Na, akkor végre értem. Amikor kitűzöd a tálcára, akkor készít egy másolatot a parancsikonról, így lehet, hogy még az átírás előtt szögelted a tálcára. Mindegy, az a lényeg, hogy jó lett!
Ha az asztalon lévő parancsikonokkal indítom őket, akkor mindegyik a saját magának megfelelő .pro fájlba menti az éppen átírt paramétereket. De én nem igen használom az asztali parancsikonokat, ezért csinálok mindenhez gyors-indításút a tálcán is. Na most végigpróbálgattam az összeset és amikor ráálltam a mutatóval a tálcán lévő ikonra, a saját profilomat mutatta. Aztán meg mégsem abba mentette, így hát töröltem és csináltam egy újat az asztalon lévővel.
Persze, meg lehet szokni, de minek? Ennek nem így kéne működnie, tehát inkább keressük meg az okát, szerintem.
Amikor elindítod, akkor nem jelez hibát? Rákattintasz a saját profilodra és betölti a Default-ot? A Default-ot írja ki alul profilnévnek?
Pont ma láttam olyat, hogy hiba került a profilba, és betöltéskor kaptam is üzenetet, hogy hibás a profil és inkább a Default-ot tölti be. De ott legalább volt hibaüzenet, így gyorsan ki is javítottam.
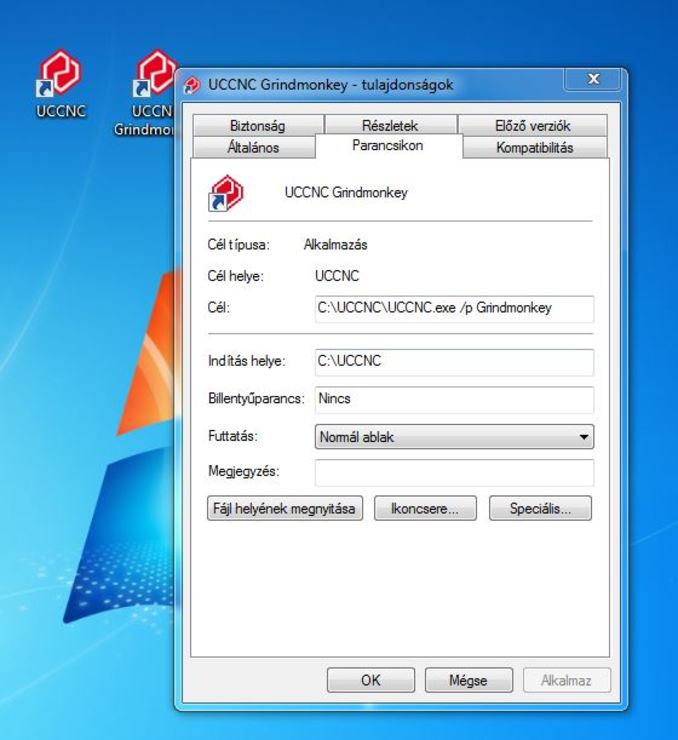
Tehát: hiába indítom a saját profilként elhelyezett UCCNC ikonnal a progit,a változtatásokat a default.pro-ba menti. Csak akkor tudom a sajátba menteni a változtatásokat, ha Configurations/Profiles-nál található saját profilt betöltöm a Load profile gombbal. Persze nincs ezzel baj, csak azt hittem ez működik a saját profilt jelentő, parancsikonnal történő indítással is.
Úgy látom, hogy az UCCNC-ben kell indítanom a saját profilt és onnan már így működik. Ha az indítópultról töltöm be a sajátot, akkor a változtatásokat nem a saját profilba menti, hanem a default-ba. Ez így jó?
Most következhet a saját profil beállítása. Ha jól emlékszem, akkor ehhez készíteni kell egy, a profil nevével ellátott UCCNC indító ikont. És amikor ezzel indítom a progit, akkor az összes beállítást ebben az új profil fájlban fog elmenteni? Frissítéskor pedig csak az alapértelmezett "default.pro" mappába telepít?
Nem a pipát kell kivenni, hanem csak megnyomod a stop gombot. Zöld pilács elalszik és kész. Nem is kell mentést sem nyomni. Ha így csinálod, akkor marad az automatikus indítás, csak amíg nem lépsz ki, addig nem fut.
Ahha, akkor ez normális a rendszerben. Próbáltam én is leállítani a modbus plugint azzal, hogy kivettem a pipát előle, de nem történt semmi, ezért aztán másra gondoltam. De ezek szerint magában a macróban kell megmondani neki, hogy mit csináljon Demo módban? Néha azért jól jönne ha demóban is tudnám tesztelni a Fusion-ban készült marópályát.
Most akkor megragadom az alkalmat és gratulálok magamnak...
A hibaüzenetet a frekiváltóhoz írt makró dobja. Mivel nincs összekötve (vagy nincs bekapcsolva), ezért nem kap ready jelzést a frekiváltótól, minek következtében azonnal leállít mindent. Megoldás: demó módban le kell állítani a macroloop-ban a frekiváltó makróját. (Ha nem változtattál rajta, akkor nálam is ugyanaz van, beleírhatom, hogy demó módban ne csináljon semmit. Már persze, ha ez jó neked.)
Feladom. Egy órája keresem a képeket, amiket küldtél... Arra nem emlékszem, hogy a tekerőn van-e kijelző. Ha van, akkor határeset, meg kéne mérni, hogy mennyit eszik. Ha nincs, akkor gyakorlatilag alig fogyaszt valamit. (Azért, lehet, hogy jobb lenne mindenképpen megmérni.)
Tudod van az a kis kézi vezérlőm, kézi kerekem, azon gondolkoztam, hogy azt táplálnám róla. Most USB-ről van megtáplálva. Azt ne kérdezd most, hogy mennyit "fogyaszt", de hétvégén majd megmérem...
A bekarikázottak közül azt, amelyiket használni szeretnéd. FRO: előtolás, SRO: fordulatszám, JRO: jog sebesség. Megadod, hogy melyik csatornát választod, ha le van tekerve, akkor hány % legyen és ha fel van tekerve, akkor hány % legyen.
Egy kis segítséget kérnék... A főorsó fordulatszám és az előtolás állítására potmétereket szeretnék alkalmazni az UC300 analóg bemenetein. A potikat be tudom kötni, viszont az UCCNC-ben nem értem, hogy mit is kell beállítanom... Elolvastam többször a leírásokat, de egy kicsit ez a rész "kínai" nekem...
Előre is köszönöm a segítséget!
Miki2 | 2341
2018-01-07 16:42:02
[4865]
Már megint esztergát kell csinálnom. Még mindíg nincs haladás?
Szia! Igen, megkaptam, csak időm nem volt átnézni, bocs! Egészen más irányban kezdtem el keresgélni, de ezt most jól megjegyeztem. Nem tudom, mennyi idő alatt jöttem volna rá... (Láttam a videókat a marásról. Majd teszel fel valamit a kész cuccról is?)
Átküldtem a profilt nem tudom lehet.hogy nem kaptad meg.
Újra átolvastam a használati utasítást és rájöttem a miért nem működött. Ki volt töltve nálam ez a rész,és elkerülte a figyelmemet ha ki van töltve akkor a képernyő +/- funkció nem működik.
Megy az, csak a (code) és (/code) közé kell a kódot beírni. A profil file-t az UCCNC\Profiles mappában találod és .pro a vége. Ha nem csináltál másikat, akkor a Default.pro a tiéd, de akkor frissítéskor lehet, hogy felülírtad? Mindjárt megnézem, amit küldtél kódokat.
Eddig egy régi első szériás volt fent,de nemrég a legutolsó 1.2047 raktam fel. Már az első szériánál sem működött ezért gondoltam valamit nem állítottam be .
Mivel általában csak kontúrmarásra használom általában én írom a kódot itt egy részlet:
Szia! Melyik verziót használod? Esetleg egy minta kódot és a profil file-t el tudod küldeni, hogy megnézzem? Az exact stop módnak az a dolga, hogy mondat után álljon meg. (Lásd kézikönyv, 3.6 fejezet.)
Valaki meg tudná mondani,hogy miért nem tudom az előtolást a program futtatása közben +/- állítani? A demo módban működik,de a marónál valamiért nem.
Be kell valamit állítani ,hogy változtatni tudjam az előtolást?
A másik kérdésem,ha az Exact stop mode be van kapcsolva a körív interpolációnál a mondat végén teljesen megáll, ez így a normális?
Először nem értettem,valami mechanikai hibára vagy kottyanásra gyanakodtam mert látható a megállás a munkadarabon is,de átállítottam Constant velocity mode-ra és megszűnt a probléma,folyamatos a mozgás.
Törölt felhasználó
2017-12-27 19:29:38
[4851]
Én is home nélkül használom de nekem így jó. Home nekem az X, Y és Z pont ahol kezdem a munkát. Mivel minden munkát kezdéstől végéig intézem, nem kell másnap újra kezdeni. Ha úgy használnám a CNC-t akkor home is kellene, de így nem kell, semmi értelme szerintem.
Nem szép és főleg nem praktikus home nélkül használni a gépet, ennek ellenére meglepően sokan nem home-olnak. Volt már olyan, akit meg tudtam győzni, de közel sem mindenkit, akivel beszéltem róla.
















 Mindjárt megnézem, amit küldtél kódokat.
Mindjárt megnézem, amit küldtél kódokat.