Én szeretnék felrakni a főorsóra egy 360-as encodert , a maximális fordulatszámomom 5000 1/min, ez másodpercenként 30.000 impulzus , ez bőven belefér a 100 Khz-be (de van 500 Khz-es modulom is) azért gondoltam 360-asra mert nekem ebből van több db is , legalább 1-fokonként lehetne pozicionálni a főorsót.(zárt hurok)
Csak még azt kellene megoldanom , hogy a plc-kiírja a 4db 7-szegmenses kijelzőre az aktuális fordulatszámot.
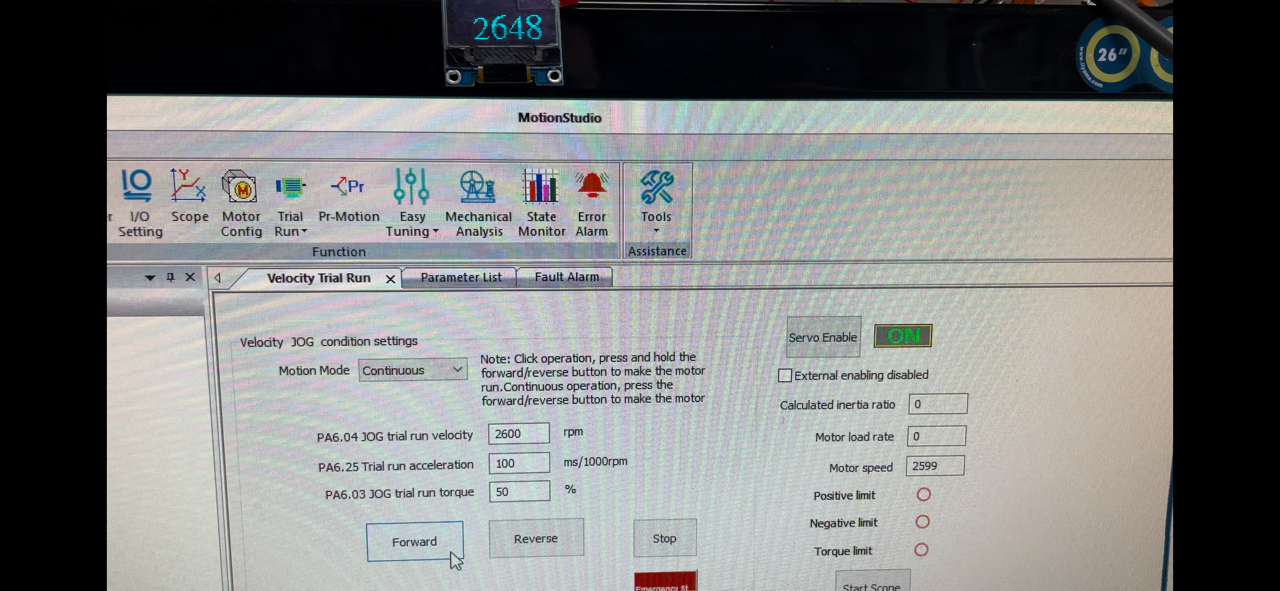
Egy teszt Arduino kijelzési pontosságáról egy EL7-RS1000P / ELM1H-1000MA80E szervószettel kiadott változó fordulatokon milyen pontossággal teljesít ez a kis program. 2600f/p. is ~2% a pontosság.
A mérés pontossága nincs, illetve csak közvetetten van összefüggésben az árcédulán szereplő nullák számával. A probléma a méréshatár két végével van. Pl. 30 fordulat/perc esetén ha csak egy jelet kapsz fordulatonként, akkor 2 másodpercenként jön impulzus. Ez gyakorlatilag alkalmatlan a pontos mérésre. Azzal lehet ellensúlyozni, hogy növeled a fordulatonkénti impulzusok számát, ami viszont a felső méréshatárnál fog problémát okozni, mert elég gyors eszközre lesz szükség a számoláshoz. Mérjünk 30-tól 2000 fordulatig egy 1024-es felbontású enkóderrel: 512-től 34133 lépést kapunk másodpercenként (kerekítve). A PLC bírja, de egy Arduino-nak már túl gyors. Itt kell eldönteni, hogy mekkora pontosságra van szükséged és mennyi pénzt akarsz rászánni, majd aszerint kiválasztani a felhasznált eszközöket.
Itt egy másik mérési mód omron plc-ve , encoder segítségével , igaz én még nem mértem vele fordulatszámot (még nem kellet) én csak abból indulok ki , hogy egy többszázezer forintba kerülő cpu gondolom pontos eredményeket ad.
Ha jól tudom a gyári cnc eszterg-maró vezérlő is +-3-5% hibahatárral dolgozik, csak ha túllépi akkor áll hibára.
Én Szalai György álláspontján vagyok , ha az alkatrész elkészül időre, méretpontos, alakhű, jó a felülete, akkor már elégedett vagyok más nem is nagyon érdekel.
Kopirnyák | 2705
2024-02-24 12:44:35
[47684]
Szokásodhoz híven beleálltál két lábbal nemcsak a témába.... most van itt a lehetőség, a fellengzős beszéd helyett, légy szíves betenni videóval, mi az amit fel tudsz kínálni/ mutatni. Hadd lássuk a DOS alapú, 13" monochrome monitor által kijelzett, valós idejű fordulatszámmérést, csicsa nélkül. Szívesen vásárolok olyat ami kompakt, egyszerű beépíthetőségű, pontos, és nem kerül egy vagyonba. Valamint nem kell hozzá egy komplett számítógépet monitorral ráültetnem az esztergára.
"A kilopond (más néven kilogrammsúly) a súlyerő régi, elavult mértékegysége, mely az adott tárgy tömegén és a Föld gravitációs erején alapul. Az SI-mértékegységrendszer bevezetése után hivatalosan nem használatos, már csak történeti jelentősége van. Helyette leggyakrabban a newton (N) van használatban, amely egy SI-alapegység."
Nem gondoltál még soha arra, hogy teleportálsz a jelenbe??
Bocs, de itt most arról van szó, hogy ha valamit mérek, konkrétan itt egy esztergagép főorsó fordulatszámát, akkor amit látok, annak mennyi köze van a valósághoz. Ez független attól, hogy egy 14 éves tanuló vagy egy 60 éves mérnök esztergál.
Gondolom ha egy mérlegre ráállsz, és tudni szeretnéd a testsúlyodat, nem örülnél, ha +-10 kp-os ingadozással vibrálva jelezné ki azt. Maradjunk annyiban, hogy manapság ha már mérünk valamit a műszaki életben, akkor 1-2%-os pontossággal illendő mérni.
"Mindegy, hogy percenként tíz fordulattal több vagy kevesebb, a darab igy is úgy is elkészül." Ez igaz, csak a fentiek tükrében ez neked se lehet mindegy, hogy mit hazudozik a fordulatszámmérő, és milyen hiedelemben tart. Valamint nagyon nem mindegy, hogy amikor pl. a stabil 30 rpm-et méri, akkor hol 20-at, hol 40-et mutat, hiszen ez ~+-33%-os hibaeltérés a valóságtól. Ezzel nem lehetsz elégedett, ettől én téged sokkal precízebb, igényesbb embernek ismerlek.
Előzmény: Szalai György, 2024-02-24 10:52:17 [47681]
dezsoe | 2934
2024-02-24 11:26:55
[47682]
A jeladó olyan lábra van kötve, amelyik tud megszakítást generálni, tehát a jelszint változásakor egy másik programrészlet fut le.
A legtöbb mikrokontrolleres fordulatszámmérő (jelen esetben Arduino-s) azon az elven működik, hogy a megszakításban számolja az impulzusokat, majd a főprogram adott időnként megnézi, hogy mennyi jött és abból fordulatszámot számol. Ez kis fordulatszám esetében oda-vissza ugrálást okoz, illetve nem is mér rendesen, ha az impulzusok között több idő telik el, mint a főprogram vizsgálati ideje.
A "nem hagyományos számlálási elv" a program eredeti írója (valószínűleg InterlinkKnight) szerint jobb közelítést ad kis fordulatszámnál, mert nem az impulzusokat számolja, hanem az impulzusok között eltelt időt. (Valóban kiegyensúlyozottabb a kijelzés és nem kell annyit várni egy használható eredményre, mint a "hagyományos" módszernél.)
Mindkét módszer esetében az utolsó néhány számítást átlagolni szokták, hogy simább legyen a kijelzés.
A válasz a kérdésedre: igen.
Előzmény: Szalai György, 2024-02-24 09:03:11 [47677]
Szalai György | 9544
2024-02-24 10:52:17
[47681]
Nekem egy esztergáláshoz (nem mérnök csinálja) nem szükséges hiteleshez közeli fordulatszám adat. Pláne nem fordulaton belüli szögsebesség adat. Mindegy, hogy percenként tíz fordulattal több vagy kevesebb, a darab igy is úgy is elkészül. Nem optimalizálni szeretnék egy tömeggyártás folyamatot, csak leesztergálni egy csigafúró szárátmérőjéből, hogy beleférjen a tokmányba. De vannak mérnök ismerőseim. Látom, hogy nekik minden számokban kell, minél több tizedes pontossággal. Nem tehetnek róla, ezt tanulták. Nem is vitatkozom velük, mert azt is élvezik, de adok a véleményükre.
Nem atomóra készítése volt a cél, egymillió.- EUR. költséggel,10 év alatt, hanem egy olcsó (5-10E.-Ft) viszont gyors reagálású fordulatszám mérő, ami tájékoztató adatot ad és gyorsan reagál a változásokra pl: egy eszterga gépen ahol nem számít ha 300 vagy 305f/p. a valós érték. Felrakom egy szervóra és megnézem ott mit produkál, mert az a kis furó nem kicsit instabíl. Kb: 8 órát szórakoztam vele kiváncsiságból. A mérés nem az inpulzusok számát méri, mert annak a hossza mindig változik, ilyen gonosz.
Ha PIC-ben tudsz programozni akkor rászánhatsz egy pár órát és készíthetsz egyet ami közelebb áll a valósághoz,én szívesen látnám.
Írtsm vissza neked, hogy nem foglalkozom Arduino-val, így nem tudok mit kezdeni a kódoddal. PIC-et szoktam assembly nyelvben programozni, ha microcontroller-es megoldás kell.
"Nem hagyományos számlálási elven működik." Aham, .... Azt a tényt nem tudod kikerülni, amit már írtam: ha nincs valós mérési adatváltozás, csak szemfényvesztés és mesevilág, amit méricskélsz közben. Ezt persze lehet nem hagyományosnak nevezni, de inkább ez a valóság maszatolása, téves info kijelzéssel, hibás mérési algoritmussal.
A kamera FPS magyarázatodon pedig csak nevetni lehet, hiszen ha igazat és stabilan mérne a kütyüd, tök mindegy, mit lát éppen a kamera, azon téves adat nem villanhat fel soha.
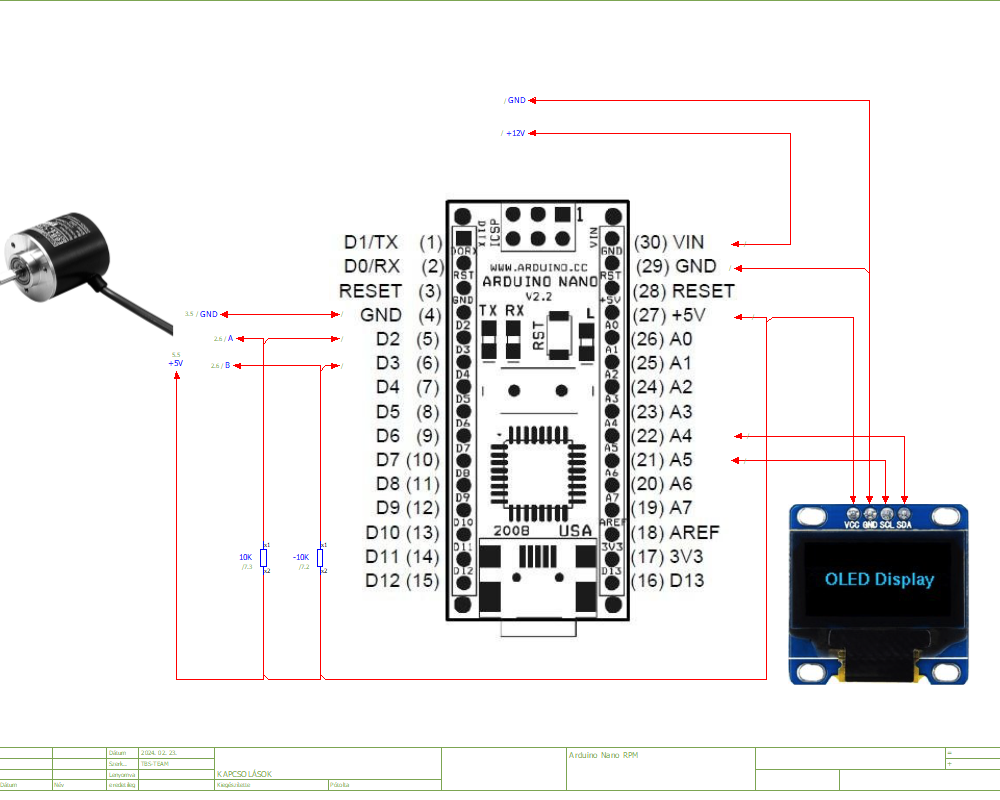
Elküldtem email cimedre a kódot. játszadozzhatsz vele. Akár számitogépre is kiirathatod az adatokat nem kell OLED kijelző sem. Ha nincs és szeretnéd jelezz és szivesen küldök egy NANO+Kijelző szettet.
Nem hagyományos számlálási elven működik.
Ha nem tudnád a videon azért villog a kijelző mert ilyen a technologia sok fénykép egymásután, és éppen a kijelző mely állapotát kapta el.
"1 fordulat/minimum 2 impulzussal lehet jó eredményt elérni lassú és gyors fordulaton 2 érzékelővel."
Légyszi csinálj már egy olyan videót, amikor pl. 30 1/min csak a fordulatszám, és egy fordulatot 2 érzékelési ponton mérsz.
Ugyanis azt gondolom, mese jellegű a körítésed, így erős a gyanúm, hogy elvi hibás a mérésed. Ugyanis hiába méricskélsz ilyenkor ~1 tized másodpercenként, mert ezzel a "gyors reagálású", szembántó villogással csak a semmit méred, hiszen közben nem érkezik valós új adat (csak másodpercenként), így nincs is értelme bármit kijelezni két beérkező impulzus között, hiszen az nem igaz, amit kijelzel.
A nagy fordulatszám ingadozási értékeket meg teljesen arra a szerencsétlen fúrógépre fogni vicsorgó ikonnal nevetséges.
Bármit is ráakaszthatsz az Arduino bemenetre, ez lehet akár fémérzékelő is. 1 fordulat/minimum 2 impulzussal lehet jó eredményt elérni lassú és gyors fordulaton 2 érzékelővel.
Állítólag van olyan CNC technika, amelyik tudja ciklusként is. Melóhelyen sokszor nyúlok én is a "spindle speed"-hez a +-5...10% miatt. (Fanuc az kattogós, annál odanézni sem kell, de a HH folyamatos "sima" szabályozós, annál muszáj nézni a kijelzőt is, mert könnyű beejteni annyira a fordulatot, hogy ártson a szerszámnak is.
Most értem ide vissza az olvasásban! Ez is nagyon jó, de nagyon bonyolítja a mágnesek beszerelése a használhatóságot, az enkóder drágítja, és egy esztergagépen ki kell építeni egy lehajtást is az enkóderre stb Nem lenne egyszerűbb egy olyan ami csak a fémet érzékeli, mint amit DLaci írt hogy egy fogaskerék fogait számolná! Amit alább, fotón mutattam, hogy átkerült a marógépre az ilyen. Csak kell egy kiálló fém és számolja, vagy egy furat léte a körbefordulás alatt, nálam pont ez van az imbusz csavar fészke a jeladó! 4 számjegy, nem prellózik a legkisebb szám. Persze ehhez sem értek. Lehet hogy be lehetne állítani több impulzusra is, vannak rajta lehetőségek, de egyből jól működött, csak 50 rpm alatt behal.
Igen. Mivel nálam soha nem egyezik meg a valós fordulat a programozottal. Ezzel a trükkel tudom megnézni, hogy az ténylegesen mennyi, csak 1 tizedes emelkedést szoktam írni, úgy szoroznom kell tízzel. (motorfordulat, hajtómű fokozat, cserekerékpáros, szíjáttétel - meguntam már számolgatni.)
Nagyon jónak látszik de 90 rpm alatti fordulatot nem láttam stabilan kijelezni! Ezt gondolom a motor nem tudta megoldani, de látszik hogy azonnali reagálású!
Ezt nem értem, leginkább azért mert nem értek a cnc-hez. Szóval ilyenkor nem rohan ki a világból a szán, amíg leolvasom az sebességet/fordulatszámot? Vagy megmarad az utolsó érték?
Ugyanaz a program encoderrel. Gyors reagálás lassú és gyors fordulaton. Ha valakit érdekel és meg szeretné magának építeni írjon priv. elküldöm a kódot. A kód végig kommentálva.
"Muszály ezt abbahagynom" Régebben vagy 40 éve nem kellett semmi egy esztergagéphez, csak ahogy volt úgy volt jó. Mára elkoptak ezek a gépek és az esztergályosok is, ezért kell a frekiváltó mert remek, azelőtt ha nem volt kisebb fordulatszám mint amin le lehet szúrni egy 200mm feletti csövet akkor jött a játék a léptetőgombbal csúsztatva a kuplungot hogy csökkentsük a fordulatszámot. Laslie barátunk anno tett fel egy hasonló videót, akkor egy 70-es köracél leszúrását mutatja a bekapcsolókar használatával, ki-be, ki-be így egy alacsonyabb fordulaton is tartva a fordulatszámot nem remegett be az anyag. Ügyes trükk! én nem tudtam az E400-on reprodukálni, nekem ott voltak a két irányra léptető gobok, és ehhez voltam szokva bal kézzel, kipróbáltam annó de az E-400-nak nagyon reteszelt a kapcsolókarja közép állásban... Egyszerűbb a pöckölő gomb nyomogatásával létrehozni kisebb fordulatszámot. Na ezért kell a frekvenciaváltós főorsó hajtás! Sokszor úgy használom ha beremegés veszélye áll fent hogy előre hátra tekergetem a potmétert kb 1-2 Hz-el, aztán ha ez sem jó, akkor jön a felfedezés, általában lefelé kell menni folyamatos változtatásokkal... Na én is túltoltam!
Előzmény: Szalai György, 2024-02-23 18:15:33 [47658]
„Vagy inkább egy hagyományos mutatós műszeres kijelzést választanék.”
Nem is kéne össze-vissza "firkálni" a skálát, ippen' elég lenne a két számjegy, x100-as megjegyzéssel. Mondjuk valami hasonló...??? A beépített üzemóra számláló meg már csak...hab lenne a tortán.
Előzmény: Szalai György, 2024-02-23 17:17:36 [47656]
Szalai György | 9544
2024-02-23 18:15:33
[47658]
Na, most meg nem tudom letenni a témát. Egy fénymutatós kijelzés, ami az esztergám hátfal lemezére rajzolt félméter hosszú skálára vetít. Azt nagyon bírnám. Az sem zavarna, hogy semmi haszna. De király. Muszály ezt abbahagynom.
Előzmény: Szalai György, 2024-02-23 17:46:11 [47657]
Szalai György | 9544
2024-02-23 17:46:11
[47657]
Tovább gondolva talán választanék nem lineáris skálájú műszert. (Mint az OHM mérők skálája.) Meg jó volna akkor már valami forgásirány jelző is. De mivel fő hajlamom a restség, ebből sem lesz semmi.
Előzmény: Szalai György, 2024-02-23 17:17:36 [47656]
Szalai György | 9544
2024-02-23 17:17:36
[47656]
Csak magamból tudok kiindulni, meg a kicsi esztergámból. Engem az egyes helyiértéken lévő számjegy állandó változása kifejezetten idegesítene, valószínűleg leragasztanám szigetelőszalaggal. Kis gépen nagy átmérőn nem esztergálok semmit, ezért lehet, hogy még a tizes helyiértéket is leragasztanám. Vagy inkább egy hagyományos mutatós műszeres kijelzést választanék. Ha már kéne, de nem kell. Egyszerű frekvencia/feszültség (vagy áram) konverter IC-vel, mert azt még értem is, a mikrovezérlőket meg már nem. Fordulatonként párszor tíz impulzusnyi mintavételezést választanék, hogy ne ugráljon a mutató. (Ez jól jöhetne, ha szögpozíciókba kell állítani a tokmányt valami barkácsoláshoz.) És optovillás érzékelőt, mert az „esztergán a mágnes” konstellációban veszélyeket szimatolok. Talán valami ilyesmit eltűrnék az esztergámon.
Készítettem tesztre egy arduino fordulatszámmérőt ami gyorsan reagál alacsony és nagy fordulatnál is. Hal elemmel működik. (2db hal elemmel megy a program, jelenleg csak egy volt polcon) 2 vagy több mágnest érzékel/fordulat, ezt a kódba előre meg kell adni. Egy kis video 4 mágnessel sebtében egy kis bemutató.
Ez így van, itt is ez lenne a cél, frekiváltó esetén ne kelljen átszámoloni a frekvencia/fordulátszámot, úgy, h közben még a sebességváltó állást is figyelni kelljen. Úgymond tájékoztató jellegű kijelzés...
"Esztergára 0000-9999 tartomány! Minek?" Kell a 4 digit, hiszen egy átlag esztergán a főorsó 40-2000 1/min között álltható be. Ha ezt látni szeretnéd a mérés kapcsán egy kijelzőn 1 fordulat/min felbontással, akkor 999 fölött már a negyedik digit is kell.
Előzmény: Szalai György, 2024-02-22 18:02:24 [47642]
TBS-TEAM | 3006
2024-02-22 22:25:39
[47650]
Úgy látom ez a fordulatszám kijelzés elég kardinális kérdés.
sarktibsi | 737
2024-02-22 20:47:52
[47649]
A kijelző az nagyon érdekes is lehet , fiatal és idősebb korban meg pláne , mondok egy példát én 25-30 éve dolgozom köracéllal D24-25-26 fiatalon hamar leolvastam a noniusz skálát nem volt probléma (megjegyzem van 0.1-es , 0.05-os , 0.02-os) szerintem a leggyorsabban 0.1-est lehet leolvasni. (kár ,hogy csak az oroszoknak van ilyen tolómérőjük) De már az én szemem se olyan jó , ezért váltottam digitális mérőeszközökre , de itt is megvannak a különbségek , vannak amelyek lassúak , vagy pontatlanok , vagy csak egyszerűen nehezen leolvashatók. Tehát ez nem is olyan egyszerű történet. Főként akkor van ennek jelentősége amikor sürget az idő.
KoLa | 7598
2024-02-22 20:15:47
[47648]
Ez meg a lomha kínai. Bár áló helyzetből rögtön tudja, de ha megcsavargatom a potit akkor elkezd gondolkodni 2-3 másodpercig is ha hagyok neki szünetet akkor megint egyből ugrik, aztán kezdődik elölről. Persze tök jó meg minden,de ha csavarok a potin és ránézek, akkor egy örökkévalóság mire kiírja,de aztán már hiteles'?!
KoLa | 7598
2024-02-22 20:03:48
[47647]
Ez a régi mérő, itt vettem fórumon. Már átkerült a marógépre. Ehhez nem kell mágnes.
KoLa | 7598
2024-02-22 19:56:36
[47646]
A lényeget elfelejtettem, nem számít még +- 10rpm ingadozás sem, csak tudjam merre járok.
Előzmény: Szalai György, 2024-02-22 19:33:50 [47644]
KoLa | 7598
2024-02-22 19:52:34
[47645]
Aki régóta esztergályos annak ez van beégve. Ha tudom az anyagot és az átmérőt, akkor tudom a fordulatszámot és az előtolást. Amióta kapitalisták lettünk már semmi nem olyan, kell a kontroll. A mostani K1-es anyagok már nem olyanok mint 30 éve, és én sem vagyok ugyanolyan mint 30 éve,de azért szeretem ezeket a kütyüket! _vérnyomásmérő,oximeter...
Előzmény: Szalai György, 2024-02-22 19:33:50 [47644]
Szalai György | 9544
2024-02-22 19:33:50
[47644]
De az miért nem mindegy, hogy 1500 vagy 1499 vagy 1501 ? Kell látni az egyes és akár még a tizes helyiértéket is? (Az árammérés hasznát az értem.)
Hát pl az 1500-as rpm-et is ki tudja írni. Én a frekiváltó miatt szereltem az E-400-ra fordulatszámmérőt, hogy legyen kontrollom. Akkoriban találtam néhány kütyüt a wish-en ami hasznos lehet,egy ócska esztergára is, az egyik ez a fordulatszámmérő 10-től 9999-ig a másik pedig nagyon jó! egy gyűrűt kell ráhúzni a bejövő egyik fázisra és mutatja a feszültséget és az áramfelvételt, ez egy gyors cucc, ha megkínálom egy fogással a gépet rögtön látom mennyire erőlködik vagy nem, és tudok változtatni, ezek szerint.
Előzmény: Szalai György, 2024-02-22 18:02:24 [47642]
Szalai György | 9544
2024-02-22 18:02:24
[47642]
„4 digites kijelző” Esztergára 0000-9999 tartomány! Minek? Tisztelettel, de nagyon értetlenül kérdezem. Muszáj fordulatszámra pontos értéket látnod esztergálás közben? Mi ennek a gyakorlati haszna? Percenkénti fordulatszámot akarsz látni, vagy egy időalap nélküli fordulat számláló kell.
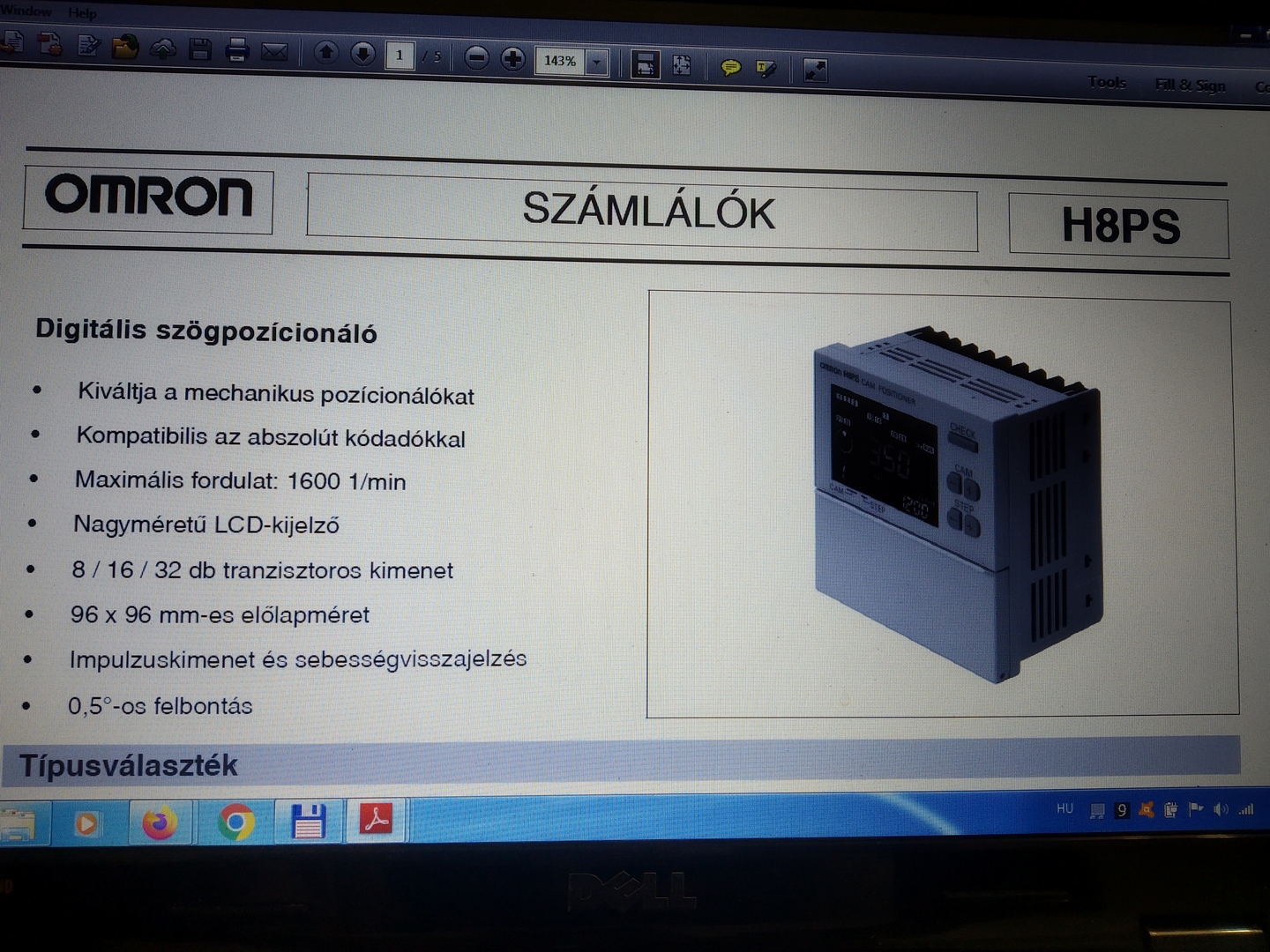
Én ha pontosan akarok mérni , egy omron H8PS kijelzőt használok , nem éppen fordulatszám mérő , de nekem megfelel. Sebesség frissítés 200 ms-os időközönként (nekem ez már elég gyors) kár , hogy csak 1600 1/min-ig tud mérni.