De ugye az második gyors kimenet nem lesz semmihez kötve?
Most próbálgatom de amit szeretnék nem tudom megvalósítani az m10/m11-el mert az m3/m5 felülbírálja.
Viszont leellenőriztem, ha a spindle delay értékek 0-án vannak az M5 után ugrik a következő sorra rögtön, nem várja meg míg a step/dir-es orsóvezérlés nullára csökkenti a fordulatot.
Így most kénytelen leszek valahogy a step/dir spindle gyorsulási értékeivel játszani és azzal megoldani ezt a fránya kritikus időmet.
Persze külső hardveres időzítő is lehetne, de akkor épp elvesztem a paraméterből való állítás lehetőségét.
Igen, a Mach3-ban némileg lassabban hajtódnak végre a text macrokat, ezt annó én is kimértem, összehasonlítottam, hasonló eredményekre jutottam. Az újabb UCCNC verziókban már eléggé optimalizáltuk ezt a dolgot, mert azt is nézi a program, hogy változott-e a fájl tartalma és ha nem változott akkor nem fordítja újra, a Mach3 meg szerintem igen, ebből eredhet az időbeli különbség.
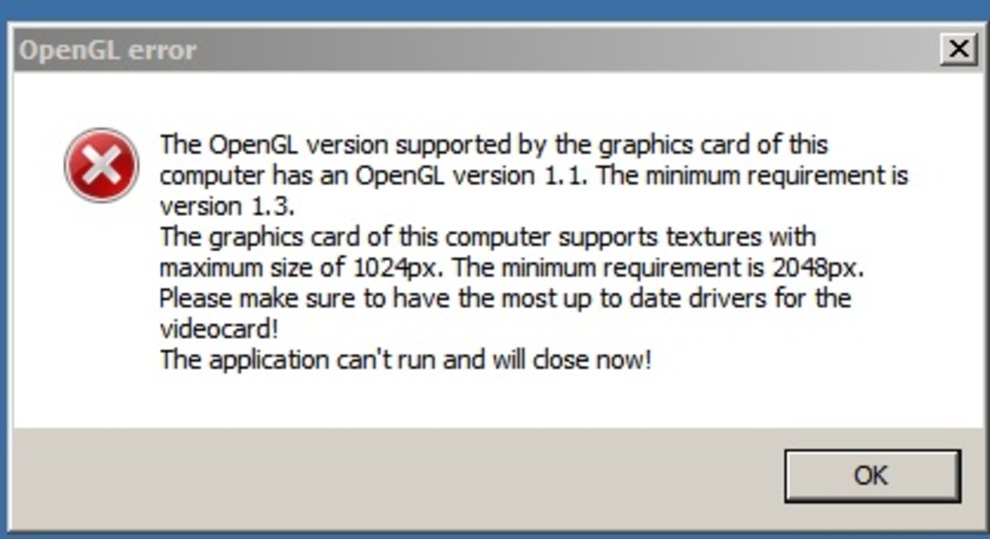
Általában ha a video memory image méret is benne van az üzenetben, akkor csak annyi, hogy nem telepítetted fel a video kártya drivert, ezért a driver hiányában a Windows nem tudja normálisan megkérdezni se a videokártyát, hogy egyáltalán mire képes a kártya. Azért mondom, hogy ez nagyon valószínű, mert gyakorlatilag bármelyik PC tud 2048px memoria image-eket kezelni. Csak a nagyon "low-end" fajták tudnak ennél kevesebbet, mondhatni, hogy az a kategória már a terminál-számítógép, amiket mondjuk bank automatákban (ATM) használnak, amiknek aztán tényleg nem szükséges szinte semmi grafika, viszont minél olcsóbbak kellenek hogy legyenek.
Szóval azt javaslom, hogy telepítsd fel a videókártya drivert amit a gyártó adott CD-n vagy keresd ki a típusát és töltsd le a gyártó oldaláról és telepítsd fel a gépre.
Ezen a gépen ennyi. Röviden: a géped videó rendszere nem felelt meg a minimum követelményeknek. Lehet, hogy csak egy jó videó driver hiányzik, de az is lehet, hogy tényleg gyenge a program futtatásához. Nem mai darab, úgyhogy nem nagyon biztatlak.
Az M3 engem is zavart a lézerhez, hisz régeben úgy rémlik nem kellett. Ráadásul nekem a frekiváltó indítása van M3-on. Ilyenkor a tápot onnan lekell nyomnom, ha lézerezek. De már megszoktam, de nem zavarna, ha nem kéne M10 elé M3. Vagy érteném az értelmét
Tovább próbálgattam, most már megnéztem őket Mach3-mal is. Az alábbi kód:
M98 P1 L100 M30
O1 M3 M5
M99
17 s az UCCNC-vel, 55 s Mach3-al.
Ha írok be S értéket -mindegy mekkorát- akkor kb. 10 másodperccel megnövekszik a feldolgozás mindkét programban.
Ha az előbbi kódba beszúrom még az M8/M9 beépített párost:
M98 P1 L100 M30
O1 M3 M8 M5 M9
M99
Akkor az UCCNC-ben 30 s , míg a mach3-ban 88 s lesz a lefutási idő.
Ha az M10/M11 párost szúrom be akkor mint várható is volt érezhetően nem növekedett meg a G-kód végrehajtási ideje. UCCNC-nél maradt a 17 s , Mach3-nál 55 s.
Tudom ez sokakat biztos nem érdekel, de gondoltam leírom mert hátha valaki belefut hasonló faladatba mint az enyém, ahol fontosak az időzítések. Most egyelőre úgy látom én a már meglevő M10/M11-el megoldom a kérdést, ha pedig lesz egy második gyors kimenet is az meg maga lesz a Kánaán.
Bár azt nem bánnám, hogy ha a mostani M10-hez nem kellene a kötelező M3 kód, ez inkább bosszúságoz okozott eddig mint előnyt.
Eléggé szomorú, ha valakinek az okozza az örömöt, szórakozást, ha másoknak bosszúságot okozhat, illetve annak a keresése, hogy hol köthet bele valamibe vagy valakibe. Igazán szomorú...
Csodálkozol ? Február közepe van esik a hó. Sokan beszorulnak ilyenkor a meleg szobába a PC elé ( szabadúszók , munkanélküliek , nyugdíjasok( ?) ) El kell valamivel ütni az időt .....
Sajnálom, hogy ennyi hazugságot (pl. "tudjuk, hogy alkotó hozzászólása még nem nagyon volt a fórum történetében"), ferdítést írtál velem kapcsolatban most is. A helyedben inkább azzal foglalkoznék, hogy egy valós, jogos kritika kapcsán gyorsan kijavítanám a programban azt a setup ablakot, ahol az M3, M5 kód 0 késleltetési idővel is végrehajtó, hiszen még te is elismered Svejk mérése alapján a 70 ms-ot.
Értem én azt is, hogy a virtualitás nem zavar, és mindent megmagyarázol, a műszaki életben viszont vannak valós tények, amikre ha valaki felhívja figyelmet, az attól nem egy kötekedő ember, ha az objektivitás is szempont.
Hát igen, a mi Robsy Tiborunk már csak ilyen. Mindig azt az információt, adatot ragadja ki ami neki éppen szükséges egy adott dolog fikázásához. Azt az adatot kisarkítja és olyan kontextusba helyezi, hogy az az adott témában minél rosszabb színben tüntesse fel az adott dolgot vagy gépet vagy az alkotóját. Ha pedig más rávilágít a dolog másik oldalára ami esetleg pozitív, akkor azt vagy kényszeresen tagadja, vagy pedig úgy tesz mintha az észrevétel vagy kérdés meg sem történt volna, gyorsan elsiklik felette, nem foglalkozik vele, nem gondolja végig, a kérdésre nem válaszol. Már megszoktuk, hogy ő ilyen, illetve tudjuk, hogy alkotó hozzászólása még nem nagyon volt a fórum történetében, ezért nem is várunk tőle mást. Ezért is javasoltam neki már párszor, hogy inkább másfelé írogasson, ha már építő jellegű hozzászólást nem képes írni. A saját topikját régebben már töröltette, mert a stílusából adódóan nem volt képes megbirkózni az ügyfeleivel, illetve az igazsággal. Mostanában meg az a hobbija, hogy más dolgaiban keresi, kutatja a vélt vagy valós hibákat, hogy jól odadörgölhessen.
Te egy precíz ember vagy, aki a mérések híve, és mindig fel is háborodsz, ha valaki csak úgy saccol vagy ránézésre mond valamit. Akkor most a Svejk sacimetrikus eredményeit miért is fogadod el pontos mérésnek? Mert beleillik az általad alkotott képbe?
A hosszas beszélgetésből úgy látszik, hogy csak azokat az adatokat használod fel, ami alapján lehet fikázni a csicsavilágot. Egyértelműen le van írva, hogy ez a szöveges makrókra vonatkozik, amiket be kell olvasni, alkalom adtán le kell fordítani, végre kell hajtani. Ez idő. Ráadásul a mozgásokhoz és a többi a kódhoz kapcsolódó vezérléshez képest a nem fontos kategóriában vannak, akkor kerülnek sorra, ha a fontosabbak már lefutottak. (Ez is le van írva ugyanitt, érthetően.) Pontosan ezért vannak olyan "nem szöveges" makrók, amik a rendszer részét képezik, és akkor hajtódnak végre, amikor kell, annyi idő alatt, amennyi alatt kell. Az, hogy a felhasználó a nem vezérelt lábakat is kihasználhatja olyan fontosságú feladatokra, mint pl. a géplámpa bekapcsolása, az egy plusz lehetőség a csicsavilágban. Bármennyire is zavar ez téged, mi így szeretjük és használjuk.
Igen, a 70msec az egy reális eredménynek mondható, mivel a proginak meg kell várnia a mozgásvezérlőt, hogy végezzen az előző utasításokkal, majd ellenőriznie kell a macro fájlt (hogy esetleg átírtad-e és hogy újra kell-e fordítani) majd le kell kérdeznie a friss adatokat, hiszen lehet a macro azokkal is szeretne dolgozni, például az aktuális koordinátákkal. Egy főorsó kapcsolásnál ez nem számít soknak, de ezért mondtam, hogy a szinkron kimenet kapcsolgatásra például lézer gravírozáshoz nyilván a 70msec nagyon sok, ezért van ehhez spéci beépített macro az M10/11. Azt az UCCNC nem próbálja lefordítani, mert beépített kód, nem text file-ból fordul, illetve nem kell szinkronizálnia a proginak a mozgásvezérlővel, mert a spéci utasítás a mozgások közé fűzve kerül be a mozgáspufferbe és közvetlenül a mozgásvezérlőn kerül végrehajtásra.
Egy mérési eredményről mondtam véleményt. Sajnálom, hogy csak azért mert ez nem valami szép eredmény, akkor az a válaszod neked is, hogy ez fikázás. Műszaki Fórumon vagyunk, én a helyedben az objektív TÉNY-eken gondolkoznék el!
Engem is kezd már zavarni, hogy az itteni megnyilvánulásaid jellege a "fikázásra" épülnek. Nem értem miért lógsz itt, ha ez egy ekkora "szar" rendszer? Látjuk már, hogy venni nem akarsz. Tehát nyilván kérdésed se lesz vele kapcsolatban. Nekem és sok másnak is megfelel az uc+uccnc páros. Én is tiltalak, mert meguntalal :P
"Tehát egy ilyen portkapcsolós M kód végrehajtási ideje a G-kódban cirka 70 ms."
Ha ez tényleg így van, ez elkeserítő és tragikus annak függvényében, hogy ott dolgozik egy X giga Hz-es órajelű processzor, és közben ilyen nevetségesen lassan hajt végre egy 1 bites nyamvadt be-kikapcsolást. Az is igaz, cserébe átélheted a klikkelgetéses "tök jó játék" csicsavilág összes örömét.
Nem bírtam a véremmel csak beszúrtam az első 44 másodperces kódba egy G4 P100-at is. Megnyugodva tapasztaltam hogy 54 másodpercre növekedett a futásidő.
A nem text makró az a beépített, mint pl. az M10, M11. Makrónak számít, mert M kódja van, de ténylegesen nem egy szövegfile-ból szedi fel a tennivalókat, hanem benne van a programban.
No, válaszolok is magamnak. Az alábbi kód 44 másodperc alatt fut le ha 10 az S érték és akkor is ha 1000. Vagy a Spindle step/dir ablakában is állíthatom a gyorsulást akármennyire.
Tehát az M5 után "rögtön" végrehajtódik a következő sor.
Az M17 mikor hajtódik végre? Rögtön az M5 sor után, vagy vár addig míg a step/dir-es spindle fordulata az ott megadott gyorsulási érték mellett 0-ra csökken.
Ma kísérletezgettem az alábbival: (nem titok, hegesztőgép lesz vagy ócskavas) M3 Sxxx paranccsal indul a huzalelőtolás, M5-el ugye leáll. (DG4S Dc servo, step/dir-es meghajtásal) Írtam pár makrót M12-21 névvel egyéb dolgok mint gáz, áram, stb. kapcsolgatásokra. Ezekben a makrokban egyelőre még csak egyszerűen az Exec.Setoutpin/Clroutpin parancsok vannak.
Két kérdésem lenne ezzel kapcsolatban:
Ezek a portkapcsolgatások mintegy függetlenek az UCCNC programtól? Mert a bekapcsolt portokat az E-stop gomb sem állítja vissza alapba. (én naiv azt hittem hogy a program stop is vissza fogja állítani)
A másik meg az M5-el kapcsolatos. A G-kódban hogyan zajlik ez le? Kiadom az M5-öt és a Spindle (esetemben huzalelőtoló) gyorsulástól független rögtön ugrik a következő sorra és végrehajtja, vagy vár a gyorsulás által megszabott ideig a soron következő G-kód végrehajtásával?
Itt nekem nagyon pontos időzítések kellenek, hogy az un. Burnback megfelelő legyen, azaz ne fagyjon bele a huzal vége az olvadékba de ne is égjen vissza az áramátadóba.
Ha textmacro-val kapcsolgatod, akkor néhány 10msec késés lesz, illetve fennáll az a probléma amit már egyszer nemrég kifejtettem, hogy mivel a macro ilyenkor a PC-n fog lefutni, hiszen lehetnek benne olyan utasítások amik az UCCNC más részeit, pl. GUI érintik, illetve mivel text macro, ezért lehet le is kell fordítani ha változott a macro szövege, ezért ilyenkor a szoftver megvárja amíg a mozgásvezérlő végrehajt minden mozgást és utána fut le a macro majd folytatja a következő sorok végrehajtásával, újra elkezdi tölteni a mozgáspuffert.
Az M10/M11-nél ez a probléma nem áll fenn, egyrészt mert nem szöveges macro, másrészt, mert úgy van megcsinálva, hogy a mozgáspufferbe fűzi be a szoftver ezeket az utasításokat a mozgások közé, vagyis nem kell a programnak várnia a mozgásvezérlőre, hogy végezzen a mozgásokkal és emiatt nincsen késés.
Most nem találom a másik fórumon, de volt ilyen kérés, és ha jól emlékszem, akkor talán a következő teszt verzióban már benne is lesz. Az M10-zel ellentétben nem PWM, csak kétállású. Esetleg ha erre jár, akkor Balázs tud további részleteket írni.
De, természetesen tudja szinkronban mozgatni/forgatni mind a 6-tengelyt.
Az állandó felületi sebességet nem tudja pozicionált forgó tengelyen, ami azt jelenti, hogy meghatározod, hogy a forgótengelyed középvonala mondjuk Z=0-nál van és a Z tengely távolsága határozza meg a forgatón a munka-átmérőt akkor a megmunkálásnál a kör kerületének aktuális hosszához állítja az előtolást, úgy hogy a palástra vetített előtolás megfeleljen a programozottnak.
Mivel nem ismeri az UCCNC ezt a funkciót, ezért kis átmérőn ugyanaz a programozott F kisebb kerületi sebességet okoz, míg nagy átmérőn nagyobb kerületi sebességet. A pozíció szinkronban lesz, illetve a szögsebesség lesz a helyes, nem pedig a felületi sebesség.
Miért adná meg a választ? Mind a kettő távolság mértékegység. Forgó tengelynél a szögsebesség egy más típusú, értelmű mértékegység, mint az egyenes vonalú sebesség mértékegysége.
De mint már kiderült, megkaptad a választ, a forgó tengelyt felejtsed el, "az UCCNC nem ismeri a forgó tengelyeket".