Biztosra nem tudom mi a kisebbik kapocsléc , de szerintem a kényszerhűtés motorja . De persze akár fék is lehetne . De mivel 0 tól írja a fordulatszámot valószínűleg szükséges a kényszerhűtés , külön motorral .
A nagyobbik kapocs ablakba. Ha csak megakarod nézni, hogy megpördül-e: U1-W1-re 230V, előtte U1-V1 közé bekötöl egy 10uF-os kondit. Egyébként freki váltót neki.
Tudnátok segíteni hova kellene kötni a 230 V -ot hogy ez a motor életre keljen ? Köszi.
B.Zoltán | 1722
2021-04-25 20:06:11
[46898]
Ismerem ezt a visszahajtásos módszert, ezt legutoljára fogom hagyni, ha semmi nem jön össze. Szerintem is ennek jónak kell lenni, ha bekenem a végeket, és úgy hajtom vissza.
Köszi mindenkinek a tanácsot, most hirtelen nem is jutott eszembe mindegyik. A tömítőporról/folyadékról elég sok rosszat írnak a neten, és nekem se szimpatikus, hogy belekeverjek valamit a hűtőrendszerbe, ezt most nagyon nem akarnám.
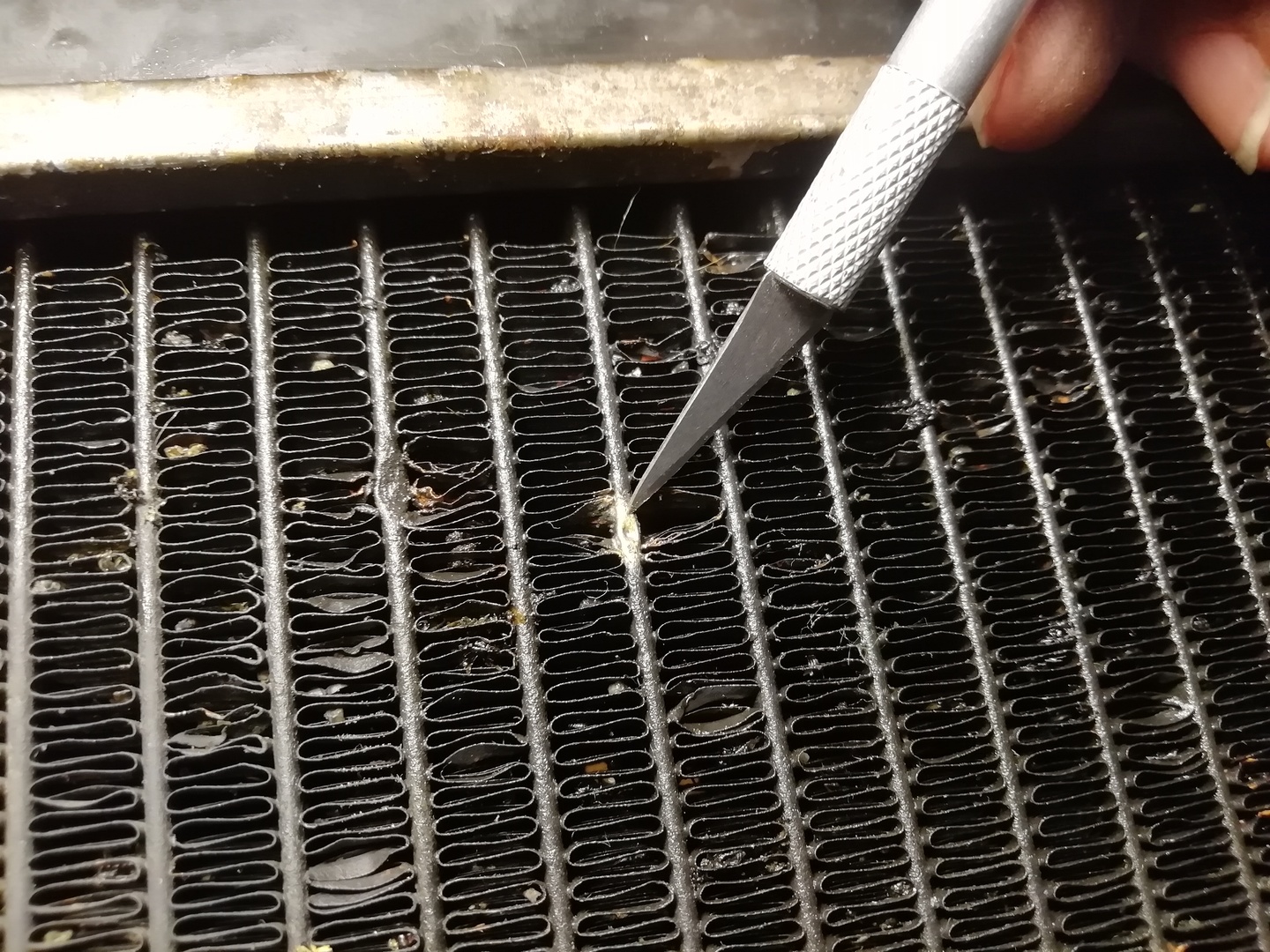
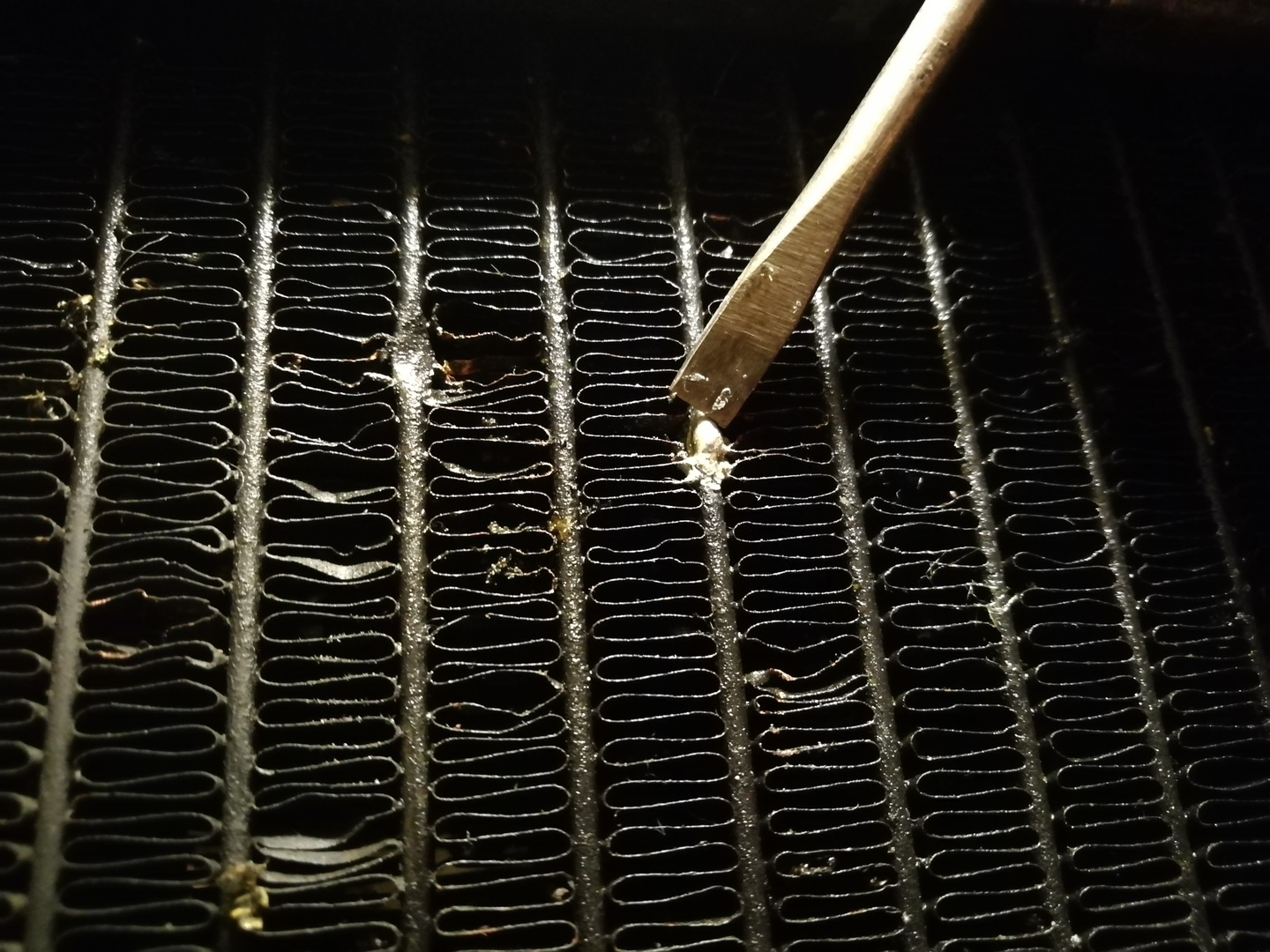
Közben sikerült kiszedni a hűtőt. Van egy-két nagyobb bogár/kavics nyom horpadás. Mint kiderült, a borda vörösrézből van, a cső a luknál erősen sárgállott, és kiderült, hogy sárgaréz, így nagyon szépen tapadt rá a cin, és be lehetett forrasztani.
Nyomás nélkül nem is folyt, meg kellett nyomatni levegővel. Ezt a lukat is egy kavics okozta. Elég sok kis kavicsot szedtünk ki a bordák közül. A horpadás alján volt a luk, így könnyű volt beforrasztani, feltöltöttem a horpadást, plusz még a környezetét.
A régi melóhelyemen az öntöttvas radiátorokat ilyesmi fémgyurmával javítgatták, csak simán a lyukra/ba nyomva.
Lehet itt is működne, van aluhoz való is. Aztán ha mégis szivárog a hűtötömítő adalék biztos elfojtja bár én nem szívesen használnám, valahogy unszimpatikus bármit is rakni a hűtőkörbe.
Nekem -balf@szságom miatt- kidörzsölte az egyik elemet a klíma csöve.
Nem vacakoltam, vettem bele 18 ezerért másik hűtőt. Már amikor megjött ferde szemmel néztem rá. ( gyanúsan kisebb felületűek voltak az elemek csövei, az eredetiben ovális csövek voltak)
Nem is bírta az augusztusi meleget, bocsánatot kellett kérni a régitől. A réginél kivágtam a hibás részt, műgyantás kétkomponensű fémragasztóval bekentem a végeket, majd visszahajtva ellapítottam. Két éve így van.
Ha gyűjtőcsőnél közvetlen van a lik' akkor az nagyobb szívás, azt jobb olyanra bízni aki már csinált ilyet, vagy szerezni egy másikat és azon gyakorolni.
A lényeg ami miatt írtam, hogy ha mégis veszel bele másikat nagyon nézd meg milyet veszel.
Egyenirányításhoz a szinkron(reluktancia)motoros, csúszógyűrűs, kommutátoros nemtudommmineknevezzem cuccos zavartermelés szempontjából egy fokkal szerencsésebb megoldás. Valahol az is van itthon, meg kellene keresni...
Üdvözöllek! Nem tudok komoly tanácsot adni -mert , csak egy rövid történetet, amikor kilyukadt a Nissan Vanet Cargo hűtője. Úgy vittem az autószerelőhöz, hogy napokra ott kell hagynom (megrendeli, kiszereli és nagyon sokat fog kérni). Nem így történt, 2 perc alatt végeztünk. Hozott egy kis tasakot, benne valami port volt. Mondta, hogy ez ideiglenesen, vagy véglegesen megoldja a gondjaimat, akarom-e? Hát persze -ki ne akarta volna. Beleszórta a hűtőbe. Másnapra megszűntek a hűtővíz elfolyással járó tünetek. 10 év múlva is kifogástalan volt a hűtő. Ahol a lyuk volt, azt alaposan betömítette. Már csak utána kell nézni, mi az a hűtőlyuk tömítő por. Egyébként nem értek a kocsikhoz se. Talán megérné utána nézni ennek a kis tasaknyi pornak a neten.
Amennyit én láttam az autóhűtő javításból, nem sok. Ott a hozzáférés volt a nehezebb, nem a foltozás. Amúgy az alumínium javítható közönséges forrasztócinnel és forassztózsírral is. Zsírral beken, rozsdamentes drótkeféz, óvatosan melegít, cint folyaszt, vizes ronggyal letöröl. A trükk az, hogy a forrasztózsíros alumínium nem kap levegőt, a felület a forrasztáshoz fémtiszta marad.
Kb húsz éve cserélgettem a műanyag fejeket , lyukas alu csövet belülről ledugóztam . Mostanában nem igen kínlódnék vele , lenne bontott . De érdekes téma kíváncsi vagyok mi lesz belőle .
Egy kis segítségre/tanácsra lenne szükségem. Egy gombostű méretű luk keletkezett a Suzuki Swift (2003) hűtőjén, és jó lenne megmenteni. Javított-e már valaki otthon hűtőt?
Nagy valószínűség szerint alumíniumból van már ez a hűtő. Mi a véleményetek, be tudom-e biztonságosan forrasztani AluForr 300 alumínium forrasztó pálcával? Gondolom jobb lenne AWI-val. MIG-gel nem merem, mert gondolom vékony a fala, és esetleg nagyobb lukat csinálok mint most van rajta.
PSoft | 18696
2021-04-25 12:49:08
[46886]
A videót nézve, egész végig azon gondolkodtam hogy vajon milyen feladatra gyárthatták ez az "ágyúgolyó" formájú motort. De aztán a vége fele, az is kiderült.
A szekunder leégésében egyetértünk . A félhullámú egyenirányítást is így gondoltam . A széntömböt érintkezőnek gondolom , de még nem is hallottam hasonlóról ,azért tettem fel .
Tévedtem, jobban megnézve, ez trafó, láthatóan leégett szekunderrel. A "mágnes" pedig egy szén hasáb. Elragadóan szikrázhatott menet közben, a használó nagy örömére.
Dobhatod. Ráadásul, valószínű egy oldalas, a bal felső felén látható hasáb, a bádog köpenyben egy mágnes lehet. Csak az egyik fél periódusban húz meg, kapcsolja a terhelésre. Pólus csere: megfordítod a mágnest. A nyitott vas miatt, inkább áramgenerátoros. Még az is elképzelhető: nem trafó, csak egy fojtó kimenetén a 110V! A régiek nem voltak ijedősök. Még emlékszem olyan rezsóra, ahol az izzó szálak látszottak a kerámia testben. Ha kifutott a tej, ráégett. Senkit nem csapott agyon, pedig még nullázás sem volt.
Ez most akku töltő ? És hogy egyenirányít ? Mindenesetre igen érdekes .
jani300 | 12314
2021-04-24 21:53:29
[46879]
Itt az enyém . Meg a telóm méretnek Az enyém még bombabiztos darab Nem rég belebotlottam csak azért ilyen hamar , a drótkefe meg ugye már ott lóg a falon ....
Kerepes csőmenetmetsző . Egy kék kis műanyagdobozban jár hozzá pofakészlet . Csak előre fele szabad hajtani , ha végigért nyitni kell a pofákat és úgy levenni . Több állítható fokozatban lehet vele megvágni a menetet ,nem egyből . Nem akarsz Te ilyet használni ,szívás . Régiség ,van nekem is pofakészlettel , én sem használtam legalább 20 éve már . Rettentően nem termelékeny , és kényes szerszám . Mai fiatal kezébe nem való ,ha visszafele tekernéd rögtön kipattannak a kés fogai .
Ez a sokat emlegetett orosz menetmetsző. Nem állítható, csak a "pofacsere" módja ez, és nem a ki-be pattintás. Egyébként soksoksok eladót találsz belőle a hirdetési felületeken. Majd most kapok a fejemre, de én azt mondom, inkább keress egy modernebb verziót, ha belefér a keretbe, nem bajlódnék vele.
Van egy ilyen csőmenetvágó. Jól értem, hogy ez állítható? Ha igen, Az állítás előtt cserélni kell a pofákat? Honnan lehet hozzá szerezni pofákat?
RJancsi | 5811
2021-04-24 18:51:07
[46871]
Ha pontos típust is írsz talán okosabbak leszünk. De mást jelent a pontosság és a kijelzés. Mert lehet, hogy 0,01 mm-es a kijelzése, de a kalibrálás során (mert anélkül kb. semmit sem lehet tudni róla), kiderülhet, hogy csak 0,1 mm-re pontosan mér, a második tizedesjegy már csak tájékoztató érték, de nem szabad figyelembe venni. Nem tolómérő hanem (Kern) mérleg amit a melóhelyemen használok. Ezred grammos a kijelzése, de az utolsó számjegy sraffozva van, ezzel is jelzik, hogy csak 0,01 gramm-ra pontos az eredmény. Az idei kalibrálásnál kimérték, hogy van létjogosultsága az utolsó számjegynek is, 0,002 gramm pontos.
Mondjuk az elektromos kéziszerszámok, egy más kategória. Azoknál a gyárilag kialakított -ma már szinte kizárólagos- érintésvédelmi mód a kettős szigetelés, vagy az akkus gépeknél a törpefeszültség. A kettős szigetelésű készülékeknél persze hogy nem véd a földelés, mert nincs.
A példádra hivatkozva, ahol: „Megsérül egy 230 voltos kéziszerszám csatlakozókábele , kilóg a fázisvezető .” Na, pont ott van/lehet jelentősége a kiegészítő, +áramvédő kapcsolós védelemnek.
Az teljesen mindegy, hogy a konyhában a Julinéni botmixeréből lóg ki a fázis, vagy a Józsibácsi sufnijában a fúrógépből, vagy éppen egy építkezési területen a bádogosok sárba, vízbe huzigált hosszabbítójából. Ha megfelelő az ÁVK választás/beépítés, igen jó eséllyel túl fogja élni a "megrázó malőrt" a Julinéni a konyhában, a Józsibácsi a sufnijában és a bádogos is a mostoha körülmények között, az építkezési területen.
„AVK álltalában ott létjogosult, ahol lusták, lehetetlen vagy csak egyszerűen nem gazdaságos megfelelően alacsony értékű védőföldelést kiépíteni.”
Ez, biztos?
Előzmény: Szalai György, 2021-04-24 09:42:18 [46867]
Szalai György | 9544
2021-04-24 09:42:18
[46867]
Nem tudom, ki hol olvassa, hogy egy műhelyben kötelező az AVK. Szerintem nem az. Egyáltalán semmilyen szabvány betartása nem kötelező, hanem önkéntes jellegű, és ajánlott, mert biztonságot, egységességet ad a felhasználónak és a szakembernek is. Az eredményes elektromos érintésvédelem garantálható más módokon, nem csak AVK-val. (Irányíthatod, felügyelheted az egész műhelyt egy mobiltelefonról, miközben biztonságos messze vagy a veszélyes gépektől. Ha bárki megközelíti a gépeket, lehet automatikus teljes leállás és minden betáp ponton akár látható megszakítás is.)
AVK álltalában ott létjogosult, ahol lusták, lehetetlen vagy csak egyszerűen nem gazdaságos megfelelően alacsony értékű védőföldelést kiépíteni. A legtöbbször csak egyszerűbb már megvenni egy AVK-t ötezerért a kocsmában, mint dolgozni napokig egy jó földelés kiépítésével. Sajnos a nagyáramú és kapcsolóüzemű elektronikák jelenleg igénylik az alacsony szétterjedési ellenállású földelést. De a legfejlettebek már kevésbé.
Az egész műhelyt egy AVK-val védve is működhet az érintésvédelem. Rakhatsz minden villanykörtére külön egyet, de szekrényenként, főáramkörönként, vagy ahogy jólesik. Vagy amennyire meg tud dumálni a villanyszerelő, hiszen Ő abból él. Ez csak az elektromos érintésvédelmi része a kérdésnek, de van más, munkavédelmi nézőpont is. Amikor egy gép véletlen leállása okozhat balesetveszélyt, vagy ha egy gépcsoportnak együtt muszáj leállni hiba esetén. Nem minden esetben rakhatnak külön AVK-t minden konnektorra.
Digitális tolómérőt vennék, de különböző boltokban ugyanaz a termék hol 0,1-es, hol 0,01-os pontosságúra van írva. Aki tudja az igazságot, kérem írja le. Köszönöm!
kisssandor | 313
2021-04-24 08:57:18
[46865]
Villanyszerelési dolgokban teljesen tudatlanként kérdezem, hogyha a műhelyemben van 20 csatlakozó aljzat(1 és 3~ vegyesen)akkor 20 db ÁVK kell? Vagy egy az összeshez, esetleg csoportonként (szekrényenként) egy? De akkor honnan tudom melyik gép a tettes ha lekapcsol az ÁVK. Ez akkor még érdekesebb, ha megy a CNC maró és vmelyik másik gép miatt fogásban megáll.
schneyolo | 403
2021-04-23 08:24:55
[46864]
Sziasztok! Adott egy Mitsubishi Meldas M50-es vezérlő(Mori Seiki MSC 802). Nekem új, mert még nem dolgoztam vele. Nem teljesen értem a logikáját a munkadarab G54 Z offset bemérésnek. Esetleg ha valaki ismeri a vezérlőt pár mondatban leírhatná. Köszönöm! Meg később lehet, hogy lenne pár kérdésem.
lari | 1203
2021-04-22 18:40:22
[46863]
Jó kérdés... Azt hiszem sok ilyen és ehhez hasonló kivetnivalót találhatunk mind a szabványokban, mind pedig a jogszabályok megfogalmazásában. Ha viszont nem lennének a fentiek, miből élnének a jogászok?
Előzmény: Szalai György, 2021-04-22 18:15:11 [46862]
Szalai György | 9544
2021-04-22 18:15:11
[46862]
"illetve azokat szakképzetlen személyek használják" A szakképzett cipőfelsőrész készítő és a kéményseprő az hova számít a hivatkozott szabvány szerint?
Egyszer már feltettem . Azt nem néztem hogy a konyhában van e földelés , de a szobákban tuti nincsen a konnektorban . (MM, fal alu ) Hozzá se nyúltam , csak megmondtam miért verte le az olvadóbetétet . Konnektor csere volt .... Egyébként egy "felújított" albérletnek kiadó "téglapanel".
Értem én, hogy mérges vagy így inkább csak kérdezem.
Az igaz lehet, hogy csak új kiépítésű leállásoknál, követelik meg az ÁVK-t és a már meglevő, régi leállásokra türelmi idő van, de az idejét nem tudja senki?
Én nem kerestem szabványhivatkozást, mert tudom, hogy kell.
Aztán otthon hobbiban meg, mindenki úgy "gányol" a haver, szomszéd, stb. okosságai, vagy saját kénye/kedve szerint, -mindenféle szabvány előírást leszarva- ahogy akar. (addig, amíg baj nincs)
-Ráz a hűtő, leföldelem a vízcsőhöz... -Leütök egy darab vasat a gép mellé főőődelésnek'... -Nem kötöm rá a zőőődsárgát', mer akkooo' leold a "firelé"...
És még, sorolhatnám a végtelenségig... Volt itt már mindegyikre példa!
Van ilyen, de azt az adott gép határozza meg, pl: egy toronydaruhoz általában 100-500mA-es ÁVK-t szerelnek be. Az ipari környezetbe pakolt rengeteg "Kalocsa" szekrényekbe (pl építkezéseken) pedig 30mA-es ÁVK kerül, mivel ahogy PSoft is írta, az adott leágazáson sokféle kéziszerszámot használnak róla.
Találtam egy szabványhivatkozást. Minden olyan 20A névleges áramnál nem nagyobb csatlakozó aljzatot áram-védőkapcsolóval kell védeni, ami általános használatra van szánva, illetve azokat szakképzetlen személyek használják. Szintén kötelező az alkalmazása a szabadban használatos 32A névleges áramúnál nem nagyobb készülékek esetében is. Az ÁVK beépítését, mint kiegészítő védelmet, az MSZ HD 60364-4-41 számú szabvány és a 40/2017. (XII. 4.) NGM rendelet írja elő.
Nagyon sokszor -ipari környezetben is- villásdugóval, dugaszoló aljzatra csatlakozik egy gép. Ilyen esetben is, mindig kell az ÁVK a dugalj elé. Függetlenül attól, hogy van-e beépített frekiváltó, vagy szervóhajtás a gép vezérlésében.
Mint laikus kotyogok közbe, úgy tudom, hogy nagyobb "megszólalási" áramú Fi relét raknak ipari környezetbe mint a háztartásokba épp a sok induktív fogyasztó (aszinkron motorok) miatt. Vagy rosszul tudom?