- A szerszám behívás pl. a 2-es szerszámra M06T2 kóddal történik.
- Nincs eltárolt szerszám tár. Csak azt figyeli a gép, hogy előzőleg is automata szerszámcsere volt, vagy manuális. Automata szerszámcsere parancsra, előzőleg manuálisan berakott szerszámot eltávolíttat kézzel és utána végzi el a cserét.
De mivel nem befogó kúp van aminél a pontos Z irányú pozíciót a kúp visszaadja befogás után, hanem új mérést kell végezni minden szerszám csere után, ezért lehet élni előre beállított szerszám tár nélkül. A szerszám Z irányú mérése közben be lehet állítani egy mérési határt. Ha törött a szerszám, vagy nincs szerszám a befogóban a Z tengely túl mélyre megy és ezt észreveszi a gép.
- Kikapcsolás után úgy emlékszem, hogy el van tárolva a bent lévő szerszám. De erre nem vennék mérget. Nincs már nálam a gép évek óta, így erre pontosan nem emlékszem. Hétvégén megnézem majd a makrót, megválaszolom.
Egyébként nekem is lesz egy szerszámcserés gép építés az évben, fogok majd nemsokára fórum témát indíttatni rá.
A főorsó ISO20 kúppal rendelkezik. Található benne szenzor, de az csak a behúzó rúd 2 pozícióját figyeli. Ennél egy lézeres fix távolságra állított tárgyreflexiós szenzorral tervezem ellenőrizni szerszámcsere után a kúp meglétét illetve a szerszám törést. Ez szerintem egy egyszerű és olcsó megoldás.
(Ezen kívül egy másik projekthez van HSK25 befogós főorsó. Abban már 3 szenzor van. Ezek közül az egyik "missing tool holder with collet closed" jelet ad. Szóval annál meg van oldva a dolog)
Itthon lett vásárolva a gép. 250 km re volt tőlem, ugye a fuvar így 500km, ha ezen a szakaszon belül van a fuvaros. Sajnos az én esetemben, sem fel, sem lerakodás nem volt biztosított. Így nálam ez a tényező nyomta meg nagyon az árat. Ha a pakolás nem probléma, akkor 100-150 ft/km + 5-8 000ft/ óra körü van.. Én a KCR-es verzió mellett döntöttem, ezt is erősen szűrte az 5 tonnás súly. Tehát 500km, kb 8 óra ment el rakodással együtt, fél millió forint lett a vége, kaptam ettől jóval drágább ajánlatokat is...
Én is szeretnék kérdezni a gépeddel kapcsolatban, azon belül is a szerszámkezelés érdekelne: - kikapcsolás-bekapcsolás után tudja milyen szerszám van az orsóban? - tudja, hogy melyik szerszámhely aktív? (itt arra gondolok, hogyha mondjuk program hívja a T3-as szerszámot, de elfelejtettem betenni, akkor tudja e a gép, hogy még nincs betárazva?!) - illetve, hogy mire hív? T1,T2 stb? Esetleg szerszámnévre?
Gratulálok a géphez egyébként, youtube már többször feldobta, nagyon igényes!
Privát kérésnek megfelelve, némi magyarázat: GTK=gazdasági totálkár. Nem csak a Z2 sérülései miatt, hanem úgy összességében, mert ezernyi sebből vérzik a konstrukció.
Hasonló, de ahhoz nem volt szerencsém. Mi már alig vártuk, hogy megpusztuljon alatta a vas, éppen a PLC-ben elkövetett bohócságok miatt. Ellenorsó alatt atomjaira esett szét minden. A szerviz szerint is GTK közeli állapot (kb. 2 éves gépen).
De akár lehetne a kinai SZGH-is , egyszer volt alkalmam egy ilyen vezérlőnél jelen lenni. A főorsó hajtásnál beállításnál segédkeztem. Szerintem az árához képest jó kis vezérlő integrált PLC-vel rendelkezik (létradiagram) tehát a lényeg ha valaki ilyen vezérlőt szeretne nem árt ha megtanul PLC-ét programozni.
Köszönöm a kérdést! Ez is elég komplex döntés volt. 3 verzió merült fel, kezdetben (mach3/4et nem számolom bele). Az elsőként említett lehetőség, néhány e-mail alatt kiderült, hogy nem lesz befutó..:
- NCT 304: sejtettem, hogy nem olcsó mulatság, de az egész költségvetést meg kellett volna szorozni 3-al kb..
- Mach3/4: ezt nem akarom különösebben indokolni, már a kezdetektől fogva nem szimpatizálok vele.
- Linux cnc / Mesa: Rengeteg jót olvastam róla, mindenképpen szeretnék foglalkozni vele a jövőben, megismerni a benne rejlő lehetőségeket. Ami miatt nem esett erre a választás: hiányos linux ismereteim, nehézkes Mesa-kártya beszerzés, valamint hiányos angol tudásomnak köszönhető részeben, hogy kevesebb információt találtam róla ami a beüzemeléshez szükséges. Szinte biztos vagyok benne, hogy jóval több időt vett volna igénybe a gép beüzemelése a jelenlegi tudásommal.
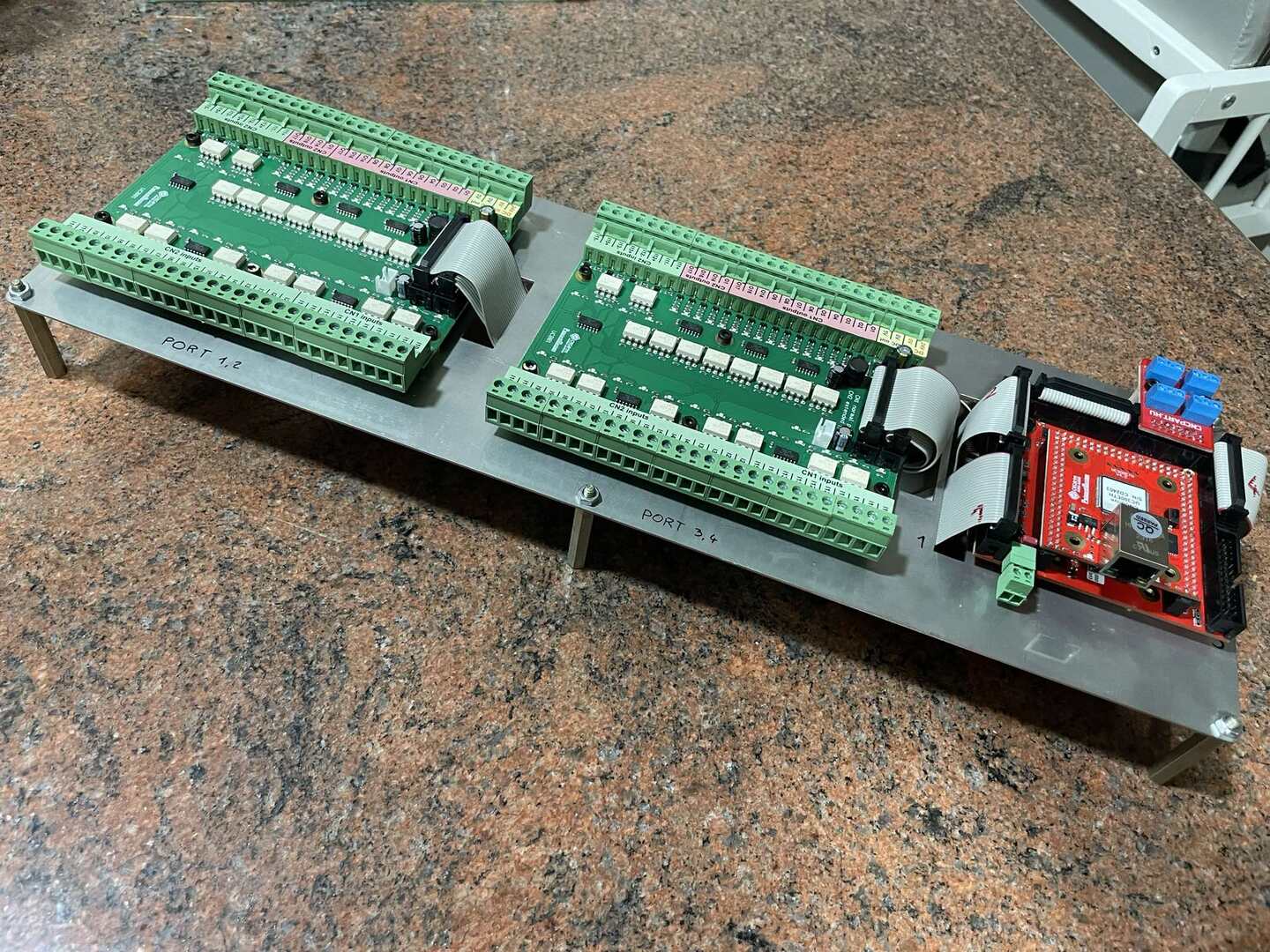
Uccnc / UC300ETH+UCBB(x2) : Maga a szoftvert már 6 éve használom egy Axbb-e kifejtővel, 1-2 kisebb hibát leszámítva szinte hibamentesen tette a dolgát. (ezt az 1-2 hibát sem tudom 100% felírni az ő számlájára). Magyar nyelvű dokumentáció, fórumos támogatás ami nem tudom jövőben mennyire lesz. (Nyugodj békében Dezsoe.) Illetve rendelkezem valamennyi C sharp, C++ ismerettel. Nem utolsó soron a könnyű beszerezhetőség. Azt hogy a gép felé támasztott elvárásaimat tudja e hozni, azt majd egy külön téma lesz.
Végleges lesz e? Ez egy jó kérdés, ha maga a szerszámkezelést, fel tudnám okosítani, akkor azt merem mondani, hogy igen. Nyersdarabos szimuláció hiányával még kompromisszumot tudnék kötni, úgy is mindig CAM-et futtatok.
Jó kis gépnek néz ki , szeretem látni ahogy belevágnak a jövőbe a bátrak , lesz rajta munka bőven.
Na de ha már szépen működik az lesz igazán csak az őröm és boldogság , főleg ha mindent egyedül sikerül megoldanod (itt igazából az automata szerszámváltóra gondolok).
Sok sikert hozzá.
UI: Nekem is van egy gyári cnc marógépem hasonló cipőben mint a tied , nálam az a szerencsés helyzet , hogy egyben befér a gép (csak a műhely bejáratot ki kellet bővítenem, amit amúgy is megtettem volna) meg nálam nincs automata szerszámcserélő (manuális) egyedi szerszám gyártás céljából vettem egy árverésen.
Üdvözlök mindenkit aki betéved ide a topicba. Sokadszorra, hosszú kihagyás után újra jelentkezem.
Idén ismét nagy fába vágom a fejszém, legalábbis számomra az lesz. Igazából már tavalyi évben elkezdődött, de most jutottam erre az elhatározásra, hogy publikálom. Remélem sok mindenkinek hasznára válik majd. A tavalyi év elment az előkészületekre, gép vásárlás, szállítás, egy "alkalmas" terület kialakítása a műhelyben. Illetve a nyílászárók mérete miatt csak darabokban volt lehetőség a gépet behozni, és úgy ahogy összeszerelni.
Amit a gépről lehet tudni: Hurco Bmc 30 AP típus. Megközelítőleg 5 tonna. Vezérlése tropa, a kapcsolószekrényben valami kigyulladt, jópár kábel megolvadt, illetve, hiányosan is kaptam már meg. Mechanikailag meglehetősen jó állapotúnak tűnik.
Amit szeretnék kihozni belőle. Első körben egy UC300ETH mozgásvezérlővel talpra állítani, automata szerszámcsere miatt vannak aggályaim. (Előre köszönöm ha valaki automata szerszámcserélős tapasztalatokkal rendelkező egyén, segít előre vinni a projectet) - (macró írásban van némi tapasztalatom, plugin illetve egyéni képernyő szerkesztésben a tudásom 0..) Gyári analóg vezérlésű szervók, helyett step/dires szervók kerülnek majd fel. A főorsó hajtás még kérdéses. Merev befogós menetfúrás mindenképpen célkitűzés.
Első körben most ennyit szerettem volna.
Törölt felhasználó
2021-06-13 18:21:46
[118]
„Ez nem ide tartozik, de mint mondtam autót, nem fűnyírót” Akkor miért keverted bele? Te említetted az autót is meg a fűnyírót is, csak a kérdésre nem válaszolsz. De mindegy, mert a szavait között értem mi a válasz...
Na látod, kb. ugyan azt mondom csak te nem érted szavaimat. Legalább is ha én nem értettelek téged félre. Ha 25mm-es a csavarod akkor azt NEHÉZ fordítgatni a súlya meg a csavar emelkedése miatt, vagy sokkal erősebb motor kell, vagy áttételes sebességcsökkentés hogy a sebességet átalakítsd erőre hogy bírja fordítását optimális sebességgel és OPTIMÀLIS gyorsítással.
„Az intenzívebb gyorsulás pedig pontosabb pályakövetést eredményez. Szerintem.” Szerintem nem. Mert szerintem semmi köze a pontossághoz, mert az mástól függ. De mindegy, az más téma.
Előzmény: Szalai György, 2021-06-11 20:25:33 [106]
Törölt felhasználó
2021-06-11 22:55:25
[111]
„Lassító áttétel nem lesz.”
Igazad van. Nekem is csak a 4. tengelyen van, mert oda kell. Azt erősíteni kell vagy nagyobb, erősebb motorral kell hajtani. A többi tengely 1605 golyós csavarokkal egyenesen, mindenfajta lassítás nélkül.
„maximum fához és aluhoz szeretném használni.”
Én is csak NYÀK-ra, müanyagra és alura használom, arra ezek a motorok elég erösek. Pláne ha golyós csavarral van ellátva. Jó komoly géped lesz, gratulálok.
Üdv mindenkinek, természetesen nem optimális ez az hajtás maráshoz. Lassító áttétel nem lesz. Szerintem sokkal egyszerűbb és jobb megoldás egy kisebb emelkedésű orsóra váltani. Majd egyszer ha úgy alakul.. Jah és igen a nyomaték is elég kevés így..
A most összeállt verziót, maximum fához és aluhoz szeretném használni.
A z- kinyúlás: valóban gyenge pontja a szerkezetnek, már óráztam feszegetés közben, van hajlás szépen.. Valószínűleg itt még alakítani fogok a nagyobb merevség eléréséért.
Időközben feldobtam próbaképpen egy 4. tengelyt is:
"lassító áttételen nem csak a sebesség lassul hanem a gyorsulás is" Ha a lassító áttételen keresztül nagyobb nyomatékot nyersz, akkor a nagyobb nyomatékot intenzívebb gyorsulásra használhatod. (Míg szét nem esik a gépváz. Az intenzívebb gyorsulás pedig pontosabb pályakövetést eredményez. Szerintem.
No de ne Tudósunk topicjába próbáljuk okítani A-Camera fórumtársunkat!
Szalai György | 9544
2021-06-11 20:19:45
[104]
De hátha nem lassítani szeretném, hanem a nyomatékot sokszorozni. A lehető legtöbb nyomatékra van szükségem, hogy a tehetetlen tömegem kisebb hibával tudja követni az elméleti szerszámpályát.
Tudom, hogy manapság már szinte minden tulajdonságot szoftverből szeretne mindenki megoldani, de ez egy 25mm emelkedésű golyós orsó vasba öntött paramétereinél azért még nehezen fog sikerülni.
„Itt a fórumon már megtanultuk, hogy a gyorsulás sokkal fontosabb mint a sebesség”
Nem itt, már azelőtt is tudtam mielőtt itt tag lettem volna... de az nem ilyen egyszerű, mert lassító áttételen nem csak a sebesség lassul hanem a gyorsulás is. Lassító áttétel erősít, más előnye nincs. Ha lassítani akarod sebességét és a gyorsulást meg akarod tartani (vagy növelni akarod) akkor azt a programon keresztül állítod be.
Az én gépen is tud sokkal gyorsabban menni, de mivel kicsi, nem akartam maximumon, így csak 7000 mm/min van beállítva. Semmi értelme "lassító" áttétele használása ha nem akarod erősíteni a tengelyt.
„Elobbinel altalaban direkt hajtja a szervo a golyosorsot, utobbinal attetelen keresztul.”
Nem szabad a világot feketén / fehéren nézni, mert ez nem igaz. Lassító áttétel nem kell minden gépre, ha lassítani akarod azt a programon keresztül kell beállítani. Lassító áttétel akkor kell ha erősíteni akarod. Ha a lassítás a cél akkor azt egyszerűbben is meg lehet oldani, nem kell áttétel. Szervókat is lehet lassabban járatni, nem kell maximumon állandóan.
Itt a fórumon már megtanultuk, hogy a gyorsulás sokkal fontosabb mint a sebesség Igaz ez a beültetőre is meg egy marógépre is... Céleszerű a gépet a legjobb gyorsítás közeli hajtásmódra optimalizálni, ha gyors és pontos működés az elvárt.
Forgácsolásnál amúgy is a megmunkálási paraméterek határozzák meg mekkora sebességgel lehet majd dolgozni.
Egy ilyen mechanikánál én is egy lassító áttételben gondolkodnék...
Ilyesmiről én soha nem hallottam... Lassító...? Mindenki gyorsítani akarja, nem lassítani. Ha lassabban akarja hajtani azt a CNC programon keresztül könnyen meg lehet oldani.
Rég volt már info az előre lépésekről. A lentebb említett gépváz helyett sikerült hozzájutnom egy, a számomra sokkal szimpatikusabb kialakítású vázhoz. A szükséges alkatrészeket a hobbi gépemen gyártottam le. Főleg bontott alkatrészekből... Néhányról készült kép is..
A kezdet:
Pár alkatrész:
Végül egy kis video:
designr | 3621
2020-08-27 22:06:30
[92]
Fekvenciaváltóim is vannak különböző teljesítményben.1 fázis betáppal. Majd küldök a frekvenciaváltóról és a szervószettekről infókat..
Igen Iso40. Acél, vas, alu, titánium, ami jön... (fa nem...) Áttételezni mindenképpen szeretném, 3000-es Max fordulathoz igazítva így első körben, váltón még nem törtem a fejem. Egy 2,2 kW motort sikerült olcsón elcsípnem, így ez is volt az eredeti ötlet, hogy megpróbálom azzal, mit tud. Ugyanitt frekiváltót keresek!! (1 fázis betáppal).
Ha fémhez és lesz mechanikus váltó váltó akkor a 3000-es főorsófordulatig elég lehet a 2,2 kW.. Váltó nélkül direktben pedig 10-12 kW-os szokott lenni egy ilyen meghajtás motorja.
Maga a főorsó fához ugye alapjában elég alkalmatlan...
Üdv, csak a lustaság és a szerencsétlenség. Használtan vásárolt lineáris sín, 4 kocsival. 1 különbözik amit az eladó sem vett észre (nem egyezik a síkja a 3 másikkal). Akkor hirtelen nem tudtam legyártani, azóta sem pótoltam...
Szépen dolgozik a géped,de megütötte a szemem, hogy a Z jobb felső kocsija nincs rögzítve,jól látható késéssel követi a - irányt. Mi az oka ennek a megoldásnak?









 Igaz ez a beültetőre is meg egy marógépre is...
Igaz ez a beültetőre is meg egy marógépre is... Mindenki gyorsítani akarja, nem lassítani. Ha lassabban akarja hajtani azt a CNC programon keresztül könnyen meg lehet oldani.
Mindenki gyorsítani akarja, nem lassítani. Ha lassabban akarja hajtani azt a CNC programon keresztül könnyen meg lehet oldani. 











