|
Előzmény: svejk, 2020-03-30 21:35:05 [26198]
|
|
Előzmény: PSoft, 2020-03-30 21:32:16 [26196]
|
|
Előzmény: svejk, 2020-03-30 21:28:54 [26195]
|
|
Előzmény: szaffibetti, 2020-03-30 19:09:00 [26189]
|
|
Előzmény: szaffibetti, 2020-03-30 21:19:19 [26194]
|
|
Előzmény: svejk, 2020-03-30 19:35:08 [26190]
|
|
Előzmény: szaffibetti, 2020-03-30 19:48:15 [26192]
|
|
Előzmény: svejk, 2020-03-30 19:35:08 [26190]
|
|
Előzmény: Rab Zoli, 2020-03-30 13:26:31 [26186]
|
|
Előzmény: szaffibetti, 2020-03-30 19:09:00 [26189]
|
|
Előzmény: szf, 2020-03-30 10:57:58 [26182]
|
|
Előzmény: szaffibetti, 2020-03-30 10:53:42 [26181]
|
|
Előzmény: szaffibetti, 2020-03-30 10:53:42 [26181]
|
|
Előzmény: sanyi, 2020-03-30 09:11:18 [26180]
|
|
Előzmény: svejk, 2020-03-30 08:15:14 [26179]
|
|
Előzmény: sanyi, 2020-03-29 23:57:32 [26178]
|
|
Előzmény: svejk, 2020-03-29 22:55:15 [26177]
|
|
Előzmény: szaffibetti, 2020-03-29 22:42:44 [26175]
|
|
Előzmény: szaffibetti, 2020-03-29 22:42:44 [26175]
|
|
Előzmény: svejk, 2020-03-29 22:37:00 [26174]
|
|
Előzmény: szaffibetti, 2020-03-29 22:25:19 [26173]
|
|
Előzmény: sanyi, 2020-03-29 11:45:24 [26157]
|
|
Előzmény: netter, 2020-03-29 21:55:52 [26171]
|
|
Előzmény: PSoft, 2020-03-29 15:10:53 [26166]
|
|
Előzmény: MCMLXXXII, 2020-03-29 17:54:41 [26169]
|
|
Előzmény: svejk, 2020-03-29 16:46:15 [26168]
|
|
Előzmény: sanyi, 2020-03-29 15:45:31 [26167]
|
|
Előzmény: svejk, 2020-03-29 12:28:38 [26162]
|
|
Előzmény: svejk, 2020-03-29 14:00:34 [26164]
|
|
Előzmény: svejk, 2020-03-29 14:00:34 [26164]
|
|
Előzmény: svejk, 2020-03-29 11:47:14 [26158]
|
|
Előzmény: svejk, 2020-03-29 12:28:38 [26162]
|
|
Előzmény: sanyi, 2020-03-29 11:45:24 [26157]
|
|
Előzmény: sanyi, 2020-03-29 11:45:24 [26157]
|
|
Előzmény: sanyi, 2020-03-29 11:45:24 [26157]
|
|
Előzmény: sanyi, 2020-03-29 11:45:24 [26157]
|
|
Előzmény: PSoft, 2020-03-28 21:53:30 [26153]
|
|
Előzmény: svejk, 2020-03-28 21:01:36 [26151]
|
|
Előzmény: svejk, 2020-03-28 21:01:36 [26151]
|
|
Előzmény: PSoft, 2020-03-28 20:40:36 [26150]
|
|
Előzmény: svejk, 2020-03-28 19:45:41 [26148]
|
|
▲
◊
|






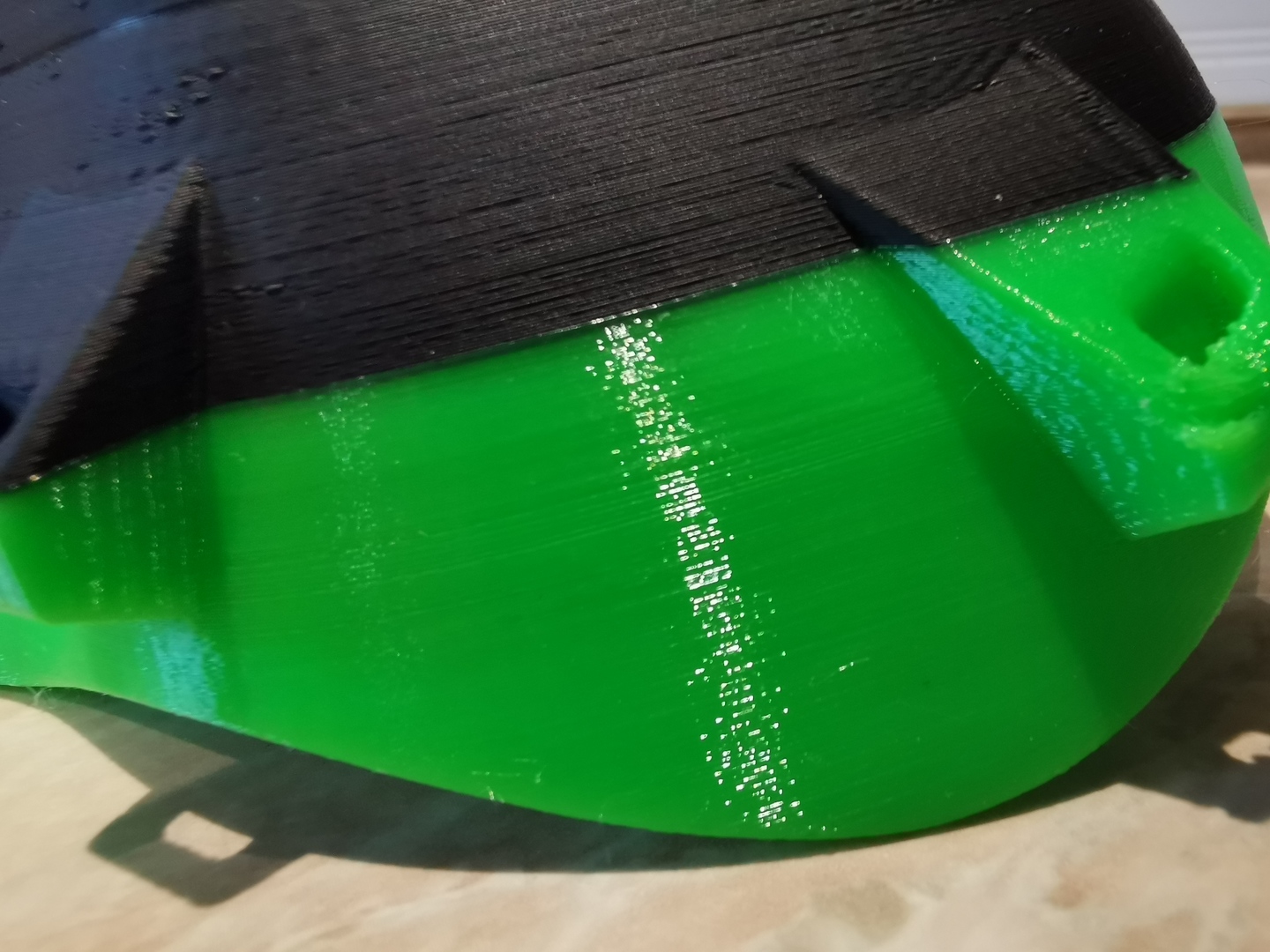




 hogy mennyire is lettek jók a kerekek.
hogy mennyire is lettek jók a kerekek.