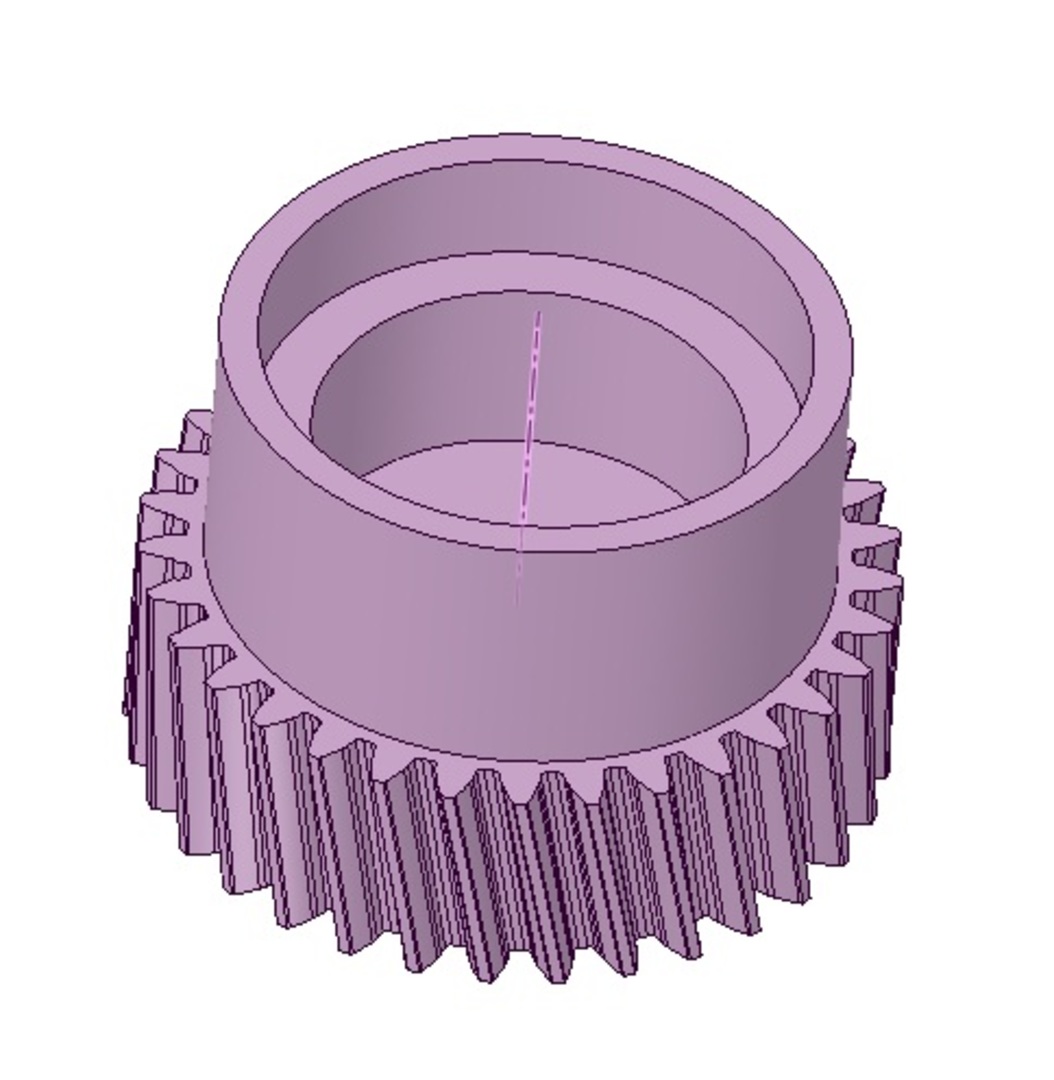
Múltkor nyomtattam egy robotgép fogaskereket, aminek a fölső hengeres részénél ugyanaz az átmérő van, csak az a különbség, hogy annak a fölső felében nagyobb a luk. Meglepetésemre ott ahol nagyobb a luk, ott a külső átmérő is 0.3 mm-rel nagyobb. Gondoltam, hogy a szeletelő változtatott a sebességen, mert kisebb a felület, és lassított rajta, és ezért lett ott nagyobb.
Következő nyomtatásnál kínosan figyeltem rá, leszimuláltam a gcode-ot, tökéletesen egyforma sebességgel nyomtatja végig a fogaskerék fölső részét, ennek ellenére ugyanúgy megvan a méretváltozás, 0.3 mm-rel nagyobb a külső mérete.
A képen látszik, amiről beszéltem. Csak egy ilyen ocsmány nyomtatást találtam, amit a Spectrum filamenttel szórakoztam, amivel nem lehetett nyomtatni normálisan. De a hibát nem a filament okozta, mert az előző nyomtatások is ugyanilyen rosszak.
De aztán hagytam a problémát, mert a gyakorlatban jelentősége nem volt, ez csak egy funkció nélküli része a fogaskeréknek.
Ebből is látszik, hogy a 3D nyomtatás nem olyan fekete és fehér. Vannak még érdekes dolgok, amire kapásból nem tudjuk még a magyarázatot.
dezsoe | 2934
2020-02-26 18:18:57
[25445]
Nem "másznak/vándorolnak" a rétegek, ott vannak a helyükön, hol vékonyabb, hol vastagabb fallal. Na, ez nem derült ki számomra a képek alapján. Akkor nem szóltam.
A ki/be kapcsolgató asztalfűtés alaplapi FET-éről levettem a terhelést, illetve rosszul írom, mert az SSR vezérlését -azt a pár mA-t- rajta hagytam, csak az SSR-ről vettem le a fűtést... Nos...így is megszűnik a csíkozás, szép egyenletes, hullámzás mentes a fal. A két fűtés tápja továbbra is függetelen az alaplap tápjától.
Lehet, eddig nem fogalmaztam egyértelműen a hibával kapcsolatban...
Nem "másznak/vándorolnak" a rétegek, ott vannak a helyükön, hol vékonyabb, hol vastagabb fallal. Csak a példa kedvéért... Olyan, mint amikor ingadozik valamiért a hálózati feszültséged és a "hatvanas izzód" hol gyengébben, hol erősebben világít.
Szia! A fa és műanyag vázas gépeket én nem erőltetném. Ha kicsit lejjebb olvasol, ugyanilyen kérdés kapcsán megtalálod az Ender 3 nyomtatót, amit sokan ajánlunk első gépnek.
Új vagyok itt, egyelőre csak játszok a gondolattal, hogy vennék egy kissebb 3d nyomtatót. Kezdőgépnek tudtok valamit ajánlani? Árat nem írnék, mert ugyan kínából 30ezer környékén már lehet venni fa vagy műanyag vázas gépeket, de fogalmam sincs, hogy ezek használhatóak e.
Köszönöm a segítségeteket!
sanyi | 1926
2020-02-26 13:37:12
[25440]
Ha megérkezik az új analizátor akkor csinálok még méréseket és meg is mutatom mit tapasztaltam, de a jelenlegi műszer nem tud olyan kimenetet amit egyszerűen lehetne más programmal feldolgozni. Az újabb már képes excelen is lementeni az adatokat és onnan már nagyon sok lehetőség nyílik az elemzésére. Persze lehet hozzá egyedi pug-inokat is írni. Annak még utána kell számolni, hogy mennyit is jelent fizikai elmozdulásban egy ilye időzítés beli hiba. Azért ezek a hibák nem olyan sűrűn fordulnak elő. Azaz nem azt jelenti a hiba, hogy minden 10. impulzus ilyen, hanem inkább azt, hogy létezik. Mivel nálam nem volt asztal fűtés ezért elvileg nem kellene ilyennel foglalkoznia a vezérlőnek, de lehet, hogy mégis megteszi...
Pontosan ilyen elmászkálásra tippeltem én is a PSoft leírása alapján. Ezek a pici késések/sietések pont alkalmasak arra, hogy az íven haladva hullámosan menjenek. Vagy szoftveres probléma vagy gyenge hardver lehet az oka, szerintem. Annak ellenére is, hogy keri részletesen leírta, hogy nincs ilyen. Mivel semmilyen 3D nyomtatóm nincs, nemhogy pont olyan, nem tudom megmérni, mindössze értelmeztem a leírást.
Ugyan P-soft volt megszólítva, de ő még nem mérte a berendezést logikai analizátorral, én viszont már megtettem igaz egyik sem ardunio alapú vezérlő volt. Az egyik amit mértem egy Planet CNC féle utánépített vezérlő volt. A tapasztalatok a következők: A mérés alatt a G kód a következő volt: G0 x1000, y1000, z1000. Vagyis 3 tengely mozog egyszerre a nulla pontból (előtte minten tengelyt a 0 pontra küldtem) Az volt az elvárás ebben az esetben, hogy a 3 tengelyre a léptető impulzusok felfutó éle egy időpillanatban legyen és a gyorsításnak lassításnak ideje alatt együtt fussanak valamit különsen az állandó sebességú szakasz esetén a léptetések periódus ideje azonos legyen vagyis egyenletes legyen a sebesség. A motorvezéslő 8825 felfutó élre léptet A mért step jel 3-4 us körüli impulzus volt, a felfutó élek időzítése nem volt szinkronban, és emléleim szerint csúszkált is tengelyek előzgették egymást. Érdekes módon a lefutó élek szinkronban voltak aza mindig kb. 200ns eltéréssel követték egymást. További érdekesség volt, hogy az állandósult sebességű szakaszokon voltak olyan léptetési impulzusok ahol a periódus ideje a léptetésnek nagyobb volt mint az előtte illetve az utána következő léptetések ideje vagyis lassult a tengely 1-1 léptetésnyi szakaszon. Sajnos csak korlátozott mennyiségű mintát tudok venni mert kicsi az eszköz memóriája ha ilyen felbontásban mérek (200ns). Ha ennél durvább a felbontás akkor meg nem látszanak az eltérések. 2u-s felbontásban már egészen más látszik... A másik mérés egy MSK Sbase 1.3 kártyán történt, ami sokkal kultúráltabban viselkedik. Itt minden mozgás rámpával indul. Az időzítések is jobbak. A nyomtatómon nem tudok mérni mert nem férek hozzá a step jelekhez (nincs kivezetve tüskesorra és nem akarok a nyákon gányolni a kicsi átvezetéseken a rétegek között).
Várok egy másik logikai analizátorra aminek nagyobb memóriája van és lehet majd a hosszabb ideig is mérni... Addig meg megnézem, hogy a fűtés vezérléshez hozzá lehet-e férni mert kellene onnan a trigger jel a méréshez.
Tehát termikusan az asztal befolyásolja a csíkozást? Végig olyan magasan is? Mert a külön táp megoldotta volna, ha a fej fűtést befolyásolja.
Erre a megoldási ötleteim: Jóval magasabb PWM frekvencia, mind a fejre, mind az asztalra. Illetve kipróbálom én is ezt a kikapcsolást. Olyan 30-40fokon még nekem is elég keményen kapaszkodnak a kisebb felületű munkadarabok, mint pl. a cicisnéni.
Sajnálom, hogy téves, rosszindulatú előitélettel vagy felém, és ezt még propagálod is. Van itt még pár ilyen gondolkodású, viselkedésű hangadó, uszító ember (csak azért mert nem tudják elviselni a szakmai tévedéseiket, és besértődtek ok nélkül, amikor a súlyos szakmai tévedéseikre felhívtam a figyelmet), viszont van több ezer hallgatag, passzív tag is. Ők ez én embereim, mert szeretnék egy normálisabb, tényszerű világban élni.
Pedig egyszerű ám a recept. Mindenki nyomja meg az agyában az újraindítás, törlés gombot, és ezentúl csak a VALÓS tények mentén próbáljon gondolkodni, véleményt alkotni.
Az a siralmas, hogy hatalmas tudásodat csak lekezelően tudod előadni. Ettől még akit érdekelne is a dolog messze elkerül. Ez még mindig egy höbbi fórum, ahol a többé-kevésbé amatőr gépépítők közérthető nyelven próbálják egymást segíteni. Hozzászólásaidból leginkább az "jön le", hogy a "Robsy" motordinamikai mérőrendszeren kívül nincs élet. Aki nem szán rá egy órát hogy ezzel tesztelje a gépét az szánalmas dilettáns és bár úgy tűnhet, hogy enélkül is működik a gépe valójában nem. Szerintem.
Emberek!!! Szokás szerint megy az ötletelés a step jel és pozicionálási hibák kapcsán megint!#csodalk]
Pedig a dolog egyértelműen KIMÉRHETŐ, TESZTELHETŐ a Robsy motordinamikai mérőrendszer kapcsán, amiről már többször írtam itt.
Csak ugyebár kellene EGY ember Bp. környékéről, aki 1 órát rászán arra, hogy a 3D vagy akármilyen más CNC gépén a mérések megtörténhessenek. Viszont akkora az igénytelenség, az érdektelenség, hogy eddig még senki nem jelentkezett. Perszea jó minőségű gépre meg mindenki vágyakozik. Siralmas ez a hozzáállás!
B.Zoltán | 1722
2020-02-25 23:41:05
[25431]
Próbáltad azt, hogy nem adsz az asztalnak tápot, csak kapcsolgat? Esetleg ebből kiderülne, hogy az asztal kapcsolása zavarja meg a step jeleket.
Szerintem, ennek az alaplapnak a nyák méretezésével sincs minden rendben.(nagy áramú vezetősávok/keresztmetszetek) A már lentebb írt led világítás "pulzálása" a PWM-es fejfűtés ütemére is arra utal. Ez a jelenség pld. megszűnt, a fejfűtés SSR-es kapcsolása után. De pld. nagyon figyelve, mindig lehetett hallani az asztalfűtés kapcsolását a motorok és az épp forgó ventillátorok hangján is.
Ha van egy logikai analizátorod, akkor próbáld ki, hogy elindítod valamilyen szögben, de nem 45°-ban (pl. 0,0-ról 100,200-ra) az X és Y tengelyt olyan sebességgel, hogy közben biztosan kapcsoljon a fűtés, az analizátoron pedig megnézed a két step és a fűtés jelét. A leírásod alapján én arra tippelek, hogy a procinak nincs annyi ideje, hogy a fűtéssel is szöszöljön: ha azzal is kell foglalkoznia, akkor elrontja a step jeleket. Nem nagyon, csak annyira, hogy látszódjon. Nem marad ki lépés, csak időben és főleg egymáshoz képest nem lesz jó.
Szerintem a nyomataid szépek, nem érdemes vele vacakolni. Viszont a leírásod után én azt csinálnám, hogy az asztal fűtést teljesen leválasztanám a nyomtatóról, egy külön tápról és termosztátról melegíteném az asztalt. A szeletelőben pedig nem is kell hőfokot állítani, hagyni kell 0-án, így nem kapcsolgat. Kíváncsi lennék egy ilyen eredményre.
Előzetesben... Nálam, az alaplapi FET-ek kapcsolják direktben mindegyik fűtést.
-találtam egy Fujitsu szervertápot,DPS-700KB 12VDC 58A. Rákötöttem arra a gépet, bekapcs...jelenség ugyanaz. Nekem ebből az jött le, hogy...nem az eredeti 12VDC 15A-es kínai táp a ludas.
-visszaálltam az eredeti 12VDC 15A-es tápra, és a fűtésekhez "kukáztam" két, 15A-es DC-s SSR-t. Bedrótoztam az SSS-eket, bekapcs...jelenség ugyanaz.
-kukáztam egy 24VDC 10A-es tápot és egy 12VDC 10A-es tápot. Az asztalfűtést átkötöttem 24V-ra és a fejfűtés patronját is kicseréltem 24V-osra. Ezeket rékötöttem a két SSR-en keresztül a 24VDC 10a-es tápra, a másik tápról pedig -12VDC 10A- megtápláltam az alaplapot. Bedrótoztam, bekapcs...jelenség ugyanaz.
Aztán már csak szórakozásból...
-visszakötöttem/kicseréltem a fűtéseket 12V-ra... -visszatettem az eredeti kínai 12VDC 15A-es tápot a két SSR-en keresztül csak a fűtéseknek... -az alaplapnak pedig meghagytam a másik, 12VCD 10A-es tápot. Bedrótoztam, bekapcs...jelenség ugyanaz.
A jelenség ugyanaz azt jelenti, hogy mindegyik esetben, az asztalfűtés kapcsolásának ciklusidejével...jön a csíkozás a felületen.
-teljesen mindegy, hogy az alaplapi FET-ek direktben, vagy az SSR-eken keresztül kapcsolgatják a fűtést. -az is mindegy, hogy honnan, vagy melyik tápról megy az asztalfűtés.
Szerintem, ha a szomszéd faluból -vagy a Feri aggregátoráról- tápolnám...akkor is ugyanezt csinálná.
De hogy a kérdésedre is válaszoljak...
A megoldás roppant egyszerűen alakult a tegnapi naptól... Megmondtam a szeletelőnek, hogy az első réteg után...kapcsolja ki az asztalfűtést.
PLA-t, egész jó tapadással tudok nyomtatni a folyamatosan visszahűlő asztalra is.
De azért...
Ötleteket várok a probléma megoldására, mert biztos van rá jó megoldás csak...én bénázok folyamatosan.
Nem volt "extra" hűtés a ciciknél sem. Nálam a tárgyhűtés két, a fej mellett jobbról-balról elhelyezett 40-es venti. Azok mennek, program szerinti PWM vezérléssel. Itt, valamennyi látszik a két ventiből... '3D nyomtatás' téma, 25412. hozzászólás
Sokat "játszottam" a gyorsulásokkal is, jerkkel is... Most a gyorsulás 4000 mm/s^2 mindkét tengelyen, a jerk pedig 10 -itt nem írok mértékegységet- mindkettőnél.
„Talán a fűtés bekapcsolásának frekvenciájával véltem némi hasonlóságot felfedezni.”
És valóban! Egyértelműen, az asztalfűtés ki-be kapcsolási ciklusa látszik, vagy látszott a nyomataim felültén. De, mondok mást is... Az asztalhoz képest csak fos, 40W-os fejfűtés PWM-es ciklusa is látszik a nyomaton, csak az sokkal-sokkal kisebb mértékben.
Mindez, az eredeti kínai 12V-os 15A-es táppal.
Még egy érdekesség... A fej környékén van egy helyi LED-es világításom, 4db. 0.5W-os leddel, a ledek 12V-ra sorbakötve. Ezt, az egyik üres alaplapi direkt venti csatlakozóról hajtom, ahol gyakorlatilag a táp DC12V-ja van. Amikor valamelyik fűtés bekapcsol, a kapcsolás ütemében láthatóan "pulzálnak" a ledek.
"GT2560 Rev.A" ezt az alaplapot/boardot használom.
A napokban cseréltem más okok miatt az alaplapot, egy ugyanilyen másikra... Ugyanezeket tapasztaltam a másik lappal is.
Ejha... Ha eljutnék ehhez a minőséghez, fejem sem fájna. Dehát az asszony sem húszéves már és nem ennyire karcsú...
Viccet félretéve: ez már számomra gyönyörű minőség és várom, hogy leírd az ide vezető megoldást. A mellek alatti részt csak a tárgyhűtő ventilátor hűtötte vagy kapott extra hűtést is?
Igen, a transzfer az kegyetlenül kihozza a legkisebb hibát is.
Ha csökkented a sebességet azért javul a minőség? Tudom nem szeretsz lassan nyomtatni, de néha szükséges. Bár most az a cél, hogy kijöjjenek az esetleges hibák.
Már kicsit kezd hasonlítani a Te csajszidra, mostmár...meg merem mutatni.
Úgy néz ki, sikerült megszabadulnom a felület "lüktető" hullámosságától. Az okát/okozóját már tudom, a végleges megoldást...még nem. Egyébként keri ha csak érintőleg is, de rátapintott a lényegre. '3D nyomtatás' téma, 25178. hozzászólás
Szóval, most ilyen a felületem 40 mm/s-nál, 0.15-ös réteggel. 80 mm magasak a csajszik. Már csak..."finomhangolni" kell a tengelyeken kicsit.
Üdv tisztelt Fórumtagok. A mai délelőtt megörvendeztetett a posta. Megérkezett a várva várt csomag Csehországból a nyomtatóval. Kérni szeretnélek benneteket, hogy minden Ender 3 Proval kapcsolatos infót, főleg a kezdéseknél lényegeset osszatok meg velem, vagy ha létezik adjatok egy két elérhetőséget, ahol tájékozódni tudok. Kérdés, létezik, hogy még egy ocska proba fájl,-t sem irtak a kis tároló memoriakártyára?
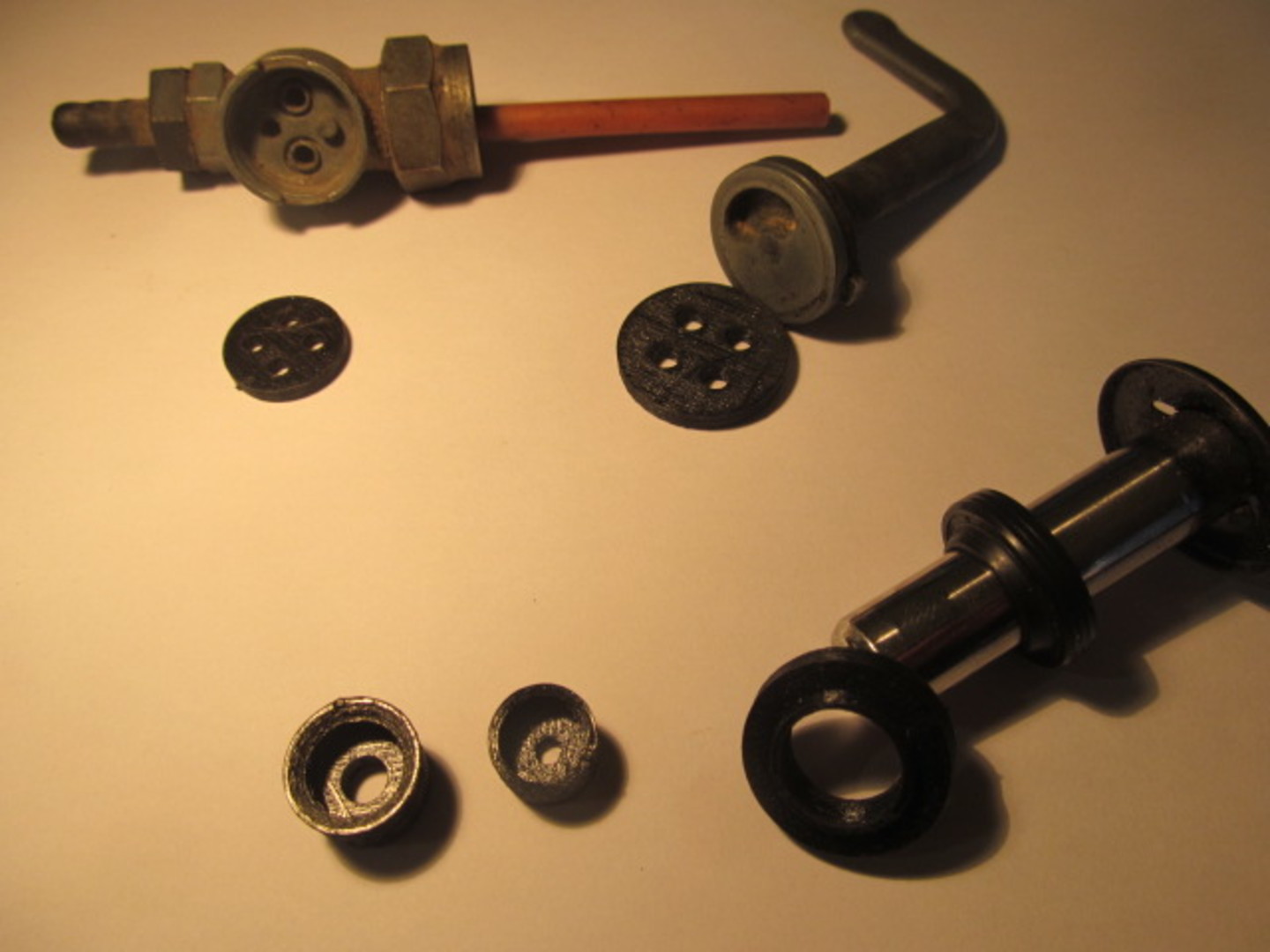
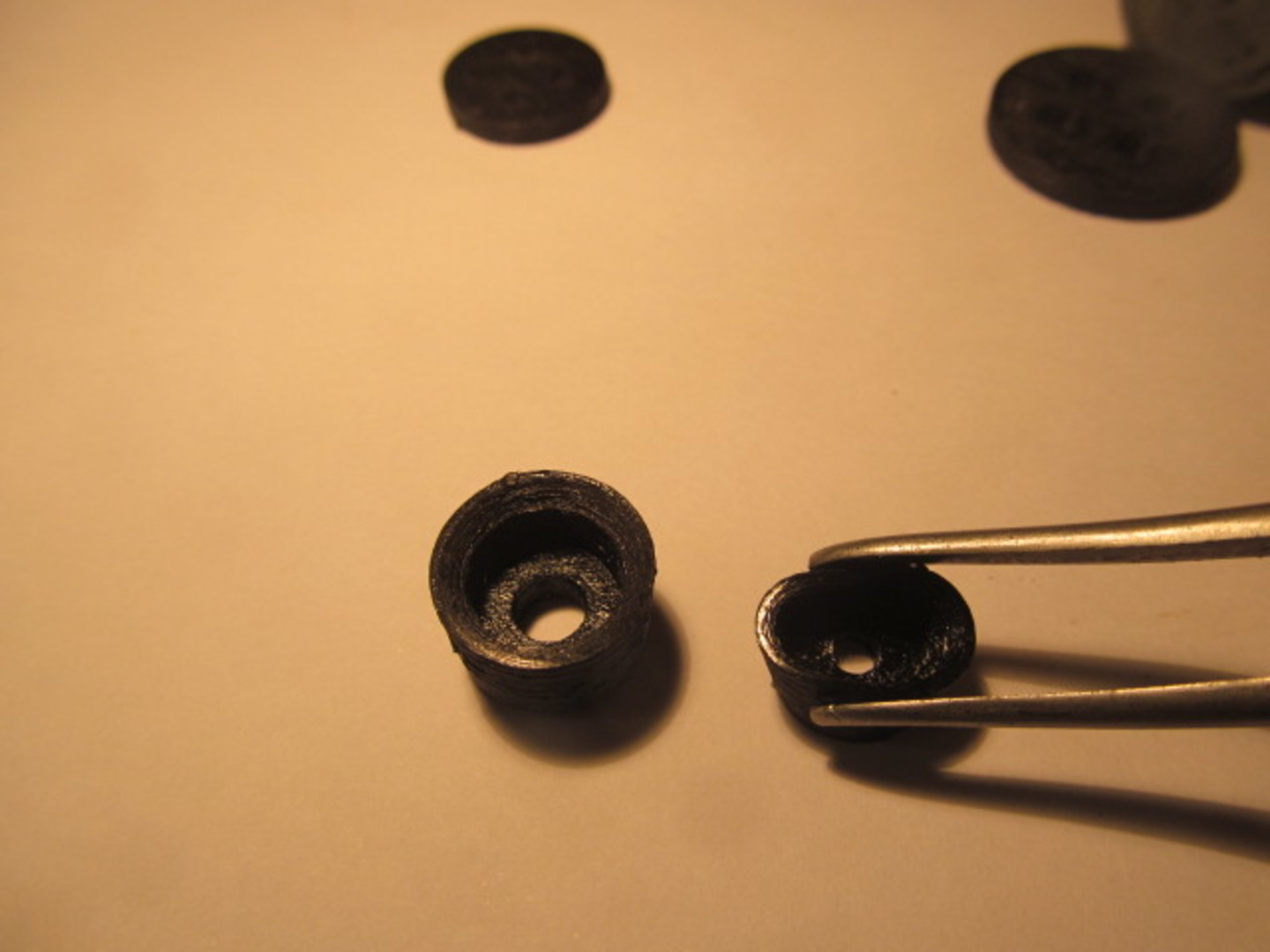
Sziasztok! Egy kis alkatrész pótlás flexibilis TPU-val. Benzinbe egy nap után egy kis lágyulás érzékelhető,de nem mállott szét. Gázolajban,olajban semmi változás. Majd a magasnyomású mosóban kiderül,mennyire bírja a mechanikai erőket. Fej 220 fok, asztal fűtés nincs.Bovdenes extruderben a rugózás észrevehető az oldalfalakon. Direkt extruder jobb lenne hozzá. 0.1 mm réteg és 30mm/s nyomtatással ment.
keri | 14086
2020-02-22 08:38:14
[25400]
Nem tudom, még nem kopott el, igaz nem is nyomtattam sokat, de azt mondják egy tekerecs egy fúvóka.
Vettem rozsdamentes acél fúvókát is, kínaiaknál az sem drága, de nem éreztem szükségét még a cserének.




 Akkor nem szóltam.
Akkor nem szóltam.
 Szerintem.
Szerintem. 




 mindkettőnél.
mindkettőnél.