|
Előzmény: dezso74, 2020-01-27 22:07:18 [25297]
|
|
Előzmény: szf, 2020-01-27 22:01:16 [25296]
|
|
Előzmény: dezso74, 2020-01-27 20:33:35 [25293]
|
|
Előzmény: laaci, 2020-01-27 21:47:16 [25294]
|
|
Előzmény: dezso74, 2020-01-27 20:33:35 [25293]
|
|
Előzmény: svejk, 2020-01-27 19:20:08 [25290]
|
|
Előzmény: Törölt felhasználó, 2020-01-27 17:28:33 [25289]
|
|
Előzmény: Rabb Ferenc, 2020-01-27 14:39:33 [25285]
|
|
Előzmény: svejk, 2020-01-27 15:33:51 [25287]
|
|
Előzmény: dezsoe, 2020-01-27 15:03:13 [25286]
|
|
Előzmény: svejk, 2020-01-27 14:36:29 [25284]
|
|
Előzmény: Törölt felhasználó, 2020-01-27 12:41:05 [25277]
|
|
Előzmény: dezsoe, 2020-01-27 13:19:19 [25281]
|
|
Előzmény: keri, 2020-01-27 07:12:15 [25262]
|
|
Előzmény: svejk, 2020-01-27 12:58:50 [25278]
|
|
Előzmény: Törölt felhasználó, 2020-01-27 12:41:05 [25277]
|
|
Előzmény: svejk, 2020-01-27 12:59:47 [25279]
|
|
Előzmény: svejk, 2020-01-27 12:58:50 [25278]
|
|
Előzmény: Törölt felhasználó, 2020-01-27 12:41:05 [25277]
|
|
Előzmény: keri, 2020-01-27 10:26:34 [25272]
|
|
Előzmény: sanyi, 2020-01-27 11:13:29 [25275]
|
|
Előzmény: keri, 2020-01-27 10:26:34 [25272]
|
|
Előzmény: keri, 2020-01-27 07:07:30 [25261]
|
|
Előzmény: guliver83, 2020-01-27 09:49:56 [25271]
|
|
Előzmény: sanyi, 2020-01-27 08:36:00 [25268]
|
|
Előzmény: sanyi, 2020-01-27 08:55:46 [25269]
|
|
Előzmény: sanyi, 2020-01-27 08:36:00 [25268]
|
|
Előzmény: B.Zoltán, 2020-01-27 00:42:19 [25260]
|
|
Előzmény: Törölt felhasználó, 2020-01-27 08:01:52 [25265]
|
|
Előzmény: B.Zoltán, 2020-01-27 00:42:19 [25260]
|
|
Előzmény: sanyi, 2020-01-26 22:32:11 [25247]
|
|
Előzmény: keri, 2020-01-27 07:12:15 [25262]
|
|
Előzmény: PSoft, 2020-01-26 23:14:05 [25254]
|
|
Előzmény: B.Zoltán, 2020-01-26 23:46:47 [25258]
|
|
Előzmény: MaDo, 2020-01-26 23:31:38 [25256]
|
|
Előzmény: MaDo, 2020-01-26 23:31:38 [25256]
|
|
Előzmény: B.Zoltán, 2020-01-26 23:46:47 [25258]
|
|
Előzmény: PSoft, 2020-01-26 23:37:03 [25257]
|
|
Előzmény: PSoft, 2020-01-26 23:21:20 [25255]
|
|
Előzmény: B.Zoltán, 2020-01-26 23:10:03 [25253]
|
|
Előzmény: B.Zoltán, 2020-01-26 22:53:44 [25251]
|
|
Előzmény: sanyi, 2020-01-26 23:00:31 [25252]
|
|
Előzmény: B.Zoltán, 2020-01-26 22:45:21 [25250]
|
|
Előzmény: PSoft, 2020-01-26 22:37:33 [25249]
|
|
Előzmény: sanyi, 2020-01-26 22:32:11 [25247]
|
|
Előzmény: Törölt felhasználó, 2020-01-26 22:09:10 [25245]
|
|
▲
◊
|




 Elkerülte a figyelmedet a MÉRÉSI RÉSZLET.
Elkerülte a figyelmedet a MÉRÉSI RÉSZLET.
 , hogy az állandó (constans) függvény deriváltja nulla. Azaz az állandósult sebesség szakaszon a gyorsulás nulla. A probléma az, hogy amit állandónak hisztek (sebesség, fordulatszám), az nem az a CNC valóságban. Így sajnos a műszaki törvények miatt mégis csak van gyorsulás ezen a szakaszon is, de ennek a gyorsulásnak semmi köze a szép csicsa motor tuning, meg motor axis setup ablakokhoz, mert ezekben az ablakokban azt hazudják nektek, hogy itt nulla a gyorsulás. A lónak a f...át! Elég már a hazugságokból!
, hogy az állandó (constans) függvény deriváltja nulla. Azaz az állandósult sebesség szakaszon a gyorsulás nulla. A probléma az, hogy amit állandónak hisztek (sebesség, fordulatszám), az nem az a CNC valóságban. Így sajnos a műszaki törvények miatt mégis csak van gyorsulás ezen a szakaszon is, de ennek a gyorsulásnak semmi köze a szép csicsa motor tuning, meg motor axis setup ablakokhoz, mert ezekben az ablakokban azt hazudják nektek, hogy itt nulla a gyorsulás. A lónak a f...át! Elég már a hazugságokból! 

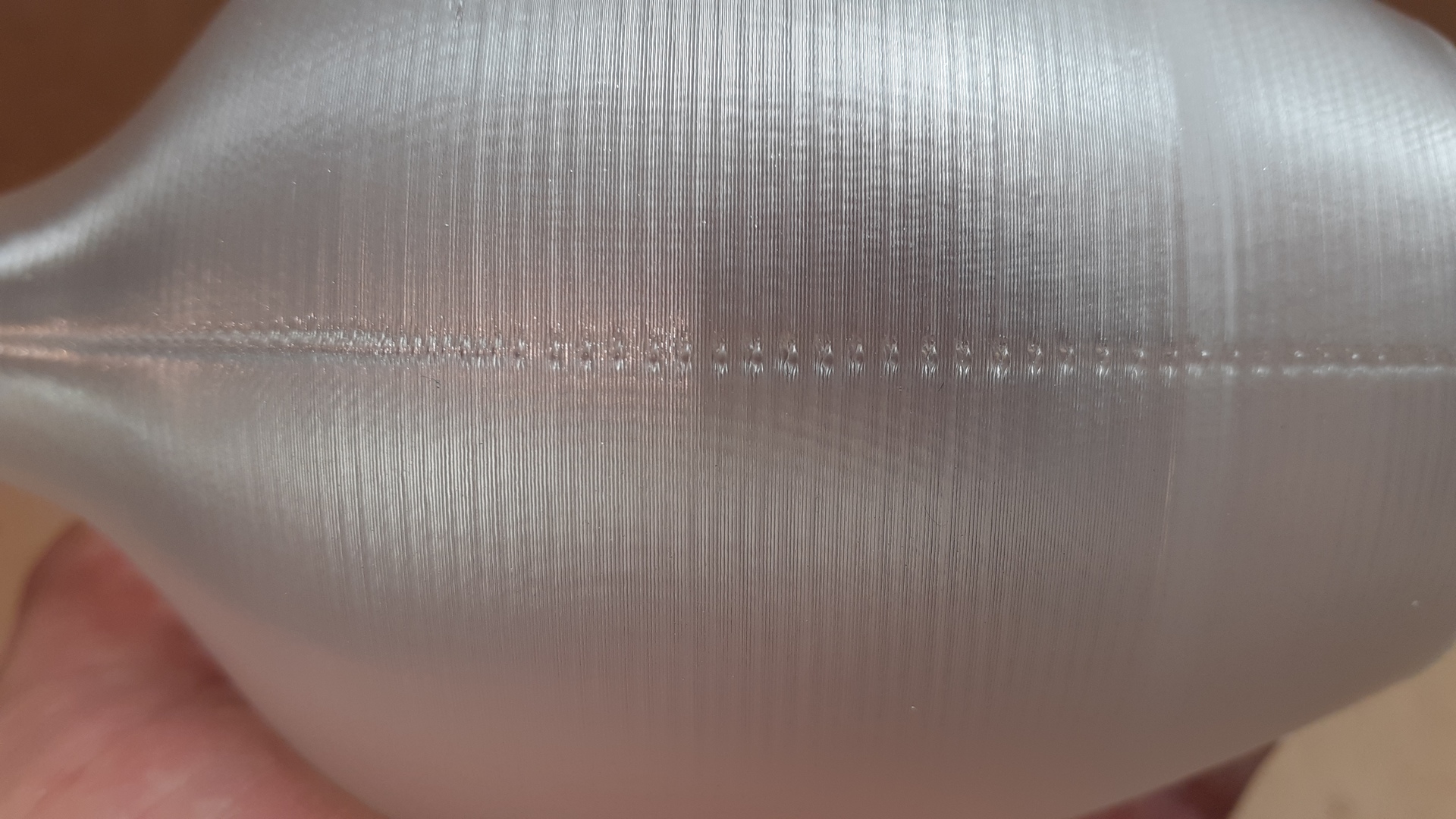
 , és igen is már szemmel is sok minden megállapítható.
, és igen is már szemmel is sok minden megállapítható.

 :
: