Mert az AC szervó olcsóbb. (!?) Kb. ez van a háttérben.
1. Jó DC motor encoderrel + G320 + tápegység. (számolni 2. AC szervó kompletten motorral és vezérlővel amiben a táp is már bent van. (profi ipari cucc - már amelyik tud step/dir-t) Sőt az AC szervó sok-sok olyat is tud amit a pl. Gecko nem. Pl. be tudja állítani magát (jó tudom:) és 1001 paramétert lehet állítani rajta. Míg a Gecko...hát érezni kell mind Jedi a fénykardot (+szkóp) DE nem rossz ha jól be van lőve a rendszer. (ami nem egyszerű)
Azt nem hiszem, hogy a léptetőmotorok "leverték" a szervós megoldásokat. Mert a két hajtásrendszert még egy lapon sem lehet említeni. Sem dinamikában, sem sebességben... stb. - szerintem.
Egyébként a Gecko 4db 70 USD-ért még engem is érdekelt volna Talán "hiánycikk" lett a kefés jó(!) szervómotor. Nekem is már csak pár darab maradt...
Mível több mint 10 évig nem voltam "aktív" fórumtag ... hol találok egy megépült gépre hasonló méréseket? Rengeteg mérő műszert "összvedtem" akkoriban. Talán majd kirakom egy asztalra és lefotózom őket
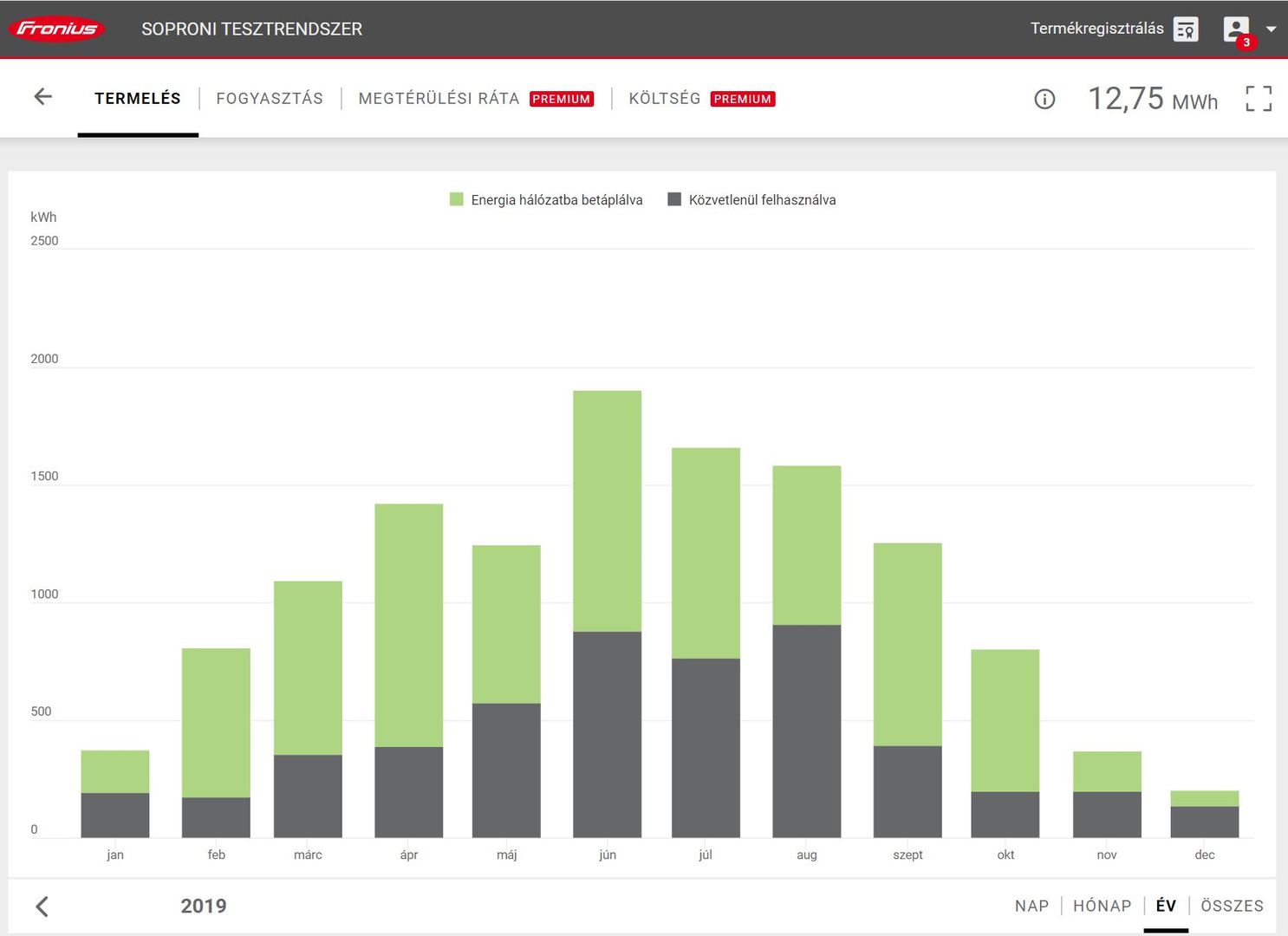
A nem tudás boldogít...Csak egy hasonló példa. Nálam a hőszívattyús fűtés bemeneti oldalán van egy fogyasztásmérő - a kimmeneti oldalon egy hőmennyiség mérő... Pontosan tudom, hogy a COP érték hogyan van. Segített belőni a rendszert a maxiamálisra. Tehát nem gondolom és hiszem, hanem mérek! Ugyanez a napelemes rendszerre is. Fronius Smart meter-el - 2019-es edigi adatok. 2019-ben már majdnem egyensúlyba kerültem az Eon-al (már nem lopják:). A termelés és fogyasztásban bent van a fűtése és nyári hűtése a háznak és a medence 30 fokra "temperálása" nyáron. = nuku villanyszámla.
zozo | 5527
2019-12-26 19:10:05
[40]
Elrontod a precízen gondosan megépített gép látványát ezzel a csámpásan lefogatott derékszöggel. -Miért tehetted oda ilyen rettenetes módon azt a lefogató papucsot...? (bocsi, de nekem nagyon bántja az ilyesmi a szememet. Nem is tart rendesen, befeszül oldalra a csavar. Biztosan találtál volna valamit a másik vége alá, hogy párhuzamosan álljon az asztallal.)
Amúgy gratulálok, szépen összehoztad, ráadásul azokban az időben, amikor még nem volt egyszerű hozzáférni sem az építő elemekhez, sem a precíz gépi megmunkálásokhoz.
Nem. Ezt a derékszöget később vettem... Arra emlékszem, hogy nagyon drága volt. A gép belövés módja más volt... A mundarabok pontosak voltak... (van egy kisebb precízebb derékszögem is - stb.) Lehet, hogy ez a derékszög "jobban" sikerült a gyártónak mint a preciziós kapa ? Egyébként megfordítva is ugyanezeket az érkeket produkálta. Tehát ez a derékszög szimmetrikusan (azonosan) rossz minőség?
Igen ez így kicsibe tök jó, de nekem híd van, az egészet meg kell emelnem 100-120 millimétert, hogy elférjen a 4. 5. tengely az asztalon. Arra gondoltam hogy a képen látható trapéz alakú konzol két végén, a ferde részekből kiállna egy-egy 30-40mm átmérőjű tengely, ezeken mozogna a híd. A konzol és az asztal között van hely bőven, ott elférnének az orsók. Megemelem, berakok egy-egy közdarabot és rögzítem, Ha meg nem kell kiveszem.Így nem rontanám el a gép eredeti merevségét. Vagy várok még egy pár évet, mire elkészül az a gép amire a + 2 tengelyt terveztem.
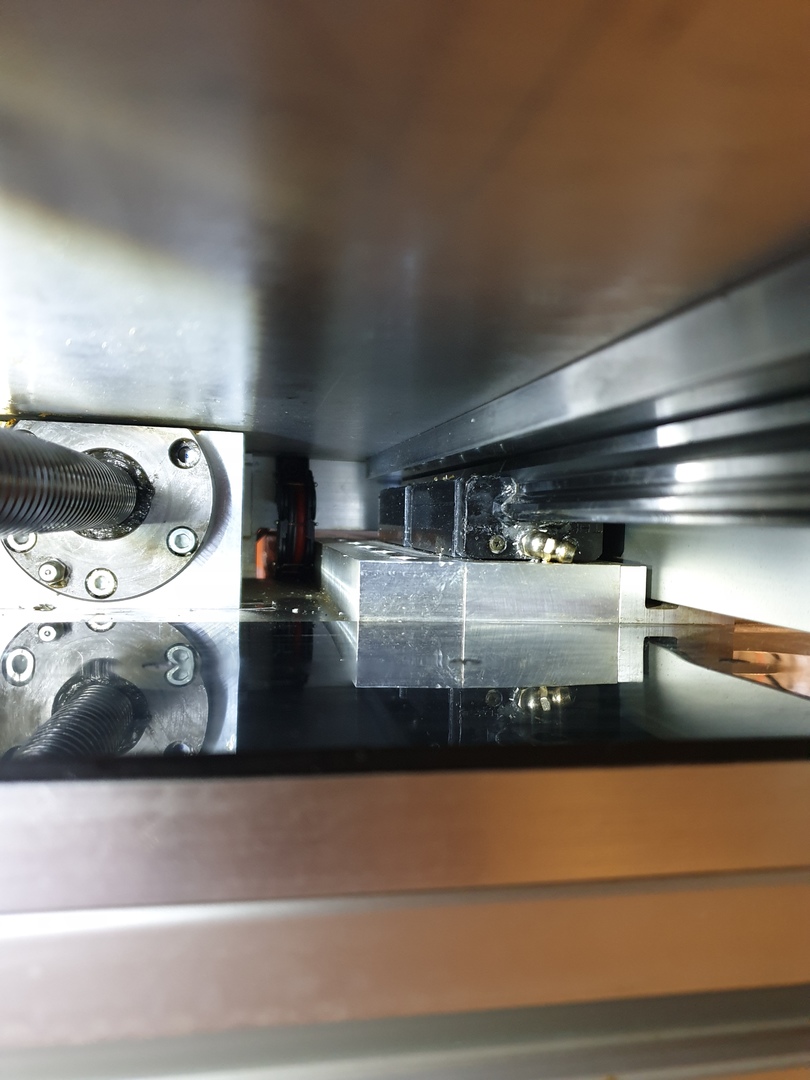
Teszteltem az X és Y tengelyek egyenes futását + a két tengely egymáshoz képesti derékszögét is. Ezek is nagyon fontosak, hogy a munkdarab tökéletes legyen. A teszten (az asztalon lefogatva) egy precíziós derékszöget (DIN875-2 400x300mm-est) használtam. Nem volt megmozdítva a két teszt között (XY)! Ugyebár akkor nem lenne hiteles a derékszög mérése... A mérés módja ugyanaz mint alábbi videón.
Varsányi Péter | 11584
2019-12-26 15:51:57
[33]
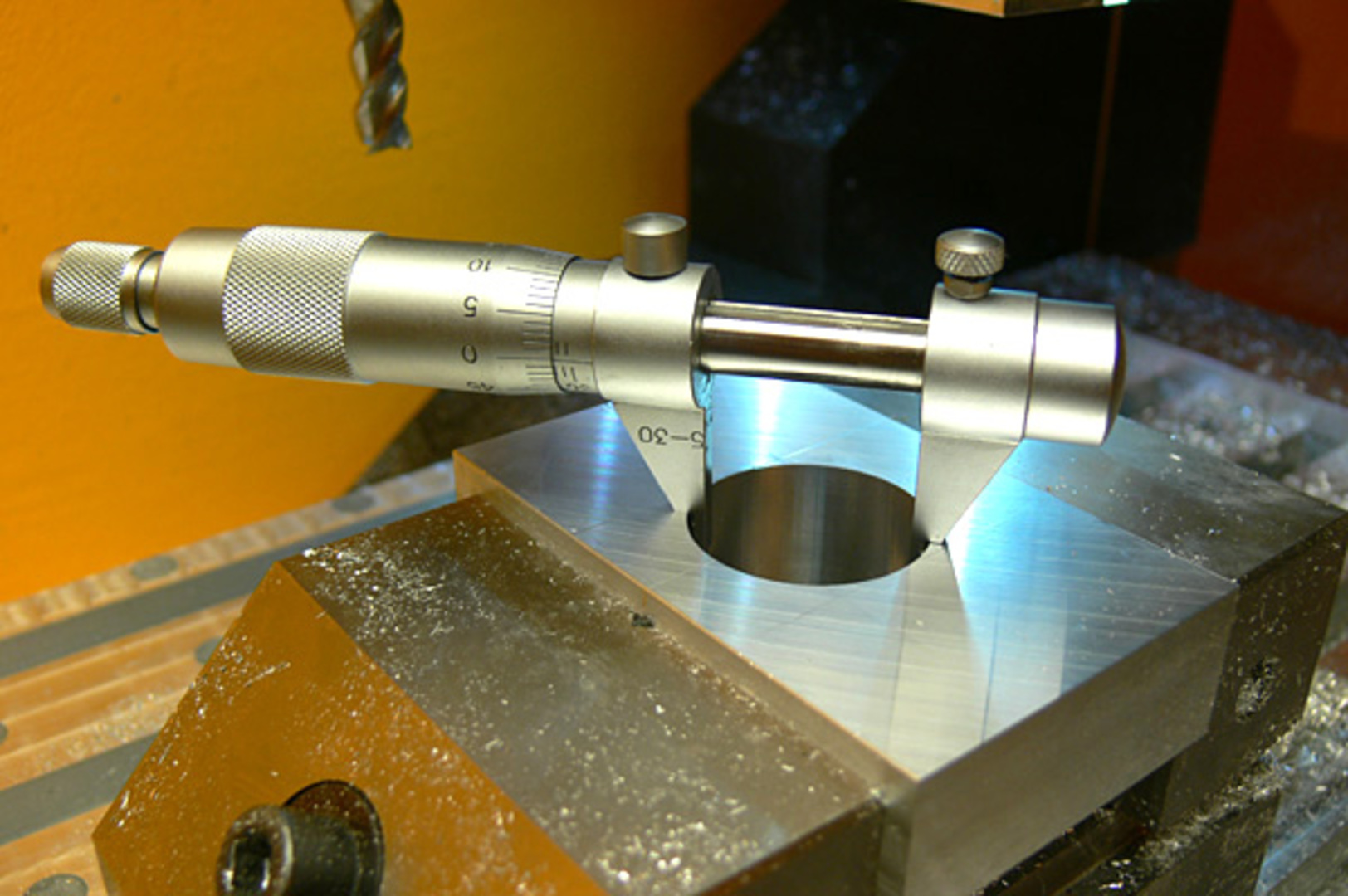
Teszteltem a tengelyek pontosságát. (Kottyanását 1. Sajnos az ezredes mérőórám 9,5mm-es (vagyis nem is metrikus) felfogatású és nem volt hozzá (kéznél) felfogató. Így a 1/100-as maradt. 2. A "nulla mm" az úgyebár nem a mérőóra nullája - hanem "nullázva" lett. Tehát mindkét végpont valós - 5mm-es mozgásokkal Milliméteres és más "távokat" teszteletem = ugyanaz. Teszteltem 3x3 ponton azaz 9 teszt volt - a videón csak 1-1 teszt van. (XYZ)
PSoft | 18696
2019-12-26 14:52:05
[32]
4-5 éve csináltam ezt a "mini" gravírgépet. 45x45x45 mm a munkatere, ekkorák voltak a szánok. A "Z" plattform-ra csináltam egy +50 mm-es kézi állítási lehetőséget. Ha kell, egy mozdulattal hozzátehető a +50 mm. Ilyen kicsiben, jól működött a manuális + lehetőség.
Engem nem zavarna ha kézzel kellene tekergetni, a meglévő merevség megtartása a fő szempont, (legalább is a legalsó helyzetbe).Az sem baj ha fél óráig tart csak geometriával ne keljen szórakozni. Most is van az öntöttvas bak tetején 60mm magasítás, ezt lenne jó cserélhetővé tenni. Híd 4 lineáron megemel, magasító kivesz, nagyobb be, visszaenged, 4 csavarral rögzít. Majd lehet felteszem valamelyik topicba hátha van valakinek normális ötlete.
Szerbiában, egy járműipari beszállító cégnél láttam, 8x2,5-3 méteres mozgóasztalos C vázas gépet, Kombájn alvázakat munkáltak meg rajta. Nem emlékszem a márkára, de új modern gép volt.
Szerintem is jó a mozgó asztal, és kevesebb munkával, tervezgetéssel, nagyobb merevség érhető el mint a mozgó hídnál. Mist is ilyen gépem van, és a következő 1500x500-as is ilyen lesz.
svejk | 33157
2019-12-25 21:26:49
[29]
Biztos veszegetik... Egyébként ezekből az újakból nem sok évet néz ki az ember.
Miért csinálnak ekkora mozgosztalost? Mi ennek az előnye? A hátrányairól: pl. sokkal nagyobb "tér kell hozzá" + az egész asztal súlyát kell mozgatni. (+ munkadarab súlya) Persze ha a "mozgó" híd súlya nagyobb mint az asztal súlya... akkor más a helyzet. Vagy a merevség miatt? Mert egy mozgó asztalos megoldás stabilabnak azaz merevebbnek tűnik számomra. Anno a mozgó asztalt majd mindenki kerülte és elitélte. Biztos emlékszel rá
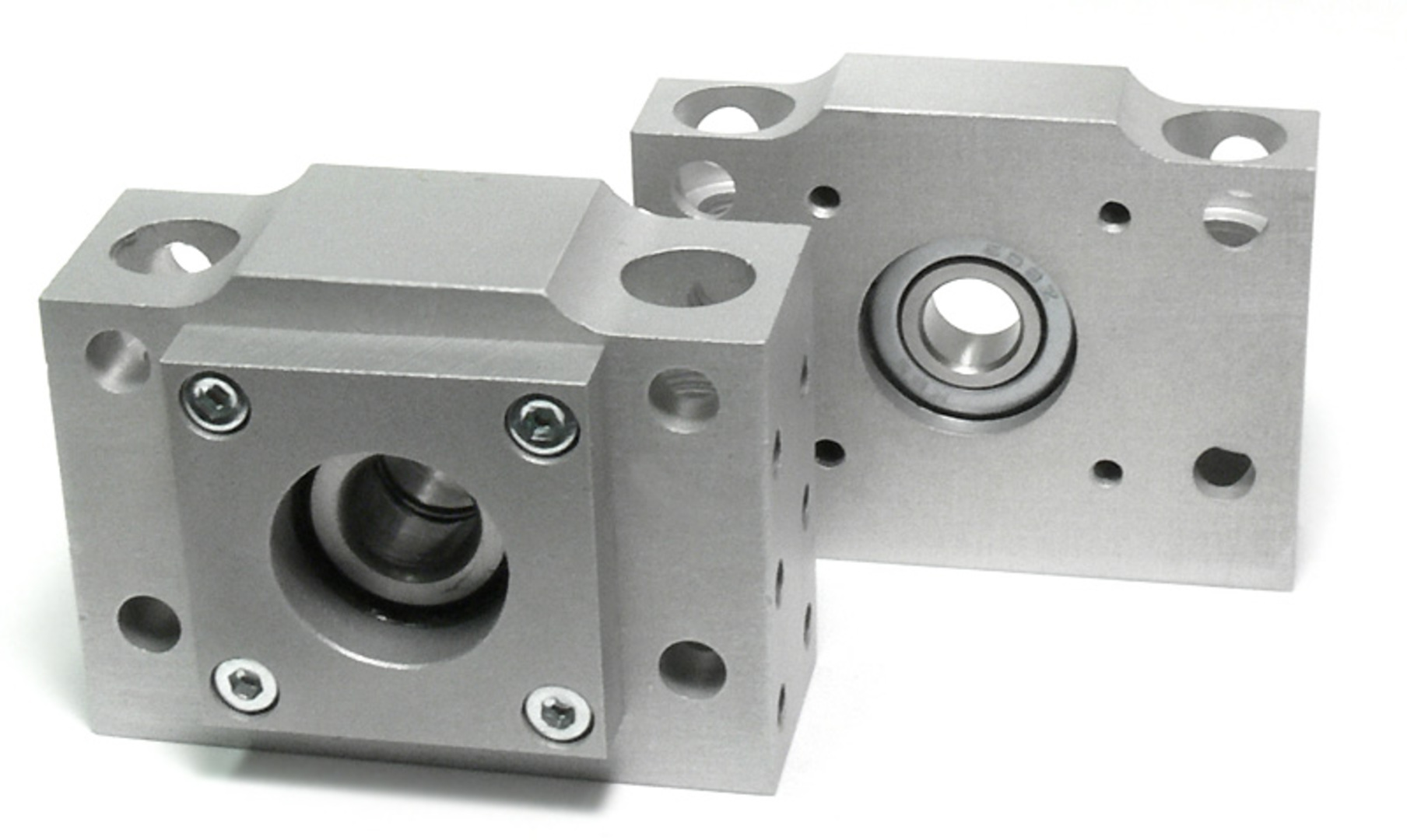
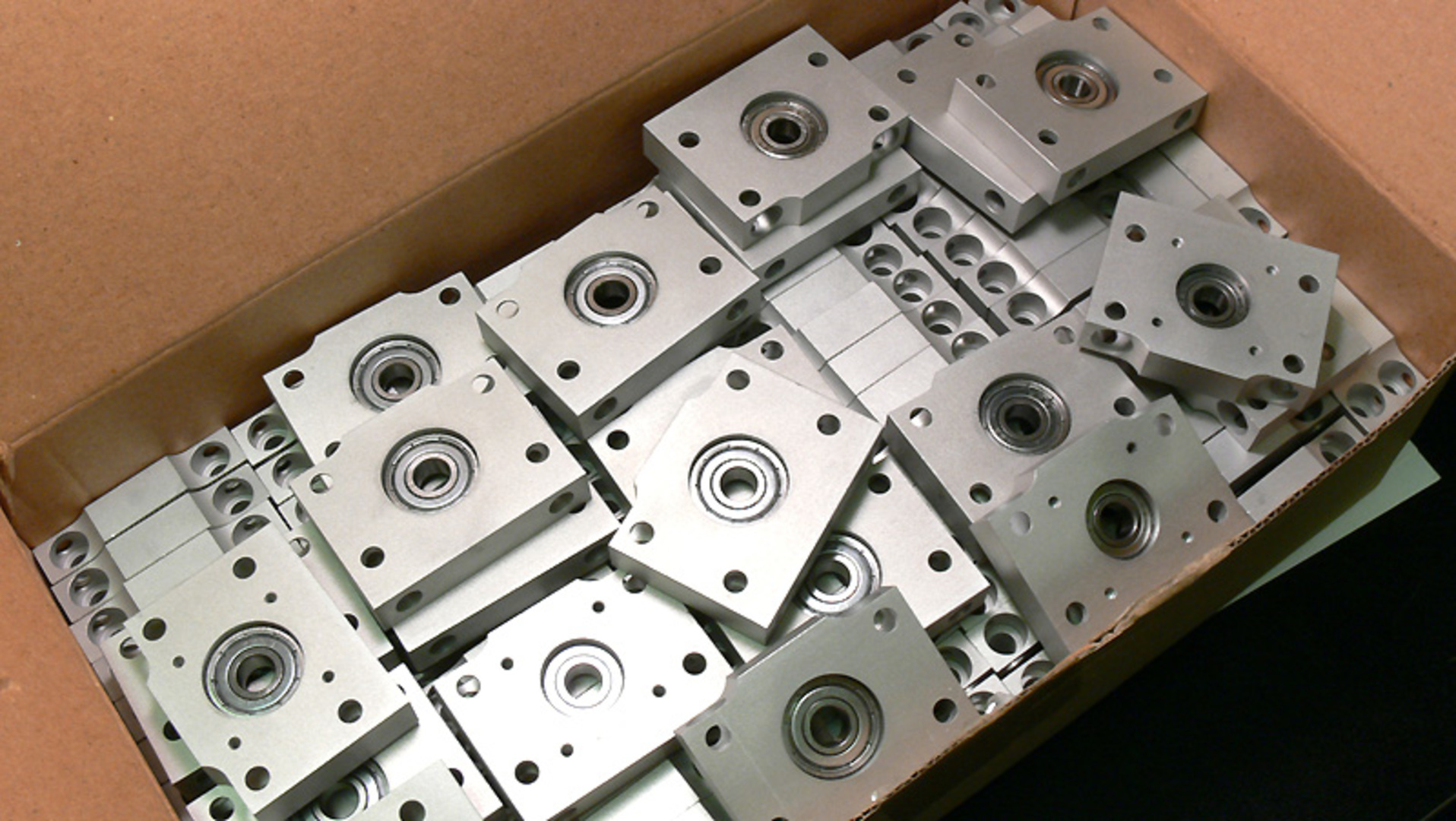
Emlékszem ezekre a csapágyházakra. Igen fasza, puccos darabok! Anno, én is erős késztetést éreztem pár darabra, de aztán... Konkrét cél hiányában, elmaradt a beszerzésük.
Pl. Ezeket a csapágyházakat (anno) is ezzel a géppel készítettem. 100+100 db-ot (+ motortartó lemezek)... utánna homokfújva lettek. Ezekben az volt az érdekes, hogy 80x40-es (v. 80x80) alu profilra passzolt... Ilyen felfogatási furat távolságú nem volt a "piacon"... Minden elkelt (pár darabot megtartottam magamnak) Rá lehet itt a forumban keresni a részletekre! pl. "csapágyház" "Varsányi Péter" stb.
Varsányi Péter | 11584
2019-12-25 19:23:46
[22]
A mozgó asztal alatt nagyon tiszta maradt a gép (sok marás után) = Jól sikerült a forgácsvdelem. De minden mozgó asztalos gépre ez igaz lehet. Persze egy nagyobb gépnél a mozgóasztal már nem lehetséges.. azaz nem logikus (dinamika és méret miatt sem)
Varsányi Péter | 11584
2019-12-25 19:16:16
[21]
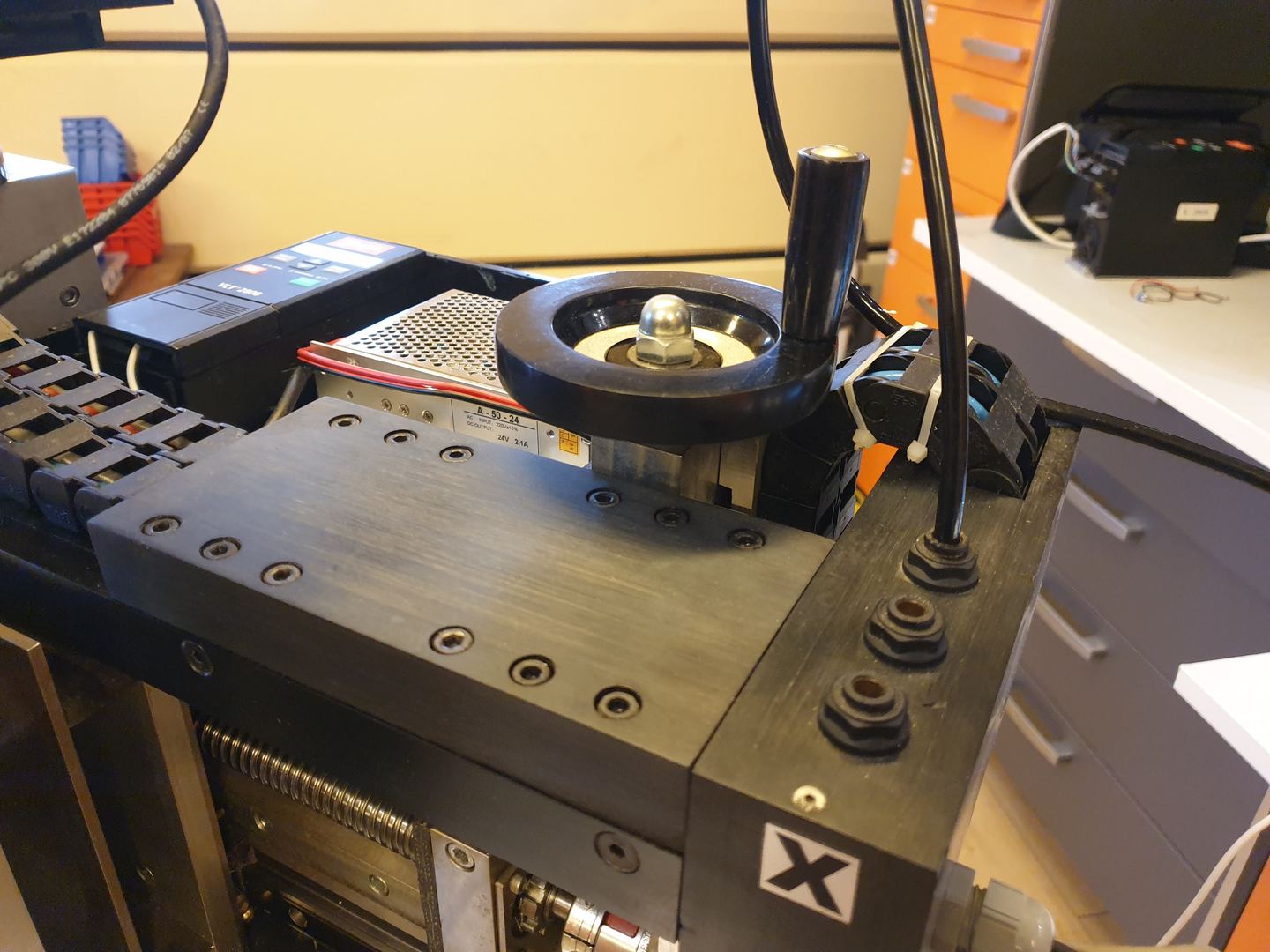
Ha megegyszer csinálnám... ezt a kereszhíd emelést... Ugyebár ha jó azaz merev és stabil az egész gép nagyon(!) egyszerre kell tekerni a két "tekerőt" - szinte egyszerre. (két kezes mutatvány Összekötném valamivel.. pl. bordásszíj(?)... és tennék rá egy "valami motort" is, hogy modern legyen... De az igazság az, hogy még a "felső" állásban még nem is martam. De a lehetőség megvan... jól jöhet még.
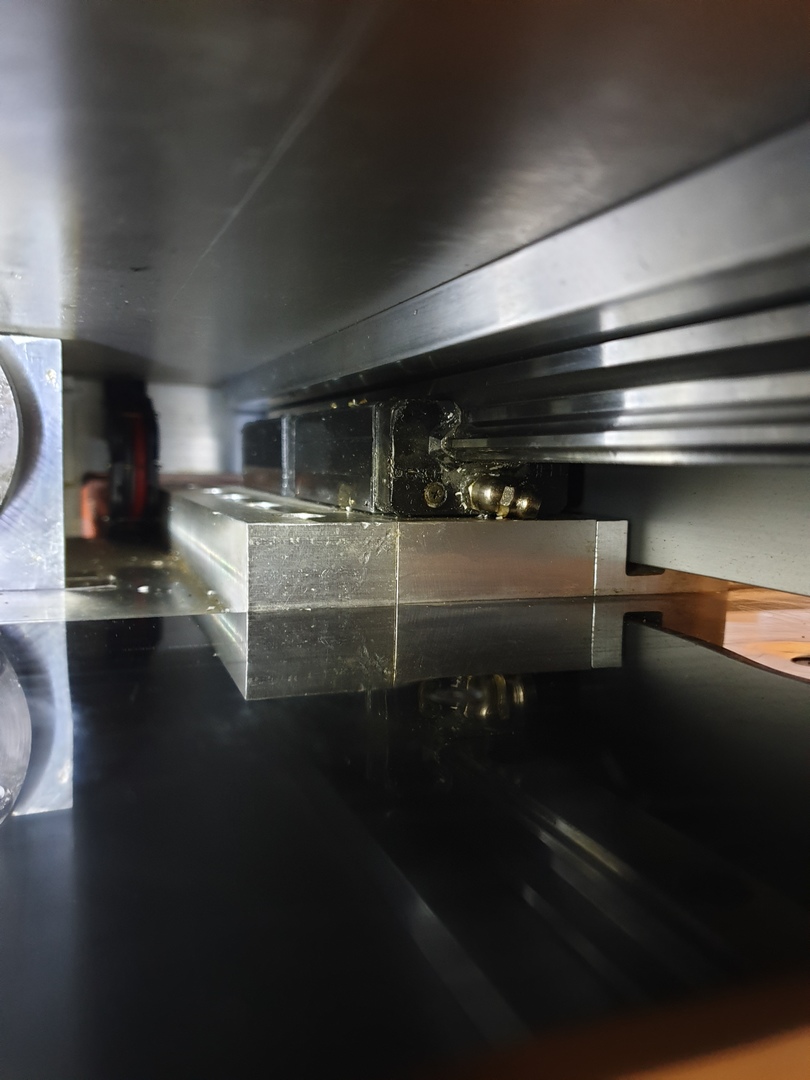
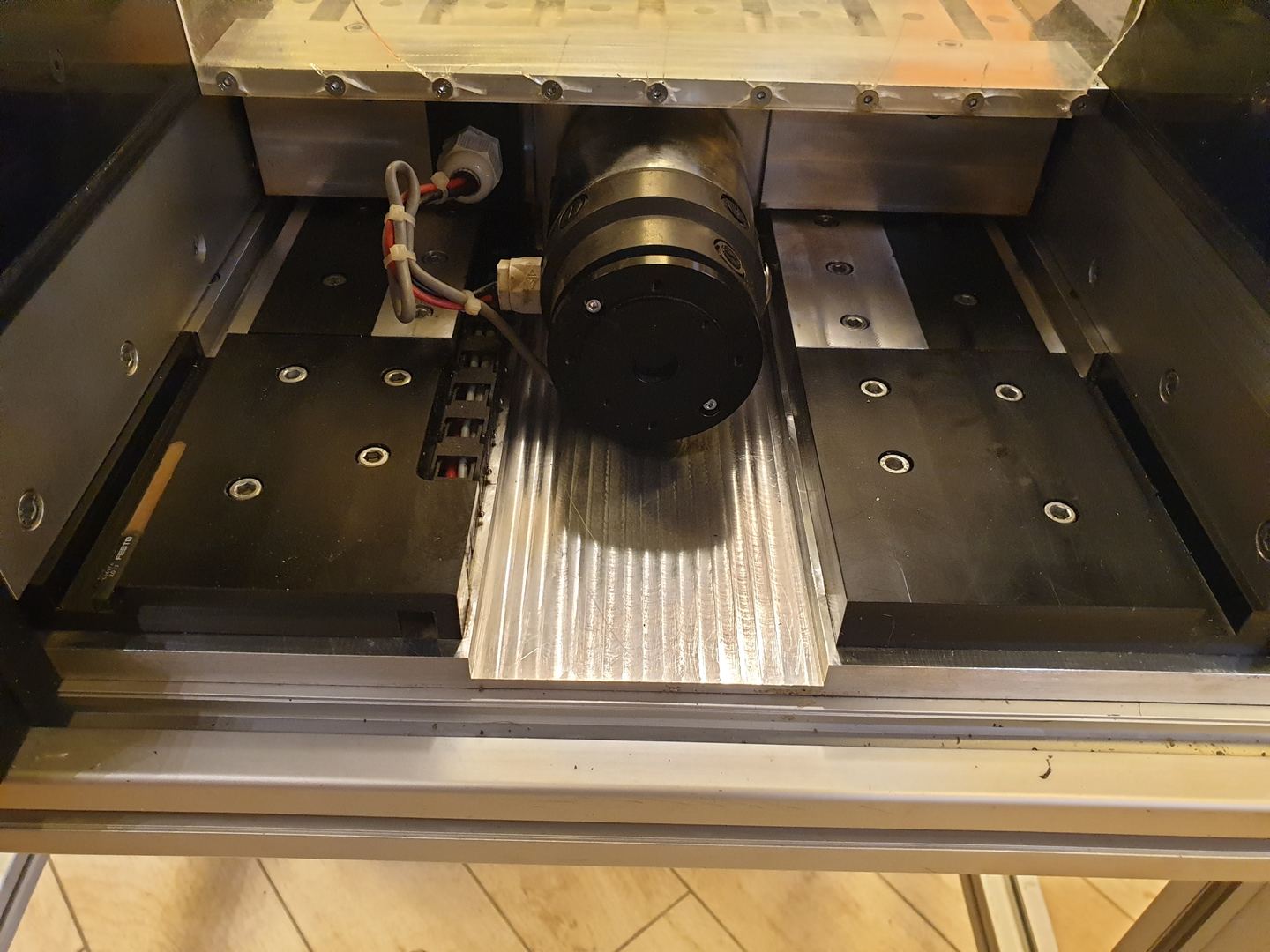
Ilyen hátulról amikor a munkasztal teljesen elől van. (Van még szépíteni rajta Ezek a Festo referenciakapcsolók vannak mind a 3 tengelyen, már nem emlékszem, hall vagy red - de nagyon pontosak. (és egy kis sárga led is van bennük). A fekete (záró-diszítő?) anyagok POM műanyagok...
Varsányi Péter | 11584
2019-12-24 11:49:50
[18]
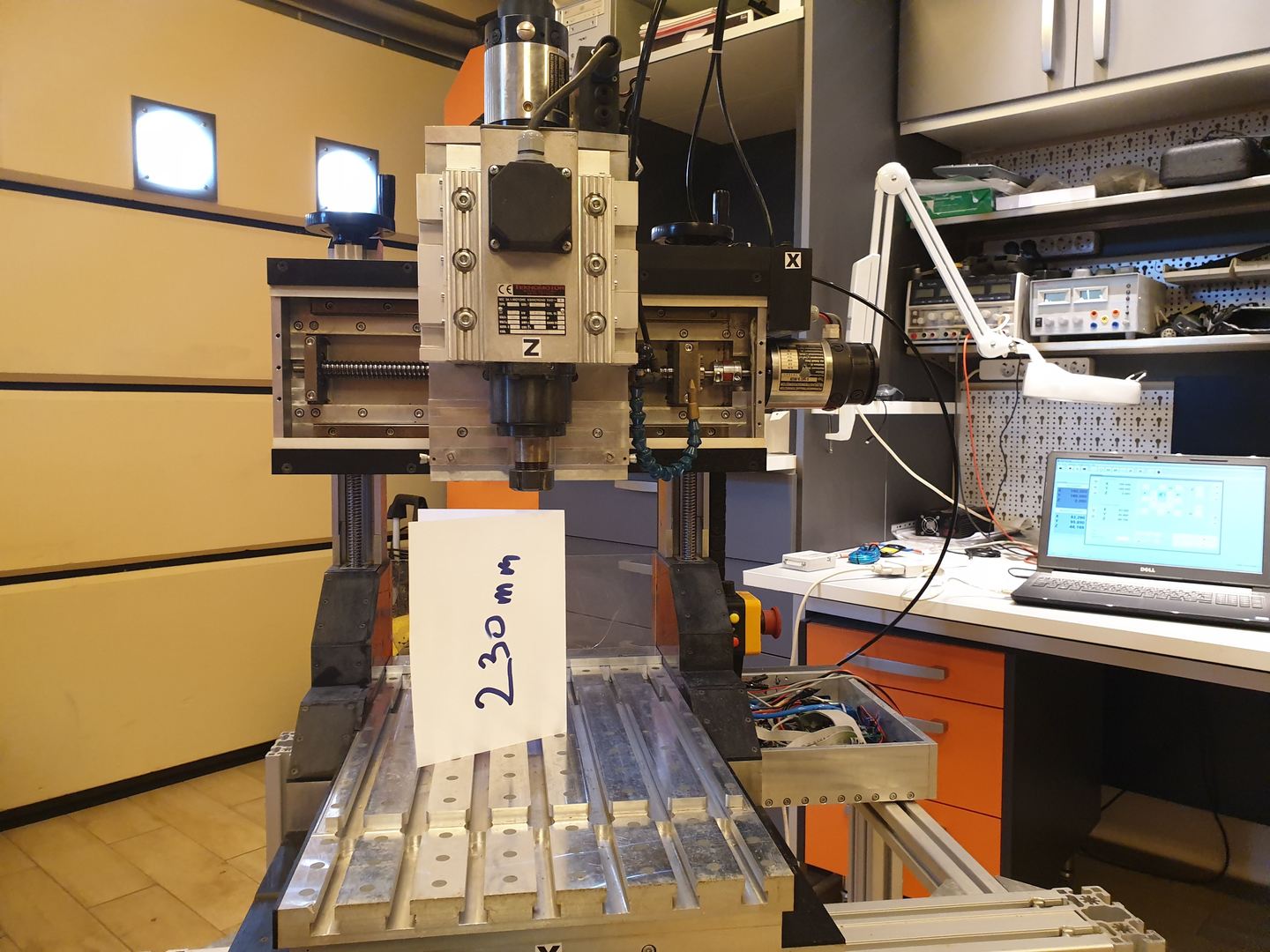
Ekezdem takarítani a gépet...burkolatokat levettem stb... Most jutott eszembe tud ez még egy "speciális" Z megemelést is A két felső tekerővel a felső ütközknek tekerve (ezek kalibrált magasságúak) így akár egy 200mm magas anyagot is alá lehet tenni. Persze ilyenkor a merevsége - nem nagyon - de romlik - azaz lasabban lehet csak marni vele. Az emelő tengelyek csak sima trapézmenetek, mert csak a két végpontig kell "nekifeszíteni" a kereszhidat. (nálam X tengely) De ez jól jöhet, pl. egy műszerdoboz vágásakor...stb...
Majd a T-nutos asztalra is kitérek, mert az is egy érdekes megoldás!
sanyi84 | 1358
2019-12-24 09:32:23
[17]
Kezd változni a piac itthon, és jó irányba. Ez az uccnc nek köszönhető. Persze lehet máshogy is hozzá állni, ott a fagor féle ingyenes windnc, mennyivel jobb az ingyen program, csak egy vezérlő újonnan pár ezer font + adó . Persze más kategória.
Ha már Magyarország és nem Mach3 vagy LinuxCNC, akkor talán inkább UCCNC. Az adatok alapján sok mindenben szimpatikusabb: ethernet, magasabb S/D frekvencia, több I/O, helyi support és olcsóbb is.
Anno a Kláviónál vettem egyet belöle, de a Mach3 gyözött klávios magyar felülettel. Ma is azt használom.
Varsányi Péter | 11584
2019-12-24 08:54:14
[14]
Hagyjuk ezt a vezérlő kérdést mert mindíg is egyedül voltam ezzel
Lewetz urat is "bántja" a magyar piac... írta, hogy mindenhol jól mennek az eladások - ezért is megy 20 nyelven. De Magyország egy fekete lyuk De azért magyarul is megy (még?)
Egyet eladtam az Ebayon 250 Euróért - 1 nap alatt - megvették. Mert a 299 Eurós ár kőbe van vésve és "használt" nincs a piacon...
A cikkben leírja, hogy 500 000-re becsüli a hobby CNC-sek számát. 200-an vettek részt mindössze ebben a felmérésben. Ennek alapján lehetnek kétségek a százalékos arányokról.
Egyet az angolt. De mást nem is érdemes megtanulni a CNC technikában.
No jó még a németet esetleg, mert sajnos még mindig tonna számra hozzák be az országunkba a németajkú területekről a sokszor ipari hulladék értékű gépeket.
Persze anno lett az A300 DC szervó vezérlő is... ami talán még többet is tudott... Köszönet Svejk-nek! Anno 150-200Ft volt egy USD - ma már 300 körül van...
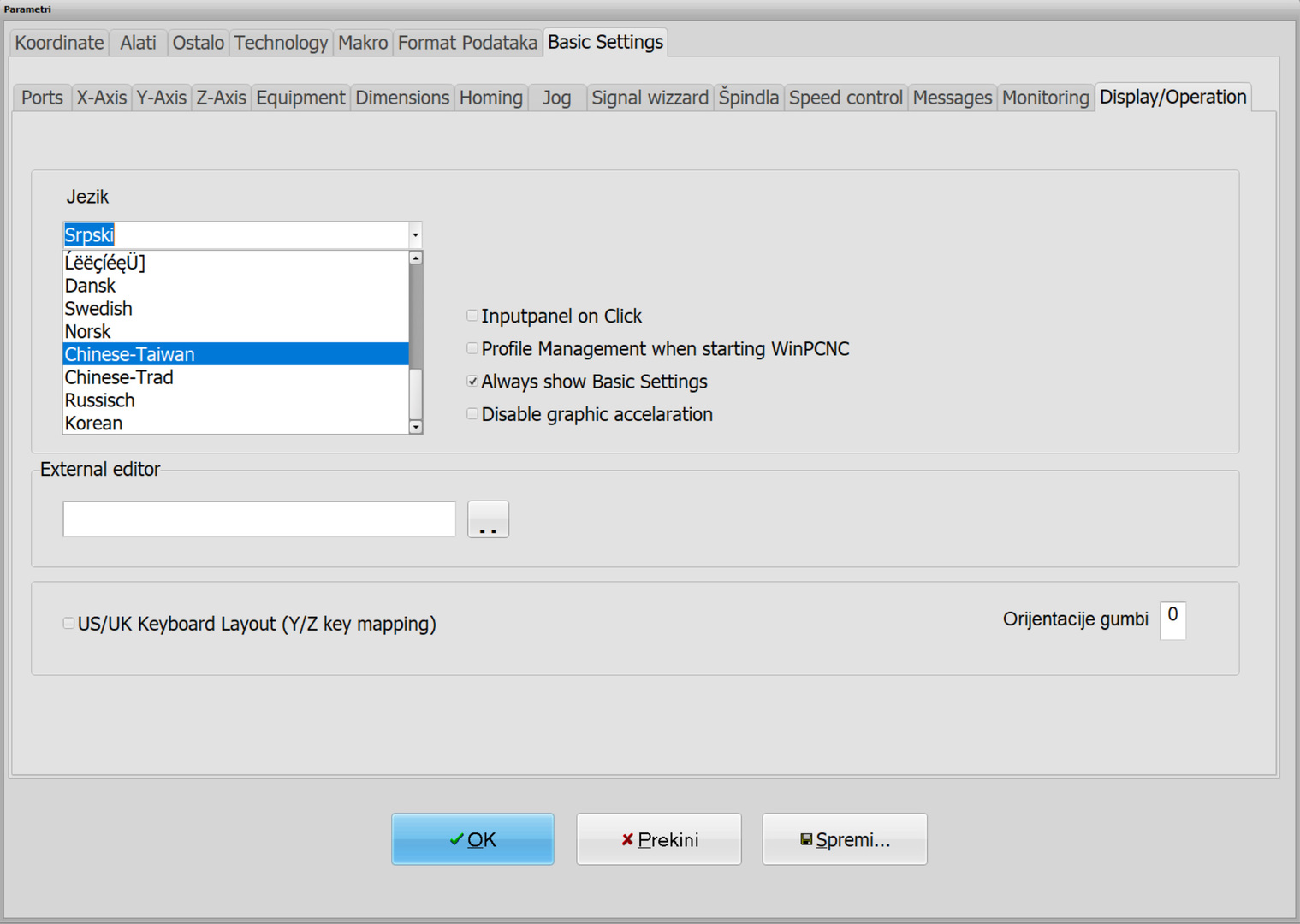
Mert ingyen van a Mach3:) ... és reményük sincs(?) egy "másikat" kipróbálni ill. összehasonlítani. A szériában gyártott (hobby?) CNC gépeket (persze főként német gyártmányok) mind WINPC-NC Light verzióval adják... Persze tudjuk, hogy a német gépipar a padlón van
A WIN-PC-NC USB sajnos 300 Euro. Hardverkulcsos. (A régebbiekhez volt egy USB dongle, most az USB vezérlő maga a hardverkulcs is egyben.)
De biztosan "Lewetz" ügynök vagyok:) Mert ma jött meg a harmadik WINPC-NC USB vezérlő. (pl. egyszer eladtam az ebay-on egy 300 Eurós WINPC-NC-t 250 ért... 1 nap alatt megvették.) Pedíg van hivatalos magyar viszonteladója is... aki nem tudja a dolgát!
Azt még akartam írni, hogy a szerszámpálya olyan amilyen. Pl. felesleges és nem logikus mozgások! Jól látható a videón... Ugyebár G-code analfabéta vagyok.
Alapban CorelDraw-ban szerkesztetem a "pályát" amit HPGL file-be exportáltam. Ezt (is) eszi WINPC-NC... Nade ez nem az igazi.
Néhány munkadarabnál már "bevetettem" a Vcarve Pro-t... na ott már G kód volt az eredmény...
Egyébként a WINPC-NC főleg az új USB vezérlő nagyon jó! Persze kell egy CAM program is...
... hogy mit tud: (nézz rá az adatokra 80Khz - 4 tengely - atomstabil) Szerintem ebből adják el a legtöbbet. 20 nyelven megy... stb... Made in Germany 2XLPT port programozható ki és be menetek-re. https://www.lewetz.de/files/download/ibwin3eEU.pdf
Összeraktam egy "egész estés" videót a sok kicsiből:) Több mint egy órás...vannak benne jó "jelenetek" Sajnos inkább már a kész gép dolgozik benne, de láthatóak az összeépítés előtti "kemény tesztek" is.
X és Y tenegely 5-ös emelkedésű a Z tengely 2mm emelkedésű Meghajtás: DC szervó (3X Gecko) A végső változatban kb. 200W-os Bautz motorokkal. (előtte volt teszt 400-as SanyoDenkivel is)
... Ma már persze AC szervós lenne ... Olcsóbb is lenne mert a vezérlő+motor+táp+dobozolás már több kts..
Munkaterület 320x320mm Z 98mm (Referencia kapcsolóktól) Sebesség 200mm/s ramp: 50ms (ezt bármilyen szituban tudja) Tud ennél gyorsabb is lenni - de minek Súlya kb. 100Kg. (Alugép - de merev.) Ahogy anno írták minden csavarozva van - ez az én mániám, mert hegeszteni nem tudok de ezáltal vetemedések és feszültségek sem lettek.
Vezérlés: WINPC-NC (anno Economy) most WINPC-NC USB. 20 nyelven megy - Magyarul is... (szoftver már a legújabb V3.4-es) https://www.lewetz.de/en/homeengl
Varsányi Péter | 11584
2019-12-23 14:18:19
[1]
10 évvel ezelőtt készült (első) gépem dolgait - már amit megtaláltam - felteszem.
















 . Persze más kategória.
. Persze más kategória.