Sziasztok! Van egy ilyen hiba!Ennek mi lehet az oka?A kijelző rossz vagy csak beállítás? Próbáltunk egy másik kijelzőt az működik rendesen ezzel a beállítással. A segítséget előre is köszönöm!
Sásdi Zoltán | 735
2020-02-01 18:12:34
[25344]
Köszönet mindenkinek, aki segíteni próbált.
B.Zoltán | 1722
2020-02-01 16:16:04
[25343]
Ender laphoz 60-65 fokos asztalt (PLA) használok. Nyomtatás előtt időnként érdemes megmosni folyékony szappannal. Nekem meg az a gondom, hogy nem bírom leszedni róla a nyomatot.
Ha engedi a szeletelő, az első réteget a jobb tapadást elősegítendő, nyomtasd magasabb hőfokon. Az első rétegnél ne menjen a tárgyhűtés ventillá tora sem.(ha van)? Az asztal hőfokán is emelhetsz.(55-60°C)
Ha felválik, akkor már deformálódik is, ilyenkor én időben megszakítom a nyomtatást és egy újat indítok. Ha csak sima üveglapra nyomtatsz, akkor ezzel a stifttel bekenve nagyot javul a tapadás.
Zártszelvény dugót nyomtatott már valaki? Kb. 10 darabról lenne szó, különböző méretekben.
xsugix | 206
2020-01-30 16:31:16
[25332]
"nem szeretnék várni egy hónapot" = ha mód van rá, vesz egyet valakitől, akár használtan. De ha nem lesz, akkor kivárja.. Ha ezt írta volna: Nem akarok/tudok várni egy hónapot, akkor mondjuk helyén való lenne az állításod. Másik dolog, hogy ismerem annyira Motion-t, hogy az van, amit én írtam. Szóval ha nem lesz jelentkező, akkor hétfőn kínából rendel. Ennyi. Caxtool meg drága, annyit nem ér az idő. Mellette ültem, mikor nézte..
560. sorban - ott van a BIGTREE_SKR_PRO board leírása - ez áll: platform_packages = framework-arduinoststm32@>=3.10700.191028 Gond nélkül fordult, miután töröltem mindent és újrakezdem tiszta fejjel, és csak azt mahináltam amire nekem szükségem volt.
Sziasztok, Beírom ide is ha nem gond, mert az adok veszek eléggé pörög ahogy elnézem... Nincs valakinek egy eladó Ramps 1.4 1.5 vagy 1.6 panelja és hozzá egy grafikus kijelző? pl. Reprap 12864. Ezek nem jöttek meg kínából, és nem szeretnék várni egy újabb hónapot. Használt is jó lenne.
szaffibetti Jelenleg el vagyok utazva és ezen a laptopon nem találok sokat. Hogy tudok e segíteni az attól függ menyire van szükség segítségre. Sajnos nincs sok időm teljes kezdőt segíteni, de megpróbálom hétvégén otthoni PC-met átkeresni hogy mit találok. Ha semmit sem találok akkor valami rajzot csinálok, de nem biztos hogy neked az jó lesz, mert nekem ez a GT2560A+ kártyára van kötve. Szerintem ezt egyszerű bekötni más kártyára is, természetesen forrasztani kell, mert nem "plug and play", csak az Arduio Uno-ra.
Csak pusztán a hibaüzenetek alapján írom, nem olvastam utána:
A konfigodban valahol van egy [XYZ]_PROBE_OFFSET_FROM_EXTRUDER, amit ők közben átneveztek NOZZLE_TO_PROBE_OFFSET-re. Neked is át kell írnod a nevet, ki kell cserélned. Vagy ha nem használod, ki kell kommentezni.
A Z_MIN_PROBE_REPEATABILITY_TEST beállításához az ezt követően felsorolt szint érzékelők valamelyikét be kell állítanod, ott adod meg a szintező tipusát.
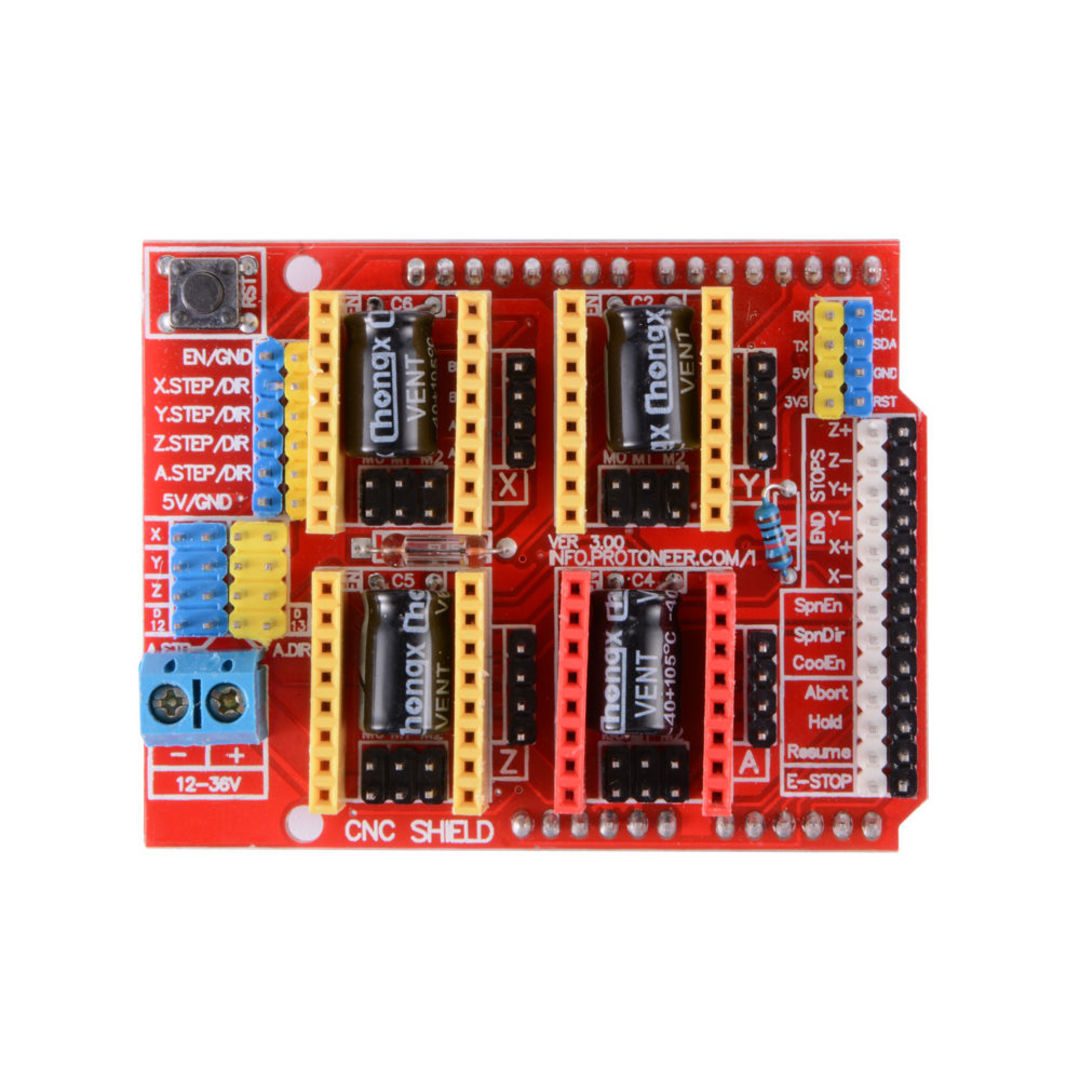
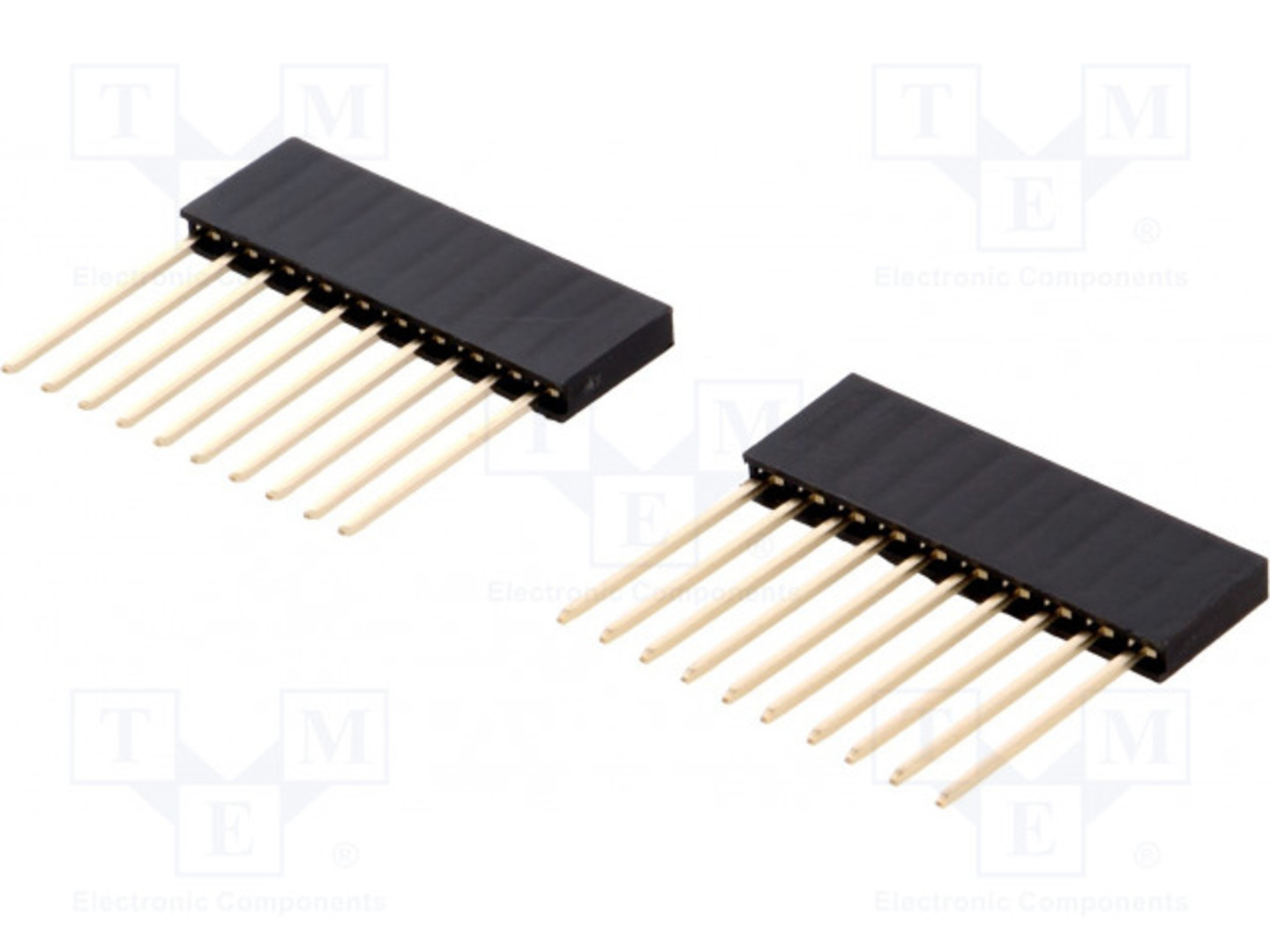
Az egyik vezérlőn kicseréled erre a tüskesorra. A másik vezérlőn az 1A 1B 2A 2B tüskéket kiforrasztod és a vezérlő IC felől beforrasztod (felfele álljon a lába). Arra dugod a motor kábelt. Az alaplapon a másik motor csatlakoztatod. 1 alaplapi csatlakozoról 2 motort hajthatsz párhuzamosan.
Valami olyasmire ami egy motorvezérlő helyről megosztja duálba és így felszabadul a pluszban elfoglalt hely. Van egyáltalán ilyen, vagy rosszul emlékszem. Ugye most 5 hely van, de 6 kéne mint kiderült.
Fogalmam sincs. Valaki hasonlóba futott bele anno és annak ajánlották azt a valamit.
Más: Egy videó, hogy hasznos vagy nem bárhol is alkalmazzák a 3d nyomit. Mikor én tanultam a szakmát, akkor ilyen még nem volt, pedig jó lett volna párszor így vissza gondolva.
Meg tudja mondani valaki, hogy a motor vezérlő közösítőt pontosan, hogy kell keresni. Jó pár hete valaki rakott fel róla valamit, de nem találom. Vissza néztem novemberig,de semmi. Kevésnek bizonyult az SKR V1.3 5 vezérlője. Mint kiderült nem szereti a párhuzamos motor kötést, így az egyik extruder elveszett.
dezso74 | 787
2020-01-27 22:29:51
[25300]
Az egyik hiba.
#error "[XYZ]_PROBE_OFFSET_FROM_EXTRUDER is now NOZZLE_TO_PROBE_OFFSET. Please update your configuration."
A másik hiba.
#error "Z_MIN_PROBE_REPEATABILITY_TEST requires a probe: FIX_MOUNTED_PROBE, NOZZLE_AS_PROBE, BLTOUCH, SOLENOID_PROBE, Z_PROBE_ALLEN_KEY, Z_PROBE_SLED, or Z Servo."
Az elsődleges, és a másodlagos Serial Port nem lehet ugyan az. Nekem ez van benne eredetileg: #define SERIAL_PORT -1
/** * Select a secondary serial port on the board to use for communication with the host. * This allows the connection of wireless adapters (for instance) to non-default port pins. * Serial port -1 is the USB emulated serial port, if available. * * :[-1, 0, 1, 2, 3, 4, 5, 6, 7] */ #define SERIAL_PORT_2 1