Megnéztem, sajnos már csak egy régi XT, és egy MFM-es vinyó maradt meg, pedig volt több floppy is... Viszont lehet, hogy nem is egyre gondoltunk. A régi típusú floppyról nekem az MFM vezérlősök rémlenek... A CP/M az a Commodorokban, és az ahhoz hasonlóakban volt használva... vagy rosszul emlékszek?
Üdv mindenkinek! Segítséget szeretnék kérni. Adott egy 3018 cnc gép melyre végálas kapcsolók lettek szerelve. A végálások rendben müködnek, a kézi mozgatásra minden adott tengely a megfelelő irányba mozog.Ha bekérem a GRBL programba a marni kivánt nc fáljt és szeretnék marni inditás után az "Y" tengely ellenkező irányban mozog mint ahogy kellene. Már átnéztem az összes paraméter beirást a consolba de ne jövök rá mi a hiba. Ebben kérnék segítséget! Köszönöm!
dtb | 1900
2022-02-18 20:05:18
[48353]
Bocs, ezt észre se vettem...A J2 nincs elvágva. A J1-et is próbáltam, a SOFA kártyát kivettem véglegesen, de a J1-nek sincs semmi hatása.
Az a baj, hogy ehhez a típushoz többféle leírás is van, én háromfélét találtam az egyiket belinkelem: QE47E inverter ..de eltérések vannak bennük, nem is kevés. Amit írtál, (az eleje) az biztos, hogy nem jó, mert az eredeti bekötés is az egyes lábhoz volt kötve, ez biztos. A korábbi fotón a bontás utáni állapot látható, a "0" csatlakozón csak sárga-zöld föld vezetékek voltak, és az elvágott kábel motor felőli oldala megegyezett a sorkapcsokon látható kábelekkel, tehát az "1"-eshez volt kötve eredetileg is. Az 1-9, 1-8, 40-41 stim, de az 1-9 elvileg hatástalanítja az összes biztonsági kapcsolót. Elvileg,... de nem, mert nem reagál rá. Holnap megint nekiugrok, hátha jobb idő lesz, mint a héten...
A DIP2 csak az elővillogás be ill kikapcsolás. Menet közben mindig villog a lámpa. Full kikapcsolni nem lehet. A fék biztos kiold? J2 nincs megszakadva?
A self test lefut, a 13led(minden OK) világit, a 14(error) nem, és akkor sem, ha megy a motor. A 12.led villog, ha mozog a motor, de a doksi szerint az a villogó lámpa ledje. Hallható a kis relé hangja, ahogy behúz, elenged, ugyanígy villog a 12. led is. A 2-es DIP kapcsolóval ez elvileg kikapcsolható, de nem reagál rá(mármint az on/off állásra)
Ezt írtam én is. de most nincs rajta egy kapcsoló se. Ha áthidalom, akkor se alszik el. Ez egy különálló, négyes sorkapocs, a legelső balról az 1-es, a többi az érzékelő bemenet, ha ezeket összekötöm az 1-es lábbal, akkor sem alszanak el. Mondjuk az NC elkerülte a figyelmem, de a lényegen sajna nem változtat, nem elalszik, csak csökken a fénye. A motor elindul, de csak szakaszosan forog. A 9-es láb is lett próbálva, végigpróbáltam a manual szerinti összes verziót, akkor is csak szakaszosan forog a motor. (A motoron levő végállás kapcsoló tárcsát direkt levettem, hogy ne kavarjon be.)
Nekem is megvan kompletten, vezetékestől, mindenestől, épp ezért hezitáltam az eladáson... Ez a 47E típusú. Annyi, hogy bár megtaláltam a szervizkönyvét, még a frekiváltó részt nem sikerült beüzemelni önmagában, a kapcsolók nélkül. A sorledből balról az első három (DL11, DL10, DL9) folyamatosan világit, akár mit csinálok vele, vagyis a két végállás együtt érzékel. Áthidalás esetén se kapcsol le... még egy darabig szórakozok vele, az állványos fúrómhoz pont jó lenne...
Nem akarok üzletrontó lenni, egyszerűen csak segíteni akarok..
Egy gyorskapu nyitó motor szakaszos üzemre van kitalálva -sokszor működik-rövid ideig- (S3...S5) Egy fűrészgép hajtásához (S1: állandó üzemű) besorolású motor lenne az ideális, de egy hobbi gépnél jó lehet az S2 besorolású is.. A kínai barkácsgépek szinte kivétel nélkül S2..S5 motorokkal kaphatók. (pl. 10perc üzem után 20-40 perc üzemszünet) vagy leold a hővédelem(-ha van benne) vagy leég.. Az "S" besorolásról hirtelen ezt találtam: https://crushtymks.com/hu/electric-motor/245-10-different-duty-types-load-cycle-of-a-three-phase-asynchronous-motors.html
Van egy 1Kw körüli fékes 3f motorom, gyorskapu nyitóban volt, valami 200 körüli fordulata van. Frekiváltó kell hozzá. Nem rég kaptam, még hezitálok, hogy eladjam-e, de ha esetleg érdekel, akkor beszélhetünk róla. Ugyan az, mint a csatolt fotón.
Most az ismerősömnek kell eldöntenie ,hogy beruház-e egy 60-100fordulatú lassító áttételes motorra és átépíti a szalagfűrészét kizárólag fémre, vagy hagyja így ahogy van és csak fát vág vele.
Köszönöm mindenkinek az észrevételeket, és a segítséget.
ezsolt74 | 1369
2022-02-18 07:23:10
[48334]
Igazatok van, mi is pont erre jutottunk, mikor utánaszámoltunk, hogy mennyit is forog a szalagfűrész kereke a fa és mennyit fém fűrésznél. Ez nála percenként 60-100 fordulat lenne, amit tényleg csak csiga hajtóművel lehetne elérni. Ekkora áttételi különbséget 1:15 frekvenciaváltóval lehetetlenség elérni.
hostya | 3083
2022-02-17 19:27:43
[48333]
"Az én Expert fémvágó szalagfűrészemen 400W-os motor van, és működik vele rendesen"
Az a 400W elég lehet fa, és/vagy fém fűrészeléshez is.. DE..!
Nézd/mérd meg hogy menyit forog a te fémfűrészed kereke, amit egy csigahajtáson keresztül hajt a 400W-os motor. Azután nézd/mérd meg az ismerősöd faipari fűrészének is a kerék fordulatszámát -amit a motortengely közvetlenül hajt- Nagyságrendi különbség van nemcsak a fordulatszám, de nyomaték tekintetében is.. Tételezzük fel hogy egyik esetben 1400 1/min. a fordulatszám, a másikban meg 140 1/min.. Ez azt jelenti hogy 1:10 áttételt hoz létre a Te csigahajtásod, illetve ekkora(ford.csökkenést) kellene a f-váltónak is megvalósítani. 50Hz..>5Hz. Ezt a f-váltó meg is tudja csinálni, de a motornak csak a ford.száma fog csökkenni, a nyomatéka viszont nem fog emelkedni a 10 szeresére..! Tehát a 400W-os motor 5Hz-el hajtva igen csak gyenge lesz...
Azt azért ne felejtsd el, hogy a szalagfűrészeden a motor fordulatszámát először lecsökkentik egy három fokozatú szíjtárcsával sebességváltóként használva és ezután még van egy 1:10 körüli csigaáttétel egy újabb sebességcsökkentés. Ezzel a nyomaték növekedéssel egyik frekiváltó sem tudja fölvenni a versenyt. 60-70 méter/perc körül használom a szalagos fűrészgépünket acél darabolásakor. Számold ki, hogy hány Hertzen kellene az adott motorodat működtetned ehhez a sebességhez. Valószinűleg nagyon kis szám fog kijönni, ahol a frekiváltó már nem fog tudni kellő nyomatékot szolgáltatni.
Az én Expert fémvágó szalagfűrészemen 400W-os motor van, és működik vele rendesen. Az ismerősömnek is van egy nagyobb ipari fémvágó szalagfűrésze,azon is csak 500W-os 1 fázisú motor van, De ezekkel csak darabolni lehet. Ő igazán ezzel a géppel vékonyabb fém lapokat is szeretne néha alakra vágni. Én is gondoltam még arra, hogy valahogy le kéne szíjjal áttételezni.
Szerintem igen. Ugyan nem szalagfűrész, de a békebeli orosz (szovjet) 3 fázisú motoros oszlopos fúrógépem is így megy. Alacsony fordulaton (30 Hz) sem lehet kézzel lefogni a tokmányt. De ott is lehet "játszani" az előtolás erejével. Szalagfűrésznél sem kell teljes erővel nekitolni az anyagot és akkor vinni fogja.
"Szerintetek melyik lenne a jó megoldás, ami nem túl drága." ======= Szerintem egyik se..
Egy faipari -főleg asztali- szalagfűrész mechanikai felépítése a faipari igénybevételhez van kialakítva/kitalálva..
"Esetleg érdemes lenne frekvenciaváltóval próbálkozni, elég erős lenne-e alacsony fordulatszámon?
Nem lenne elég erős.. -kicsi lenne a nyomatéka- még vektoros frekvenciaváltóval is.! Nem beszélve arról, hogy az egyfázisú motorokhoz való f-váltó ára többszöröse lenne az egész gép árának..
"Vagy a másik megoldás a Brushless motor lenne, de egy 500W-os szerintem biztos drága lenne hozzá."
Drága bizony.. + a vezérlés is hozzá..
A harmadik megoldás amire gondoltam, hogy egy sima kis méretű 3 fázisú motort kéne rárakni (van 3 fázis nála)egy 3 fázisú frekvenciaváltóval, mert annak lenne még ereje. "
Az is csak akkor lenne jó ha nem kis méretű, hanem legalább 1..1,5kW-os 3 fázisú motort használna a fémhez való alkalmazáshoz.
Én azt javaslom hogy valamilyen mechanikai áttételt (pl. ékszíj) kellene alkalmazni a meglevő motor, és az alsó kerék között, de még akkor is kérdéses hogy bírja-e a gépváz a fémvágáskor keletkező igénybevételt..
A frekvenciaváltó az egy nagyon hasznos, és szerethető berendezés, de nem csodaszer..
Megkockáztatom, egy 1/3 fázisú frekiváltóval jobban járna, mert ahhoz még ipari áram sem kell. De a legtöbb 3/3 fázisú frekiváltó nem sértődik meg ha egy fázisról táplálják.
Az ismerősöm vett egy asztali szalag fűrészt. Szeretné a motort fordulatszám szabályzósra átépíteni, hogy fémet is tudjon vágni vele. Gondolom onnan jött az ötlet neki, hogy megnézte a kisesztergámat, amin Brushless motor van, és tetszett neki hogy még alacsony fordulatszámon is erős, sőt ha terhelést kap kis fordulaton akkor az elektronika ad rá még erőt, hogy a beállított fordulatszámot tartani tudja.
A szalagfűrészen a motor 230v-os,ami az alsó kereket közvetlenül hajtja meg, így elég gyors a fordulata. Esetleg érdemes lenne frekvenciaváltóval próbálkozni, elég erős lenne-e alacsony fordulatszámon?
Vagy a másik megoldás a Brushless motor lenne, de egy 500W-os szerintem biztos drága lenne hozzá.
A harmadik megoldás amire gondoltam, hogy egy sima kis méretű 3 fázisú motort kéne rárakni (van 3 fázis nála)egy 3 fázisú frekvenciaváltóval, mert annak lenne még ereje.
Szerintetek melyik lenne a jó megoldás, ami nem túl drága.
Nekem sok tapasztalatom van USA-ba postázni, de csak innen Svédországból. Nem tudom hogy érdekel, de lehet hogy valakit igen...
A tapasztalatom szerint az hogy az utóbbi évekbe ott valami történt, mert nem jól működnek ott a szállítások, nem Covid miatt, mert sokkal előtte kezdődtek a problémák. Több probléma van.
1. Én mindent nyomon követhetőssel küldök, úgyhogy tudom hogy innen 2-3 nap után megérkezett a küldésem USA-ba.
2. Attól függ milyen címre küldsz mit. Nem csak hogy milyen államba, de attól is függ milyen városba / faluba. Csomagok néha 4-5 nap alatt odaérnek, néha 1-2-3 hónapig tart, és az okát nem lehet tudni.
3. Van amikor az ottani VÀM lefoglalja és rajta ül hetekig, hónapokig, információt nem lehet tőlük kapni, de végül mindig továbbment onnan mindenem.
4. Néhány hónappal ezelőtt kinyomoztam hogy ha úgy küldök hogy ott a USPS kezeli akkor eddig mindenhova 7 napon belül probléma nélkül minden elment. Ezt nem tudom Magyarországról hogy lehet küldeni, innen a Póstán kis csomagként kell küldeni. Tehát a Svéd Póstán keresztül, kis csomagként kell nekem küldeni hogy minden jól menjen, nem UPS, DLH, FedEx vagy másokon keresztül. Azokkal nem tudom hogy menne, mert itt azok drágák. Amikor problémáim voltak akkor "ajánlott levél"-ként küldtem, de akkor is a Svéd Póstán keresztül.
50-es élsebesség azon az átmérőn ahol a legvastagabban érintkezik az anyaggal, az előtolás foganként (1 fog van) 1 mikron körül, azaz, 0,001 mm
Hűtés-kenés muszáj lesz, az emulzió sugár azért jó, mert viszi a forgácsot is.
Ha törik-csorbul a szerszám, akkor növeld a fordulatot és vedd vissza az előtolást.
Egy fogásból nem fog menni, én személy szerint 2-3 TIZED milliméternél nagyobb fogásmélységet meg sem próbálnék.
El fogsz fogyasztani 20-30 darab gravírtűt, majd az ügyfél sivalkodik, hogy ő 3 gravírtű árát gondolta rá és nem érdekli, hogy olyan balfék vagy, hogy 10 órát töltöttél el vele és 20 szerszámod törött bele, úgyhogy még időben rúgd ki az ilyen álmodozót.))
USA-ba nincs tapasztalatom, de Romániába a múlthéten küldtem egy csiszagépet (33kg) és az 23.000Ft postaköltség volt. Hétfőn fölvették és szerdán már át is adták.
Én velük szállíttattam külföldre, tavaly is: Csomagnet
Sziasztok, segítségre szorulok: LightBurn -ban rétegek között szeretnék "z" tengelyt emelni, konkrétan beállító képet csinálok, ahol az egyes rétegek különböző sebességgel, és teljesítménnyel, és a fókuszpont magasságával vannak paraméterezve, majd a próba anyagra, 1-ben kiküldve. Na ehhez nem találom, hogy lehet -e egyáltalán z -t programozni? Előre is köszönök minden segítséget, GT

 (
(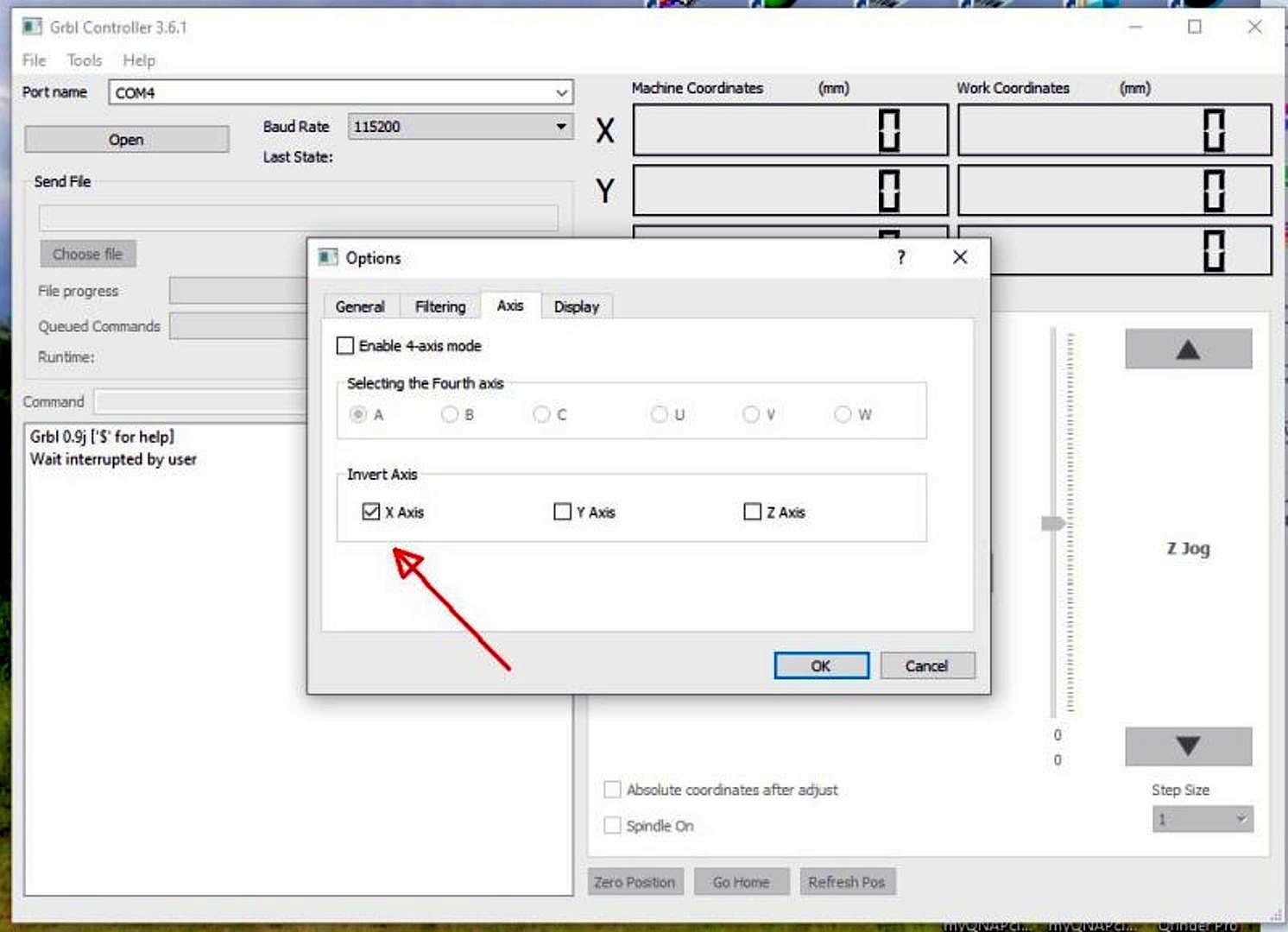

 valahogy sikerült hozzáérnem...
valahogy sikerült hozzáérnem...
 frekiváltóstól, mindenestül komplett.
frekiváltóstól, mindenestül komplett.


