Először meg kell tanulni kést köszörülni,pl-ul rapidon! Utána, a berögződött mozdulatokat észben tartva,és követ váltva(szürke vag zöld)meg kell tanulni ugyanezt úgy hogy nem hűtheted!stb stb stb
Azt nem tudom mi is volt eddig hazsnálva, iylen kis kések voltak pár darab, amin hasonló valami betétek voltak, de az mind letört szinte azonnal ... lehet az eredeti kínai volt piros színű a késtartója , azt hiszem 8x8 méretű.
Pl. van készletben ITT nálam is van épp raktáron 10-es, 12-es, 14-es, 16-os méretben. A honlapomon még nincs kint, de rövidesen kint lesz, addig emailben tudok részleteket mondani ... Amúgy lehet, hogy a közeli piacon is kapsz...
úgy bizony! Egy ügyfelem 250 x 750-es ( kb 135 kg ) esztergán hasonlóan köszörült forrasztott lapkás késsel próbálta, hogy mit lehet elérni fogásmálységben acélban, a 4 mm is ment! ...
Hogy legyen egy kis esztergálás is. Rendszeresen visszatérő probléma a késválasztás esztergáláshoz. "Filléres" kés, megfelelően köszörülve kiváló alternatíva a hulladék minőségű kínai váltólapkások mellé(helyett). Akár kisesztergára is. A forgácstörő gyémánton van köszörülve, nem szürke kövön.
Flex kiegészítő. Jó munkát https://www.youtube.com/watch?v=jgdg9moqwao
petya88 | 48
2019-01-09 17:40:30
[43413]
BUÉK
Thomas35 | 80
2019-01-03 17:09:58
[43412]
Üdv kedves Tagok!
Boldog új évet kívánok!
Nagy pontosságú gépekkel az idén is vállalok CNC esztergálást, gépalkatrészek, egyéb forgástestek megvalósítását, egyedi és kis szériás gyártást. Átm. 300mm-ig, 400mm hosszméretig. Munkáimra minőségi és méretgaranciát vállalok, általában rövid határidővel! Kecskeméti telephelyen személyes átvétel lehetséges, de természetesen postázok is!
Kérdéseket, műszaki rajzot, ajánlatkérést erre a címre várom: mezes.tamas@citromail.hu , vagy tamaslajosmezes@gmail.com
Köszönöm!
zozo | 5527
2018-12-27 15:54:01
[43411]
A timing-ot használják a "működés összehangolására" is, lehet arra utal, hogy a menettel összekapcsolja/összehangolja/összeilleszti az egységeket.
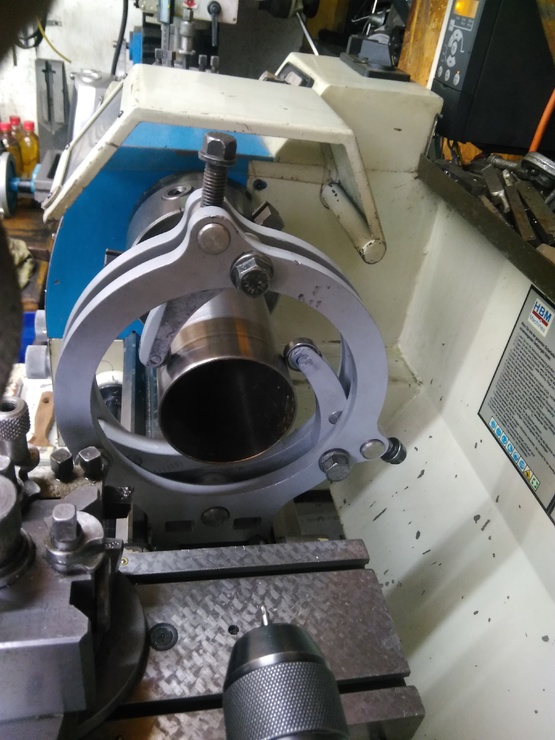
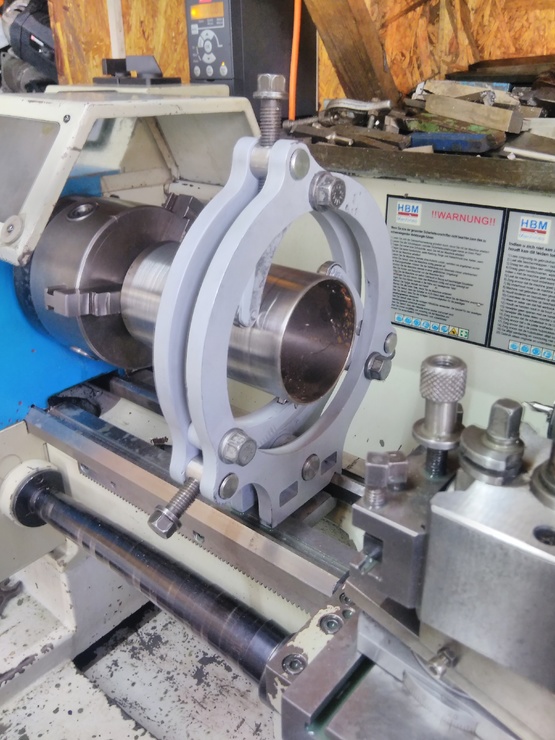
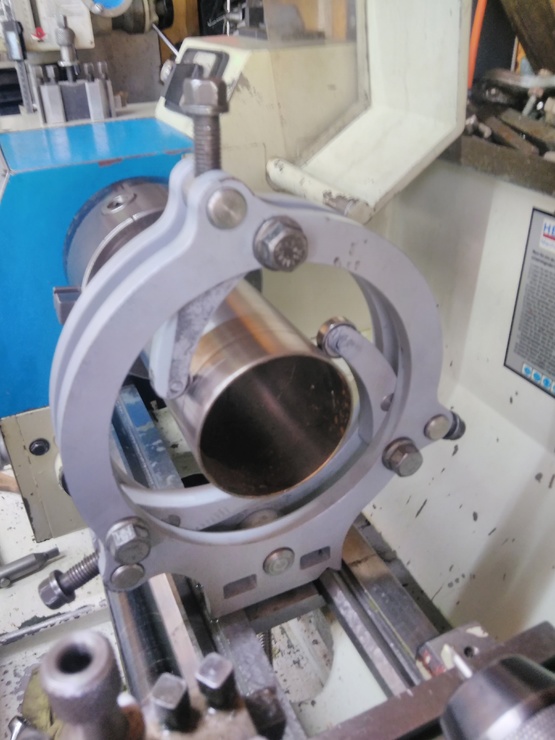
Jeleztem hogy csinálok képet az én linettámról. Nos elkészült , de mivel a gépem háta mögött tárolom, (és elég nehéz ) ezért nem tudom a részleteket jól megmutatni . De ketté vehető , 3 csapágyas támasztású és 400mm fér bele. Megnéztem a dobmalom csöve amit fel kellett fúrnom 324 es volt . A legtöbb része plazmavágással készült
Vannak akik a bronzos álóbábot a menetre teszik! négyélű ujjmaróval furnak, majd úgy elhajítják forgácsostul,hogy fáj a szívem érte. Valami fegyverműszerész az ipse, puskacsövet csinál,a kezével tompítja a remegést az állóbáb mellett a hengeres felületen... Nagyon komoly szaki!18 percnél látszik hogy egy pisztollyal az oldalán felfegyverkezve pancserkodik! 1 880 533 megtekintés! nem értem!
„A bronz betétesnél nem kopik gyorsan a bronz?” Nem, nálam öregebb gép gyári állóbábjában még alig kopott eredeti betétek vannak. Szóval ha intenzíven sorozatmelóra használod, akkor is kibír jó pár évet. ( egyébként is kenni kell )
Köszönöm! Nem napi használatra készült,de néha nagyon jól jöhet,és ezzel az esztergával amúgy sem lehet rabolni az anyagot. Majd meglátom mennyire bírja a strapát. A bronz betétesnél nem kopik gyorsan a bronz?
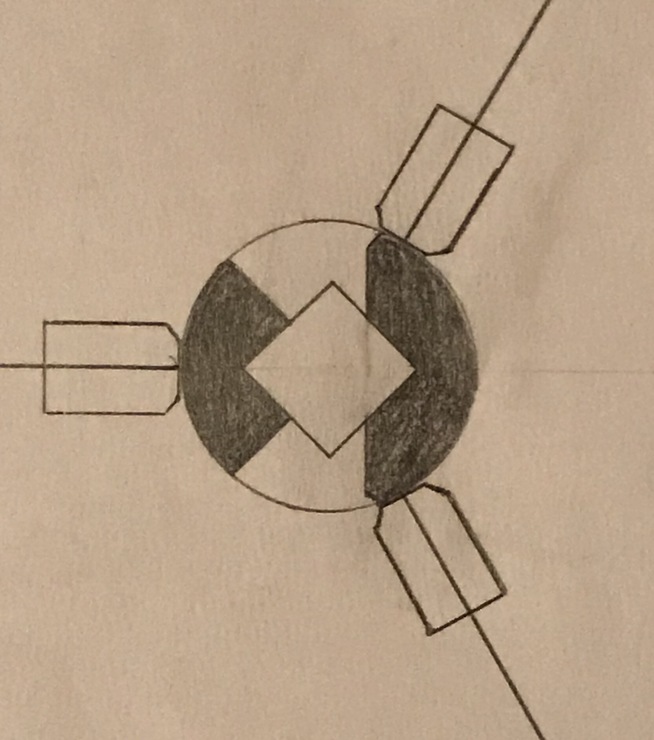
A tieden túl nagy a teherkar, az erőkarhoz képest, a forgácsoló erők szempontjából a csapágyak rossz helyen támasztanak, hobbi' álóbábnál,szerintem a legstabilabb a sugárirányú csavaros megoldás,ezek a karok hajladoznak mert bilianyagból vannak. Van nekem is ilyen egy-két alkalomra készült nagyobbméretű állóbábom, 3db bronzbetétes csavarral kell ráálni a külsőre. Még csak egyszer használtam
Most,hogy a KoLa felvetette utánanéztem egy kicsit és nem egyedüli ez a karos elrendezés. A forgács és a nyithatóság valóban problémát okozhat,de akarok támasztó pontjai szerintem nem.
Amikor a kés az anyagba hatol, az anyagot felfelé kényszeríti,és pont annak a megtámasztása felülről gyenge.
crosspisti | 244
2018-12-26 10:58:47
[43396]
Biztosan használható,de az optimális,merev támasztáshoz ez a tervezet nem a legszerencsésebb választás,és még a nyithatóság is probléma. Nem ez a jó út.
Szerintem így kompaktabb a szerkezet, kisebb csavarok kellenek,mint a hagyományos elrendezésnél. A merevséggel nincs gond a két felet miután beállítottam a csavarokkal összehúzom, így kellő szilárdságú a karok tartása, és akár mángorolni is lehet vele.
Egyetlen hátránya,hogy nem nyitható,de lehet majd készítek egy olyat is.
No holnap lefényképezem az én ( ugyancsak gyártott ) állóbábomat Az EE 630 hoz csináltam egy 273 as cső fúrására ( egy spéci dobmalom készült a vastagfalú csőből , ahol szabvány szerint kötött volt a belső átmérő . DE nem cicóztam ( Nagyobb is belefér )
Szeretnék egy állóbábot az esztergára,de azt néztem,hogy mindnek kis méretű az áteresztése.
Van valami oka annak,hogy nem készítenek akkora méretben mint a tokmány?
kart emg | 322
2018-12-11 13:30:05
[43378]
Szia!
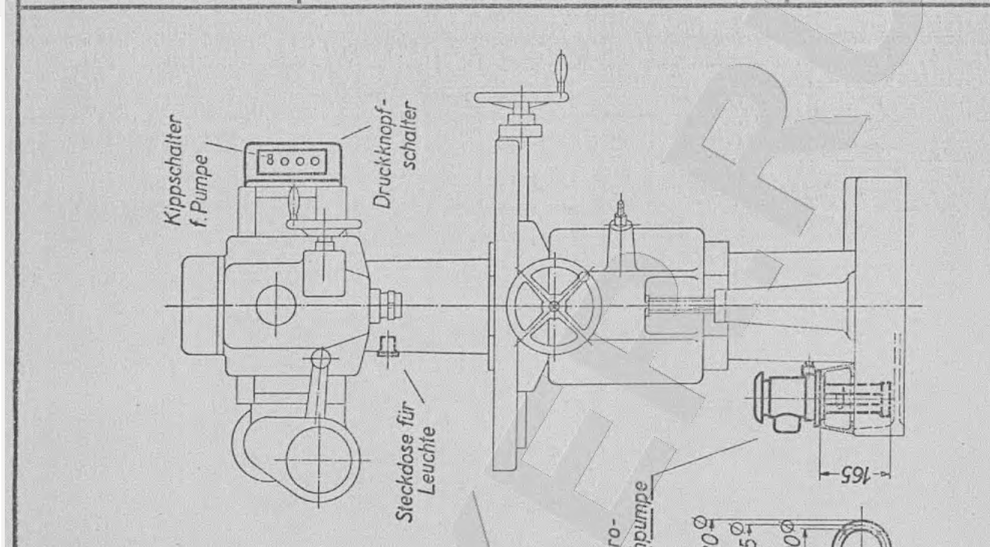
Hasonlít a képen lévő gépre a tied ? Ha igen, el tudom küldeni a teljes német nyelvű manualt. ha nem, akkor itt érdemes körülnézni : www.chipmaker.ru, 664db narógép képkönyv van feltöltve, nem csak orosz.
Úgy tudom rövid kúpos menet vágás a cél, szögbe állított orsó nélküli kézi szánnal. Ha nincs kúpvonalzó és vezérorsó a gépen, és mégis csak esztergálni akarsz, akkor csak az ilyen ki ki ízlése szerint kreatív vagy fuser megoldások segítenek.


 úgy bizony! Egy ügyfelem 250 x 750-es ( kb 135 kg ) esztergán hasonlóan köszörült forrasztott lapkás késsel próbálta, hogy mit lehet elérni fogásmálységben acélban, a 4 mm is ment! ...
úgy bizony! Egy ügyfelem 250 x 750-es ( kb 135 kg ) esztergán hasonlóan köszörült forrasztott lapkás késsel próbálta, hogy mit lehet elérni fogásmálységben acélban, a 4 mm is ment! ...