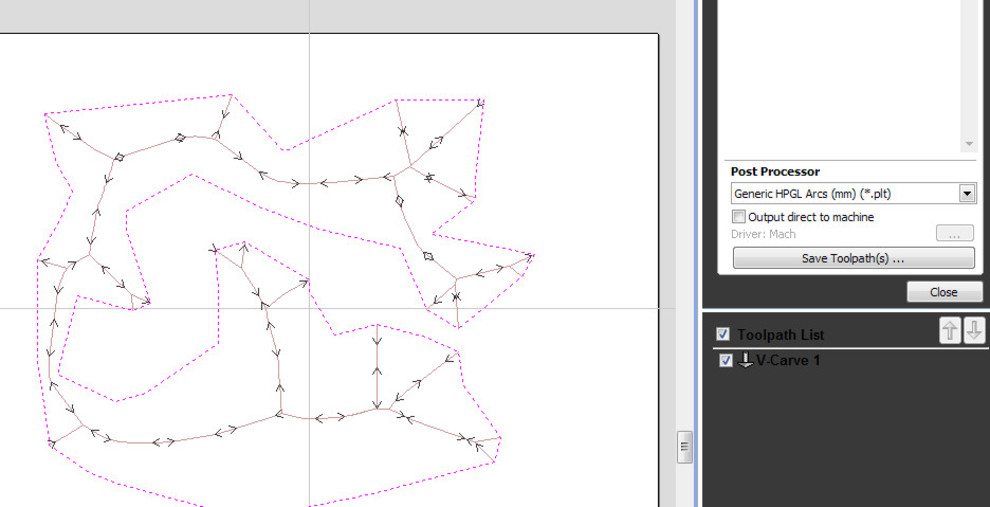
Köszi, de a generálás után a save toolpathsnál a post processor lenyíló listában nem találtam. Ott csak .tap, .txt, stb fájlok vannak. Hol kell dxf ben lementeni?
Lehet olyat csinálni, hogy egy zárt alakos mintát a Vcarve programmal lefuttatok akkor így Z ben is le föl megy, aztán lementem és atocadben 3D nézetben lehet látni a marási nyomvonalat? Tehát kérdésem, hogy hol és milyen fájlban kell lementeni, hogy az autocadben meg lehessen nyitni?
Köszönöm a választ, csak azt felejtettem el még kérdezni, hogy nem rajzolnám meg mert így csak egy fix ábra lesz, hanem ezt többször akarnám az előnézetre nyomva generáltatni, hogy mindig más nyomvonalat mutasson véletlenszerűen.
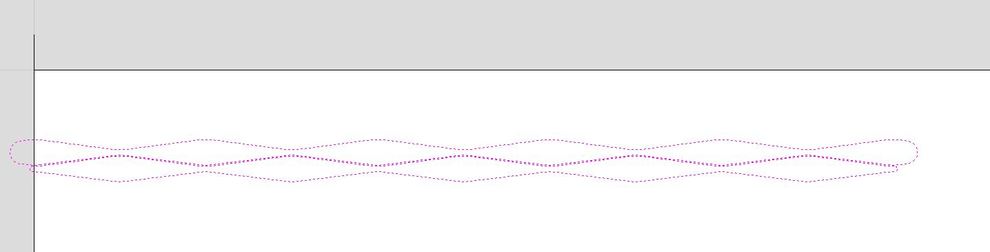
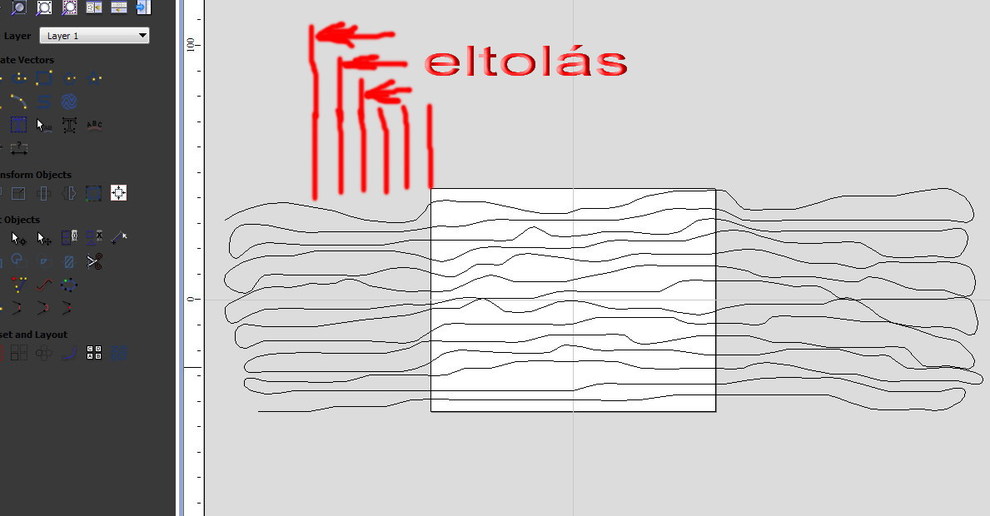
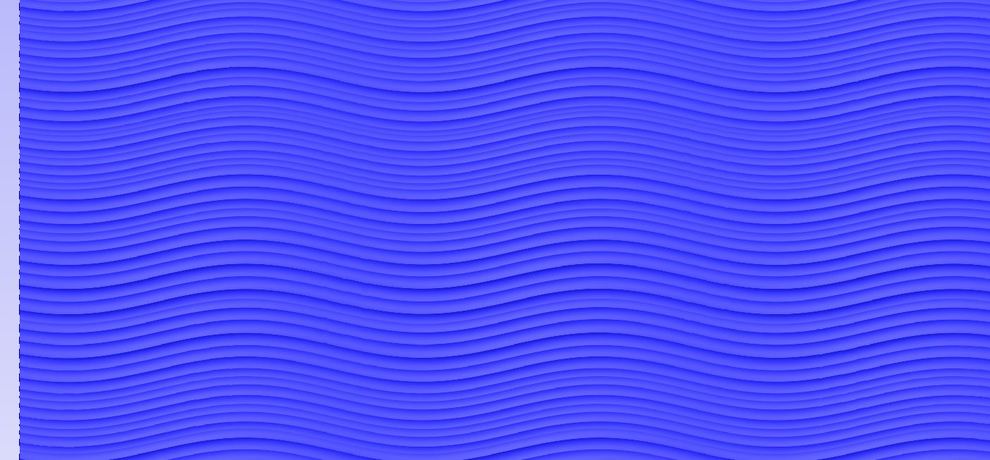
Az aspire programban szeretnék random marási pályát létrehozni, hogy ferdén is menjen de legyen benne nagy íves rész is. Próbáltam a Create Vector Texturevel: lettek íves részek de egymás alatt és nem eltolva a hullámok.
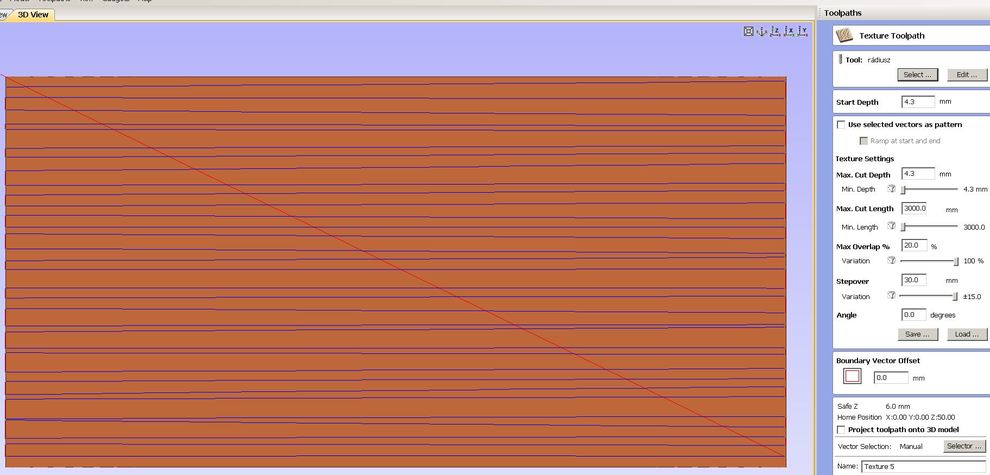
A Texture Toolpathnál pedig lettek ferde nyomvonalak de ív nincs bennük.
Mintaként rajzoltam három vonalat, hogy milyet képzeltem el, persze ez sűrűbben. Van valamilyen beállítás amivel ezt el lehet érni?
Köszi szépen!
farkastibor | 670
2018-07-03 19:31:03
[5352]
Megjelent a (piacon) az új ,,SolidCam,, persze SolidWorks-ra , magyar változattal is . És még Mach3 posztproceszor is van hozzá akit érdekel .
farkastibor | 670
2018-06-28 20:42:27
[5351]
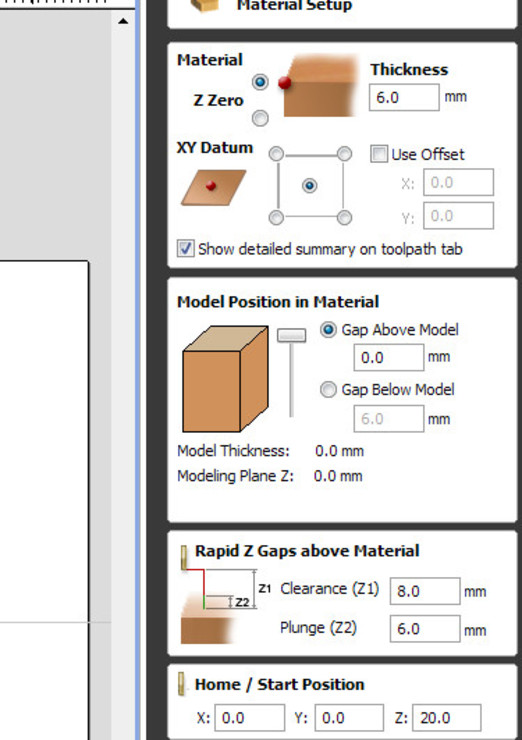
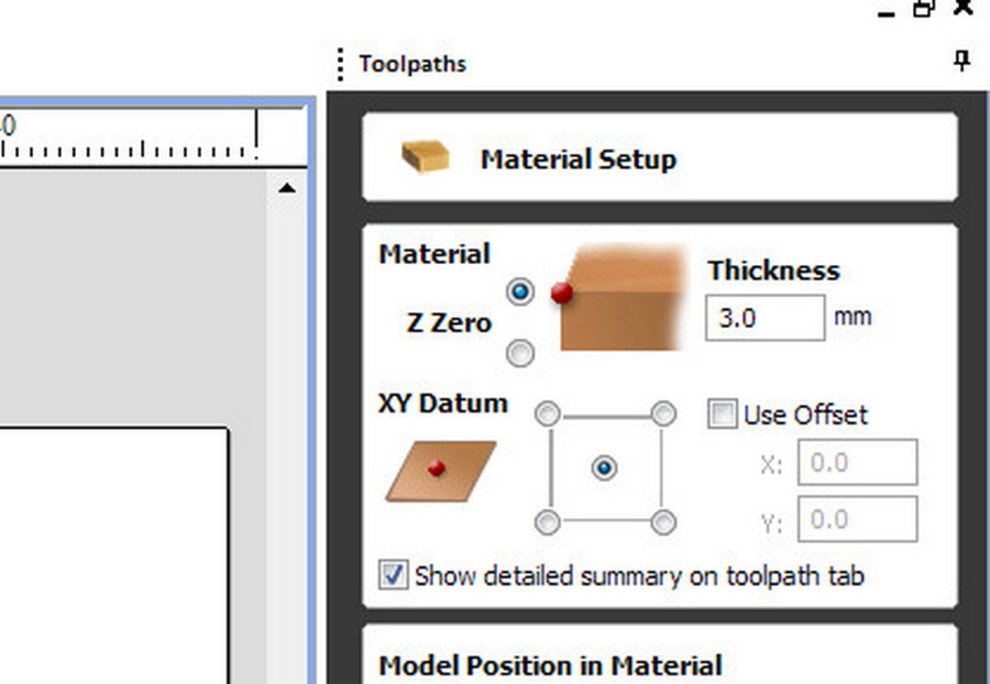
Hello Látom többen már megjárták(Aspire/ArtCam) hogy CNC-megmunkálás végén ; G0 X0 Y0 Z0 M30 % bele szántanak ill szerszám-törnek Miért van ez!!!!!!!!!! material setup-ban ,, Z Zero ,,lent van ,,ALSÓ Ponton,, ------------------------------------------------------------- megoldás; 1),, Z Zero ,, felülre (foto) 2) Kodot átírni pl (G0 X0 Y0 Z(Kellő magasságura) M30 % 3) vagy teljesen kitörölni(G0 X0 YO Z0 )