Egyszer egy srác mutatta hogy az ő marógépén ugyan így volt megoldva a hajtás X-Yon is, ő azt mondta hogy azért kellet ez a megoldás mert nagyon hosszúak voltak az orsók és nagy sebességnél beremegtek volna, de ha az anya van hajtva akkor ez a veszély nem áll fenn.
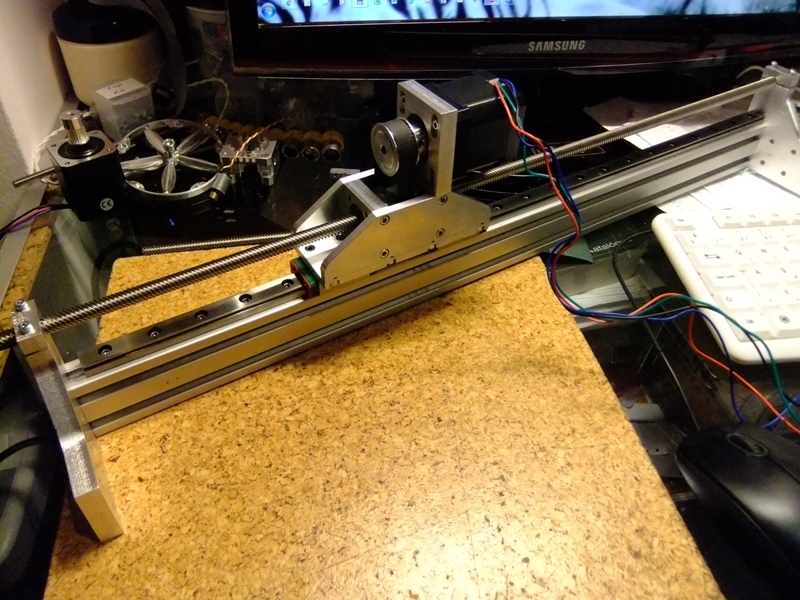
A menetes szárral kísérletezek (16 mm menetemelkedés), ha az orsót hajtottam, valahogyan nem volt az igazi, állandóan be akart feszülni, így viszont nagyon jól szalad. Két csapágy fogja közre a szíjkereket. Ez lesz a két szélső hajtás, külön-külön motorral.
Elkezdtem építeni a lézer mechanikát. Ezek az első próbálkozások a mechanikával. Egy kicsit megfordítottam a hajtást, az anya lett hajtva, az elérhető sebesség egyenlőre 8000 mm/perc.
szaky27 | 579
2017-12-15 18:59:39
[13590]
Sziasztok
Lenne egy amatőr kérdésem a corellaserhez. 3 menetben vágom át a rétegelt lemezt, de most minden menet után le kell OK zni hogy tovább menjen. Ezt kilehet kapcsolni vhogy, hogy egybe menjen végig 3szor?
Volt itt valaki régebben, aki saját maga gyártotta a rétegeltet a kéklézer alá. Úgy emlékszem, jó eredményekkel. Talán megszólal,és beszél a tapasztalatokról.(ha olvas bennünket)
Én is ettől tartok. Ha összejönne, nem lenne rossz. De ha megveszek több, mint 3000 Ft-ért színfurnért, és az első tenyérnyi darab után kiderül, hogy nem műxik a dolog, mit kezdek a maradékkal? Néha napján vágtam 1 mm-es hárs színfurnérból is de nagyon sérülékeny. Így felhagytam vele.
Én nekem volt egy próbálkozásom,talán színfurnér lemezekkel. 2 tenyérnyi alapterület volt,sima faragasztóval. Lesúlyoztam egy éjszakára könyvekkel,majd megnéztem. Hát csalódtam...olyan girbe-gurba lett,hogy nem is próbálkoztam többet. Remélem,te,több sikerrel jársz...
én épp minap kerestem fel nagykert, de még nem kaptam választ. ha már idén nem, jövőre mindenképp utánajárok mi a minimális rendelés tőlük, és ha több érdeklődő is lenne, én bevállalom a beszerzést. itt csak a szállítás, és postázás lesz gond a tételek szétosztásakor. de majd megoldjuk . ? !
Tudom melegíteni, alul öntöttvas talp (alaplemez) felül acél nyomólap van. Egy szép nagy kb. 30-as trapézmenetes orsója van. Nincs kedvem kimenni a garázsba és lefotózni, de kb. így néz ki csak nem ennyire díszesek az oszlopai.
mindenképp keresztfedéssel rakd össze őket, tulajdonképen így készül a normál rétegelt is, csak annak a belső rétegei többnyire hulladék anyagból vannak... szóval a tied szuper lesz viszont mint minden ragasztó, nedvesíti a fát, tehát tuti vetemedni fog, erre találták ki a nagy üzemekben a hő prést, mert nem csak a ragasztó kötését hanem a nedvesség eltávozását is elősegíti... tehát ha az a békebeli könyvkötő fémből van akkor hajszárítóval vagy más melegítő eszközzel 60-70 fok környékére melegítsd fel és úgy fogd össze.
Sziasztok! Több topicban is téma volt (főleg a "kék lézeresek" körében), hogy hol lehet jó minőségű 2 mm-es rétegelt lemezt "emberi" áron venni. Kicsit kutattam a neten, és ezt találtam. Ha ebből egymásra merőlegesen 3 réteget összeragasztok, kb. 2 mm jön ki 1000 Ft/m2 ár körül. Szerintetek mennyire járható az út? Max A4 méretben gondolkodom, már csak azért is, mert elég keskenyek a csíkok, egy rétegen belül nem szeretnék toldani. Gondolom a sima D2 ragasztó is megtenné. Amit nem tudok, mennyire marad sík a 3 lemez, amikor kiveszem a présből. Van egy békebeli könyvkötő présem, abban gondoltam a "gyártást". Szerintetek működhet az ötletem?
robokacsa | 1504
2017-12-14 19:10:57
[13580]
gondolom nem publikus a rajz? pedig sokunknak tetszene.
Köszi, megkaptam!De hacsak nem vágom ki az összes többi alkatrészt újra, maradnak a mostani "nyöszörgősek". Merthogy összeragasztottam mindent. De minél többet tekerem, annál simábban megy. Kezdenek összekopni a kerekek, meg talán a szappanozás is segít valamennyit.
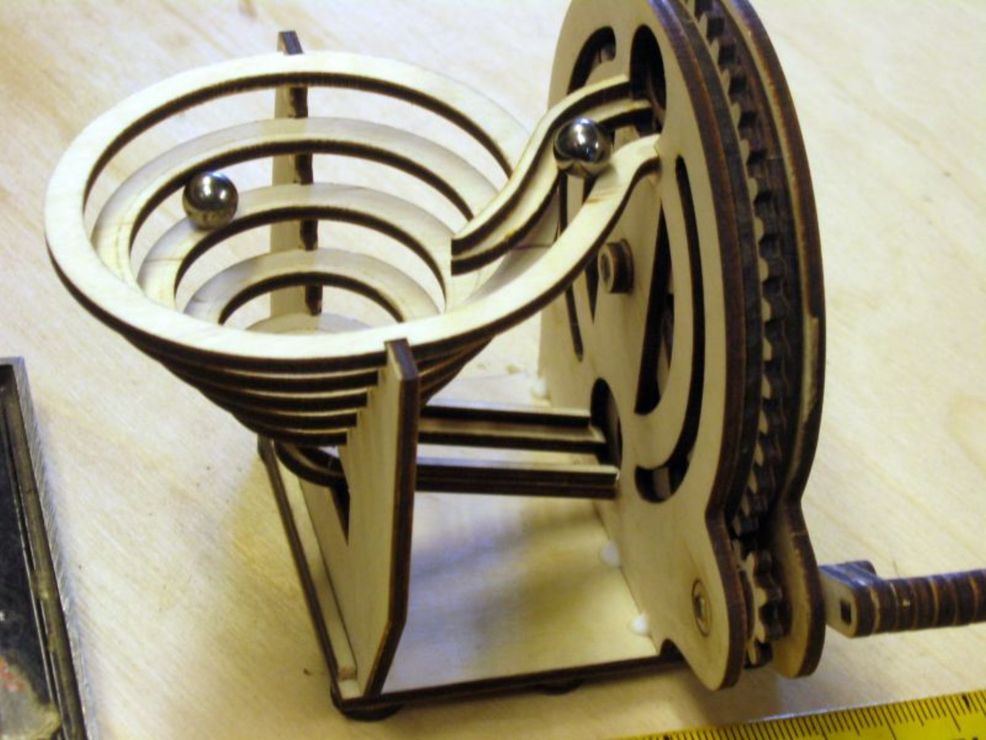
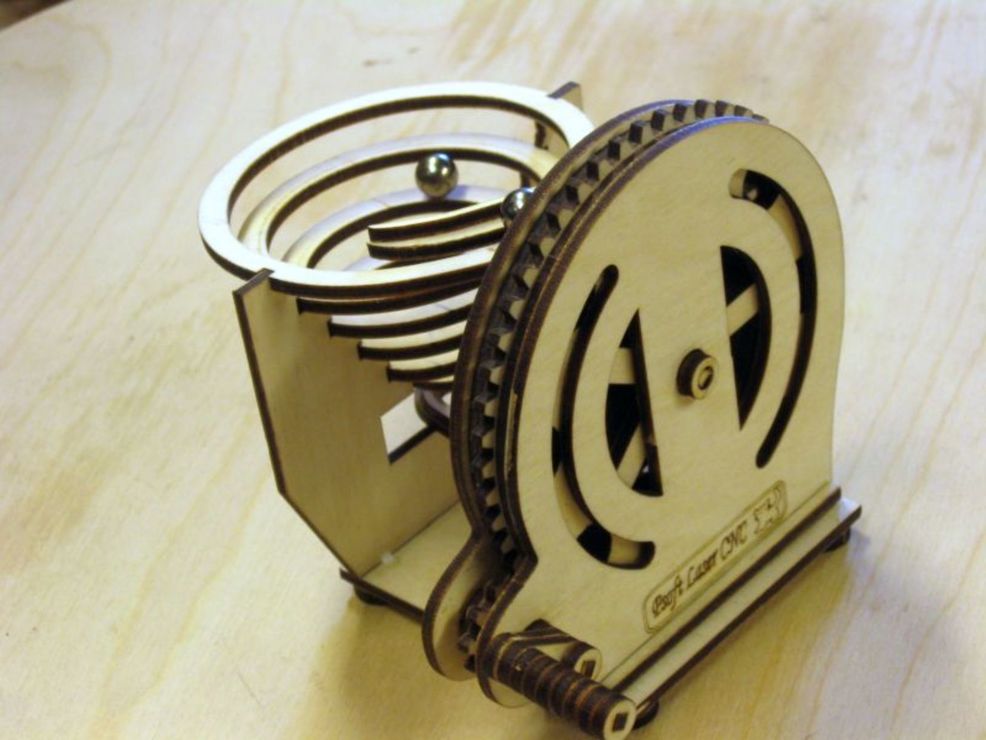
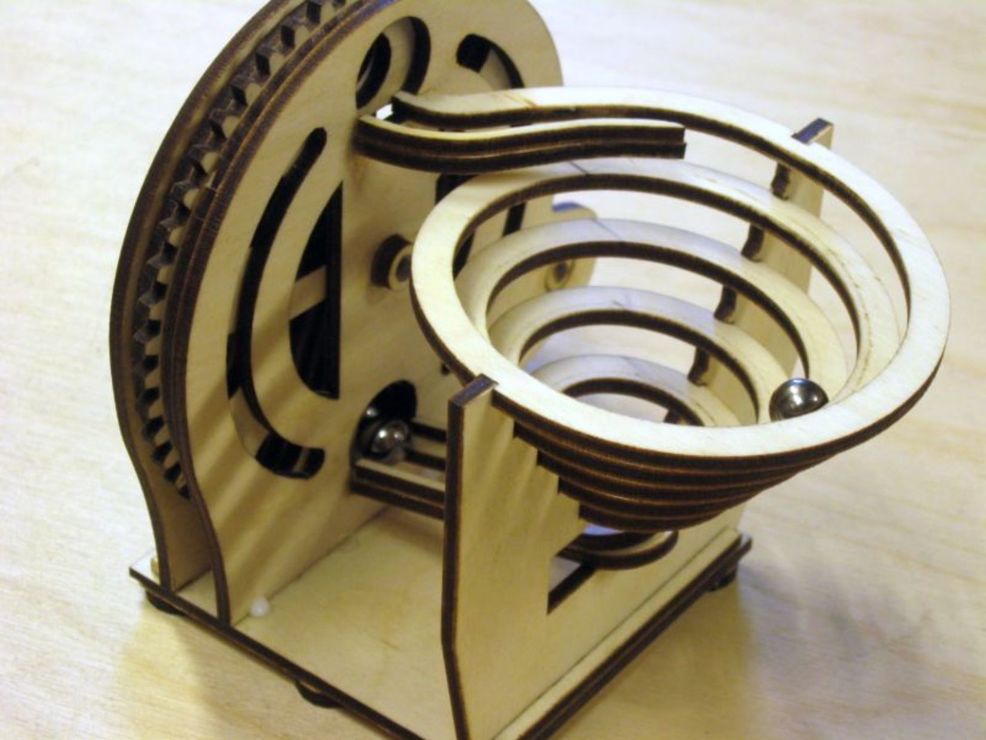
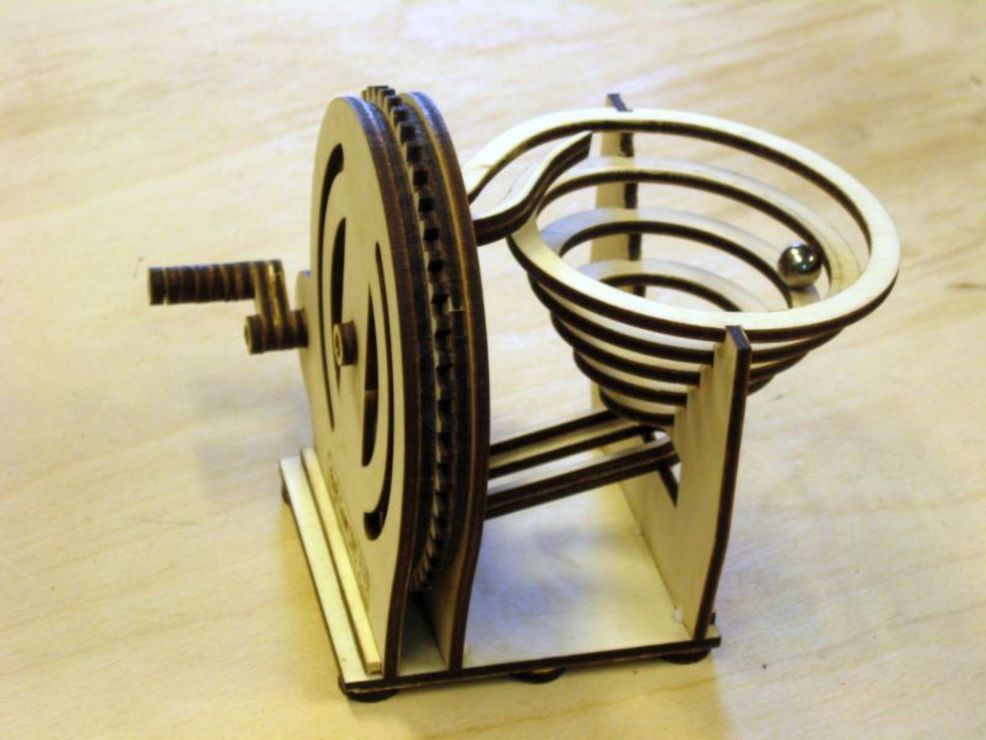
Nah, megküzdöttem vele. "Természetesen" sehol sem kaptam 4 mm-es fa rudat, így nekem kellett gyártani. Le sem tagadhatnám, hogy sok Mekk Elek bábfilmet néztem. Az oszlopos fúrógépembe befogtam egy szál 8 mm-es bordás köldökcsap rudat. A keresztsatuba kicsit ferdén befogtam egy megfent favésőt. A frekiváltóval feltekertem a motort 100 Hz-re, a keresztsatuval vettem fogásmélységet, a fúróval meg adagoltam az előtolást. Négy-öt fogással előállt a 4 mm-es csaprúd. Kicsit megcsiszoltam, egész jó lett. A makett összeállítása egyszerű. Eredetileg a csaprudak "szárazon tartják össze, én biztos ami biztos össze is ragasztottam aminek egyben kéne lenni. Mivel a csaprudaim nem voltak tökéletesek, a "fix" lukakat meghagytam amekkorára a lézer vágta, a "mozgó" lukakat felfúrtam 4.1 mm-re. Így nem szorul sehol sem. A szárnyak "zsanérozása" ideiglenesen egy darab fehér textil szalaggal (koptatóval) történt, idővel jó lenne valami kulturáltabbra cserélni. (Ahogy magamat ismerem, sosem fog megtörténni.) Ami hamar kiderült (eredetileg 3 mm-es rétegelt lemezre lett kitalálva a "mű"), hogy a 2 milis lemez gyenge hozzá. A fogaskerekek minimum 2 rétegből állnak, így masszívak, de a két oldal-lemez ami az egészet összetartja nyeklik-nyaklik. Mindegy, egy próbának jó volt. A fogaskerekeket megkentem szappannal, de még így is szorulnak egy kicsit. A videón meghagytam az eredeti hangot, hogy élvezhessétek a nyöszörgést.
PSoft | 18696
2017-12-13 18:35:22
[13571]
Nahhh, a képet nem így akartam, de azért...látható.:)
Én Aspire-ben szoktam, az is "szereti" a .pdf-et. De ha kell, ott is méretezek/igazítok. Kis időráfordítással pakolgatni is szoktam így-úgy. Ez pld... Majdnem ráfért egy A4-es lapra.:)
Köszi! Igen, elfelejtettem mondani, hogy az eredeti(?) letölthető pdf állományban az egyik kis fogaskerék "kikönnyítése" valamiért el van csúszva. Én az InkScape (ingyenes és magyar)szerkesztőt használom, aminek van szintén ingyenes gcode generáló app-ja (modulja). Közvetlenül olvas egy csomó vektoros állományt, pdf-et is. A rasztereseket be lehet importálni és vektorizálni. Én ezzel a programmal csináltattam a gcode-ot. Utána még kicsit "barkácsolnom kellett, mert nem fért a gépem alá a teljes ábra. Középen "kettévágtam", és két részletben vágtam ki. A másik, hogy az app elég értelmetlen sorrendben megy végig az elemeken (objektumokon). Így gyakran előfordul, hogy pl. egy fogaskeréknél előbb körbevágja (persze ettől a kivágott kerék leeseik, vagy a levegő kifújja a lemezből) és később pár másik elem kivágása után megy vissza a lukakat kivágni. Ezeket kézzel szoktam a "helyére tenni", sima szövegszerkesztővel egymás alá másolom először a "lukakat" majd végül a körülvágást. Sziszifuszi munka de megéri.
Ja, többet is kérdeztél. Ez a "mű" épp 2 mm-es 3 rétegű nyír rétegelt lemezből van. Szeretem használni, mert kellő mennyiségű levegővel 150-200 mm/min sebességgel a lézerem egyszerre át tudja vágni. Farostot még nem próbáltam.
Őszintén szólva fogalmam sincs. A lézerre emlékszem, mert azt egyben és nemrég vettem. A többi alkatrész és szoftver évek alatt lett megvéve/cserélve/kapva stb. Mindegyik több gépemben teljesített már szolgálatot. Hogy mégis mondjak valamit, egy A4 méretű 3-4 W-os kék ledes lézergravírozót - kompromisszumokkal, tehát barkács és nem ipari kivitelben - érzésem szerint 80-100 000 Ft-ból ki lehet hozni. Mindezt jogtiszta szoftverrel, nulláról indulva. Ebben nincs benne a laptop vagy asztali PC amin a program fut.
Minden év szeptemberében búcsú után, hetekig hangos volt a falu a csattogós lepkéktől, meg a konzervdobozon doboló bohócoktól. Toltuk "ezerrel" őket, reggeltől estig.
Reményeim szerint holnap arra is sor kerül. Annyi eltéréssel, hogy eredetileg a vállaihoz apró neodímium mágneseket kéne ragasztani, a szárnytövekre meg acél huzal darabokat zsanér gyanánt. Apró mágnesem nem lévén, egy darab textil szalagot fogok zsanérnak használni. Ha összeraktam (és még a fogaskerekek is passzolnak) nemhogy képet, de videót is linkelek róla.
Ma sikerélmény van, sikerült minden alkatrészt kivágnom. Már csak 5 mm-es fa csapokat kell szereznem az összeállításhoz. Még nem tudom hol kapok, remélem létezik ilyen vékony köldökcsap és nem kell vastagabból esztergálnom...
"Elvben" 4 W-os, az itteni "rossz nyelvek" szerint csak 3,5 W-os kínai kék lézerrel. Pár hónapja kb. 20 eFt-ért lehetett kompletten TTL vezérlésű áramgenerátorral kapni.








 Négy-öt fogással előállt a 4 mm-es csaprúd. Kicsit megcsiszoltam, egész jó lett.
Négy-öt fogással előállt a 4 mm-es csaprúd. Kicsit megcsiszoltam, egész jó lett. 
 Szedjem szét a laptopom DVD meghajtóját, hogy kitermeljem a két mágnest? Akkor inkább marad a textil csík.
Szedjem szét a laptopom DVD meghajtóját, hogy kitermeljem a két mágnest? Akkor inkább marad a textil csík.