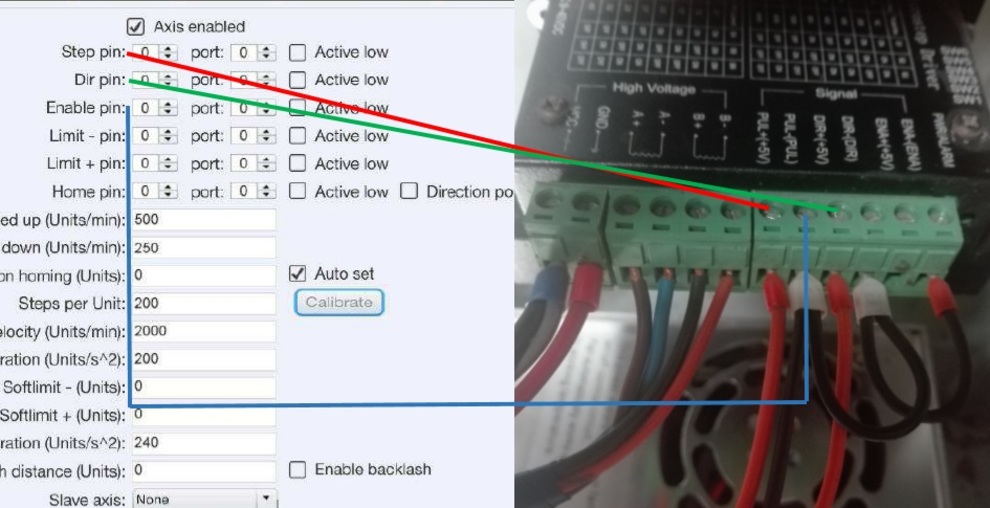
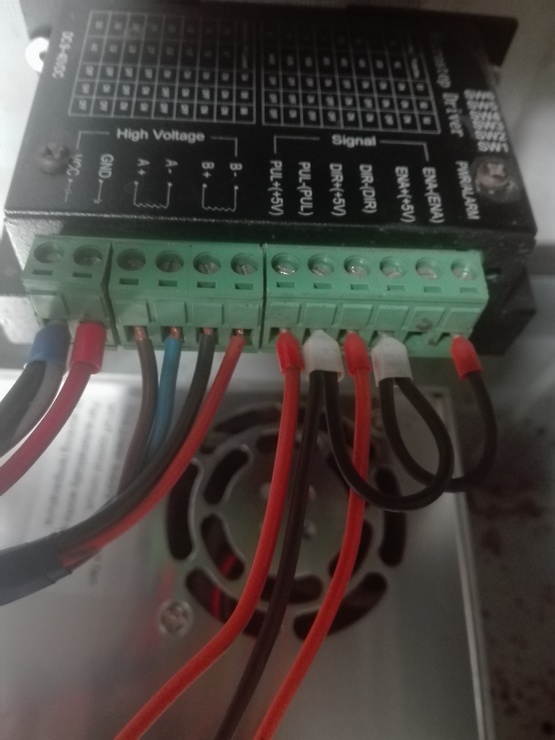
Sziasztok! A segítségeteket szeretném kérni, bekötéssel kapcsolatban A CNC gépemhez vásároltam egy uc300ETHt amit a léptetőmotor vezérlőhöz szeretnék csatlakoztatni (elötte cncusbm volt) Mellékelek egy képet amin megjelöltem a feltételezett bekötést. a kék "vezetékben" nem vagyok biztos. Segítségeteket előre is köszönöm!
Bozso777 | 531
2018-01-24 07:22:30
[4992]
Veri postprociba az még sikerült, hogy az M10-M11 beleírjam, de a tudásom kB ennyivel ki is merült :D
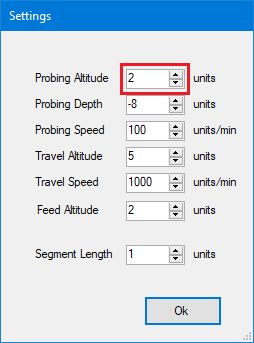
Találtam egy beállítást, ami okozhatja a problémádat. A Probing Altitude beállítás nálad 0, ami nem jó, mert a felületről indítaná a mérést. Ha pontos a mérőkéd, akkor ilyenkor már bejelez. Kicsit meg kéne emelni, én pl. 2mm-ről indítanám.
"D Ha pl nem marógép lenne hanem könnyi kis lézergép, durva gyorsításokkal, máris jobb eredményt hozna."
Erről beszélek régóta...:) Ott kezdődnek a lézeres csalódások, mikor a súlyos(lézerhez kimondottan túlsúlyos) hidakra, úgymond a marómotor mellé, alternatívaként fölkerülnek a kis 2-3-5W-os lézerfejek.
Igazad van.Ha kicsit tovább menne, mint pl a képégetésnél, máris megoldódna ez is...persze ezt hogyan lehetne megoldani azt nem tudom :D Ha pl nem marógép lenne hanem könnyi kis lézergép, durva gyorsításokkal, máris jobb eredményt hozna.
Korrekt! De, azért látszik a csíkok végén, hogy ott le kellett lassítania a tengely(ek)nek: egy picit határozottabb lett a végük. Talán azzal lehetne elkerülni, hogy a lézer kikapcsol és a tengely megy még egy picit, hogy már kikapcsolt lézerrel lassítson le. (Persze, ez már megint szőrszálhasogatás, csak most az én részemről... )
Nem feltétlenül kll álljon az egyik tengely, erre elég jó példa volt mikor egy 360°skálát égettem vele gkódból.Mivel a 360 vonalból csak 4 vonalnál van 1 tenglymozgás elég jól mutatja megy ez több tengellyel, gyors irányváltásokkal is...természetesen M10-M11 kapcsolgatja. Videó nem túl jó kamerával készült, de a lényeg látszik...alul az elkészült skáláról kép.
Sajnálom, hogy engem nem tud lázba hozni, hogy a 0 az a valóságban hány ms. Nem hiszem, hogy egyedül vagyok ezzel. Gondolom nem is azonos idő minden gép esetében(uc.../pc). Én is szőrszálhasogatásnak érzem.
dezsoe | 2934
2018-01-22 22:28:12
[4983]
Értem! Erre a Balázsok tudnának autentikus választ adni, de véleményem szerint az X megállásakor illene végrehajtódnia, mivel a cél az, hogy a két másik sor végrehajtása között kapcsoljon. Egyébként, az X5 még az egyszerűbb, mert pl. egy Y10 esetében már bejönnek a buliba a CV és exact stop beállítások és ezek paraméterei. Szerencsére, ez ritkán fordul elő, mivel alapvetően arra lett kitalálva, hogy egyik tengely áll, a másik pedig megy egyenletesen és közben a lézer megfelelő helyen és időben kapcsoljon ki vagy be. Ritkán szokás cikkcakkban lézerezni, gondolom én.
Én azért egyszer bemérném, hogy az "azonnal" az mit takar a valóságban, mert nyilván nem nulla.
Van egy olyan teszt kód listám, ami csak százezer M3,M5-ből áll. Kérdés: mennyi idő alatt futna ez le UCCNC esetén? Ebből már szépen meg lehet állapítani a rendszer teljes G kód feldolgozó rendszerét.
Sajnos a matematikában a nulla veszélyes szám, ha komolyan vesszük. Így azt gondolom, a műszaki életben is ha egy adat megadható, beírható, akkor annak a valóságban is annak kell lenni, mert egyébként csak szép csili-vili, de nem igaz, azaz virtuális valóság szerepel itt tényként. Szerintem módosítsátok, és ne lehessen nullát megadni, csak annyit amit tud is a vezérlőprogram rendszer.
Az X5 esetre mi a magyarázat, ilyenkor nem igaz a gyors működés az M10, M11-re?
Az M3/4 delay paraméterrel 1ms felbontással késleltetés adható meg, azaz amikor a program oda ér, hogy akkor most be/ki kéne kapcsolni az M3/4-et, akkor elkezdi mérni a megadott időt. 0-nál értelemszerűen nem várakozik, hanem azonnal kiadja a jelet.
Ez már egy kicsit szőrszálhasogatás... De ezek a delay értékek nem is erről szólnak, hanem arról, hogy az M3/M4 stb. kiadása után mennyit várjon a program, mielőtt tovább menne. Ez ugyanis arra való, hogy legyen a motornak ideje felpörögni vagy leállni.
Ezt értem, és tudjuk is, bár itt is van azért némi gond, mert lehetséges olyan kód, amikor irányt kell váltani, pl. ha N130-ban ez lenne: G1 X5
De igazából nem is ez az én gondom, hanem ha a delay 0 is lehet, akkor ez azt jelenti, hogy 0 idő alatt az M3/M5 is reagál, ami nyilván nem lehet igaz, ha a kódlistát élesben futtatjuk. Gondolom van ennek a kódnak végrehajtási ideje, és az biztos nagyobb mint nulla. Akkor lenne korrekt az ablak, ha nullát nem enged ideírni, hanem csak annyi időt, amit tényleg tud a rendszer, pl. 10 mikrosec.
Ahogy Balázs a lézer topikban leírta, az M3/M4/M5 végrehajtásához ki kell ürülnie a mozgáspuffernek, tehát a tengelyeknek meg kell állniuk, míg az M10/M11 az adott mozgásokhoz szinkronizálva fog végrehajtódni. Legyen három sor egymás után:
N10 G1 X10N20 M3 N30 G1 X20
Az N20-ban az M3 akkor fog végrehajtódni, ha az N10 mozgás elkészült, a tengely megállt. N30-ban újra fel kell a tengelynek gyorsulni.
N110 G1 X10N120 M10 N130 G1 X20
Ebben az esetben az N120 sorban a kapcsolás a tengely lassítása nélkül, X=10 pozícióban fog megtörténni, míg a tengely mozog tovább az N130 szerint.
Köszönöm a választ. Az viszont meglepett, hogy lehet nulla is, hiszen akkor mitől lassú kapcsolásúak ezek a kódok? Nincs itt valami ablakocska adat és valóság közti ellentmondás?
A lézer topikban nem kaptam választ arra, hogy az UCCNC esetén az M3, M5 "delay" ablakainak mi a beállítható minimuma? Nulla is lehet? (Lézer topik 14169 setup kép.)
Segítségre lenne szükségem. Több mint egy éve használom az UCCNC-t UC300ETH-el. Nem frissítettem mert nem volt problémám az 1.2029 verzióval. Most úgy gondoltam itt az ideje áttérni frissebb verzióra, lehet hibás döntés volt. Mindent elindult kivéve a cahit féle autolevelert. Letöltöttem a legutolsó verziót, de az első pontnál megáll "probe pin is active" hibával. A G31 működik, de az autoleveler nem. Tudtok valami megoldást? Eddig hibátlanul működött a régi verzióval.
dezsoe | 2934
2018-01-22 17:46:58
[4960]
No, igen. Pont ezért nullázom a G54-et, hogy ilyenbe ne fussak bele. (Már korábban belefutottam. ) A G55-re és G56 pedig be van állítva a két fix felfogatásom helye. Ha módosítanom kell rajta, akkor odaállok, átváltok G59-re, ott nullázok, majd módosítok. Viszont így a G55 és G56 mindig helyes. Elsőre lehet, hogy körülményes, de ha megszokod, akkor már fel sem tűnik.
Szia! Köszönöm szépen a választ! Az a helyzet, hogy nem törölni szeretném, hanem megtartani. Van egy fix munka koordináta rendszerem az asztalon, ahova szeretném ha minden indulás után visszatalálna egy 'home all' és egy 'goto zero' utasítás után mondjuk a G54-ben. Úgy jártam, hogy egy próba marás során másik helyen nulláztam az X tengelyt. Ezt megjegyezte a 'work offsetben' és el is mentette kilépéskor. Aztán a következő indulásnál óvatlanul nyomtam egy 'goto zero'-t a G54-en és majdnem összetörte a gépet, mert az előzőekben nullázott X-re indult el...
Persze. A licensz file nevéből csak az elejét vizsgálja: UCCNClicense<akármi>.txt. Nevezd át úgy, hogy az eleje után beírod a kártya azonosítóját, akkor legalább te is tudod, hogy melyik vezérlőé a licensz, pl.: UCCNClicense_xxxxxx_UC100.txt stb.
Szia! Igen, minden kilépéskor menti az offszet beállításokat. Azt tudod csinálni, hogy az M99998.txt-be ("konstruktor" makró, induláskor végrehajtja) beírod, hogy törölje az offszeteket. Én csak a G54-et (ezzel indul a program) szoktam törölni:
exec.Callbutton(176);
Ha a többit is törölnéd, akkor egyenként a 177-181-ig levő gombokat is hívd meg ugyanígy.
Olyan problémába ütköztem, amire most nem tudom a megoldást.
Egy programról akartam használni 2 féle mozgásvezérlőt. (UC100 és UC300) Az a probléma, hogy az egyik licenc felül írja a másikat. Van erre valami használható megoldás? Ha igen, mi az?
dezsoe | 2934
2018-01-22 15:31:25
[4954]
Szia! Videokártya driver-re tippelnék, mert nem rémlik, hogy bármikor bárkinek is lett volna ilyen problémája. Esetleg lehet maga a kártya is, de inkább driver.
Az UCCNC Offset fülön van egy Save Offset gomb ami elmenti az aktuális eltolásokat, de azt vettem észre, hogy kilépéskor is mentődnek az aktuális eltolási értékek. Ez miért van? Nem lehet úgy beállítani a programot, hogy csak a Save Offset megnyomásakor mentsen?
Üdv: Balázs
nyiszi | 2399
2018-01-21 22:26:13
[4952]
Sziasztok! Ma háromszor olyant csinált az UCCNC, hogy amikor minimalizáltam utána kinyitáskor csak üres képernyőt töltött be. Csak a program leállítása és újraindítása oldotta meg. Mi lehet az oka? Eddig egy nagyon régi verziót használtam azzal sose volt ilyen. Ha a gép lenne kevés akkor gondolom semeddig se lenne jó. De ha nem minimalizálom akkor órákon át semmi baja. Néztem olyankor de a ram sem fogyott el. És semmi mást nem csinálok a gépen, nem is fut más program.
svejk | 33157
2018-01-21 10:21:36
[4951]
Úgy van!
Vagy legalábbis várhatnánk sorunkra míg a fejlesztő sort kerít a kérdéseinkre.
 De, azért látszik a csíkok végén, hogy ott le kellett lassítania a tengely(ek)nek: egy picit határozottabb lett a végük. Talán azzal lehetne elkerülni, hogy a lézer kikapcsol és a tengely megy még egy picit, hogy már kikapcsolt lézerrel lassítson le. (Persze, ez már megint szőrszálhasogatás, csak most az én részemről...
De, azért látszik a csíkok végén, hogy ott le kellett lassítania a tengely(ek)nek: egy picit határozottabb lett a végük. Talán azzal lehetne elkerülni, hogy a lézer kikapcsol és a tengely megy még egy picit, hogy már kikapcsolt lézerrel lassítson le. (Persze, ez már megint szőrszálhasogatás, csak most az én részemről...  )
)
 Szerencsére, ez ritkán fordul elő, mivel alapvetően arra lett kitalálva, hogy egyik tengely áll, a másik pedig megy egyenletesen és közben a lézer megfelelő helyen és időben kapcsoljon ki vagy be. Ritkán szokás cikkcakkban lézerezni, gondolom én.
Szerencsére, ez ritkán fordul elő, mivel alapvetően arra lett kitalálva, hogy egyik tengely áll, a másik pedig megy egyenletesen és közben a lézer megfelelő helyen és időben kapcsoljon ki vagy be. Ritkán szokás cikkcakkban lézerezni, gondolom én. 


