Nézd a dolog jó oldalát. Az álló óra is naponta kétszer hajszál pontos
Milyen kvarc van benne? Mert ha AT metszésű (azok a szép nagy békebeli darabok 1-10 MHz között) akkor azt viszonylag könnyű temperálni. 50°C-on nagyon stabil mert az f-t görbéjének ott van az egyik szélső értéke.
Az idősaccolónál ez valamivel jobb, de két-három havonta picit korrigálni kell.A kvarcon kéne csiszolni, de ahhoz sem értek. Nem baj, ha nem pontos, csak járjon, mert nincsen siralmasabb mint egy álló toronyóra, még azt hiszik itt a világvége.
Előzmény: Rabb Ferenc, 2022-05-05 13:41:21 [48746]
Motoros | 5101
2022-05-05 18:25:36
[48750]
Ezt kösz, a páraelszívóhoz valami ilyesmit kerestem. A toronyórához is jó lenne, de ott vatikáni valutával fizetnek csak.
Kösz Mindenkinek! Most gyorsan rászerelem a motorra a Lomexeset vagy az automatát. Ez rajta is fog maradni, mert nem árt a védelem ennek a motornak, mert már ezt a tipust nehéz beszerezni, és nem akarom, hogy megsüljön. Aztán majd próbálom megkeresni a valódi hibát ami azért nem egyszerű mert nem stabilan jelentkezik, most pl jó aztán pár nap és nekiiramodik amikor kedve tartja. És azt ami jó per pillanat azt nem tudom megjavítani:(((((
RJancsinak: ezt valamikor 73 ban úgy oldtták meg, hogy percenként kvarcpontosan a központi dobozból jön egy kb 5 mp ideig tartó négyszögjel ami elindítja a motort, de a kikapcsolást nem erre bízza mert elmászna, hanem a mechanizmus ami a toronyban van az a csigakerék egyszeri elfordulása után...ami pont egy percnyire mozdítja a nagymutatót...egy mikrokapcsolót egy bütykös tárcsa kikapcsol és megállítja a motor tovább forgatását. Lehetne ez egy vezérelt rendszer is és az impulzushossz pontos beállításával az óra is járhatna pontosan, de ez akkor valamiért nem így lett megoldva. Ma már sok jobb megoldás van, de az sokba lenne, amíg ez megy addig megmarad. Az eredeti gyártó nem vállal javítást csak modernizálást pár millióért.
Ha nem gond, hogy 5 másodperc helyett addig pörög a motor, amíg a hővédelem le nem állítja, utána meg akkor indul el (aligha egy perc múlva) amikor a hőbiztosíték visszatér alapállapotba (ha egyáltalán olyan típus), akkor szerintem belefér. Nyilván nem egy infúziós adagolópumpáról van szó, ha pl. valami szuszpenzió ülepedését kell időnkénti keveréssel megakadályozni akár még jó is lehet. Döntse el Motoros, hogy jó lesz-e neki.
Előzmény: Rabb Ferenc, 2022-05-05 13:41:21 [48746]
Rabb Ferenc | 4387
2022-05-05 13:41:21
[48746]
Az egy perces impulzusoknak - gondolom qrvára. Merthogy mégiscsak egy óra és nem egy idősaccoló ami télen siet, nyáron pedig késik napi negyed órát...
Mennyire kell pontosnak lennie az időzítésnek? Ha csak kb. kell percenként 5 mp-re beindulnia, az epromos megoldás helyett sokkal egyszerűbb 1 db 555 időzítő. Astabil módban megoldható, hogy kb. percenként billenjen át. Ha a kitöltési tényező 90% körüli akkor kb. 5 mp után billen vissza. A kapcsolójelet egy kis relével már a motorhoz tudod illeszteni. Jobb megoldás mint megvárni amíg a motor megsül.
Üdv Az Uraknak! Kellene nekem egy ötlet a köv. problémára: Adott egy DC 12 V-os (2A) ablaktörlő motor (Bakony művek) ami percenként kb öt másodpercre bekapcsol és utána vár a következő órajelre. A központi vezérlése... ami 1973 -ban készült toronyóra vezérlés epromos programmal....néha megbolondul és folyamatosan adja ki a jelet, a motor feszt pörög a világba, ami nem neki való mert nem erre lett kitalálva, és túlmelegszik...esetleg le is éghet, kefe kopik stb. Szóval kellene egy olyan megszakító biztosíték ami érzékelné, hogy a motor mondjuk 60 fokos és megszakítja a motortápot. Tudom ez tüneti kezelés, de most gyorsan ez kellene amíg a vezérlő hibája meg nem oldódik. Az nem gond, ha kiold és cserélni kell, mert gondolom automatába ilyesmi nincsen, meg nem is akarom túlbonyolítani. Kösz Misi
nyiszi | 2399
2022-05-05 08:19:23
[48739]
Szia, Én javítottam már ilyen hibát. A telefonhoz való vezetékes fülhalgatók vezetéke alkalmas erre, mármint az elemi szálai.Valami spéci lakk bevonat van rajtuk. Kicsit nehéz forrasztani de gyakorlással kilehet tapasztalni a jó hőfokot és akkor már megy. Nem garantálom, hogy mindegyik gyártóé jó. Nekem egész vékony külső átmérőjű, talán Acatel volt. A javítás óta müködik kb.2 éve.
Jo estet! Van egy lezeres szintezom, amiben a fejre 4 nagyon vekony vezeto megy. Gondolom egy negativ es mivel 3 fejes, igy a 3 pozitiv. Mivel tudnam ezt helyettesiteni ami ennyire flexibilis? 2 el van szakadva.
Kidwick | 2592
2022-05-02 19:27:18
[48737]
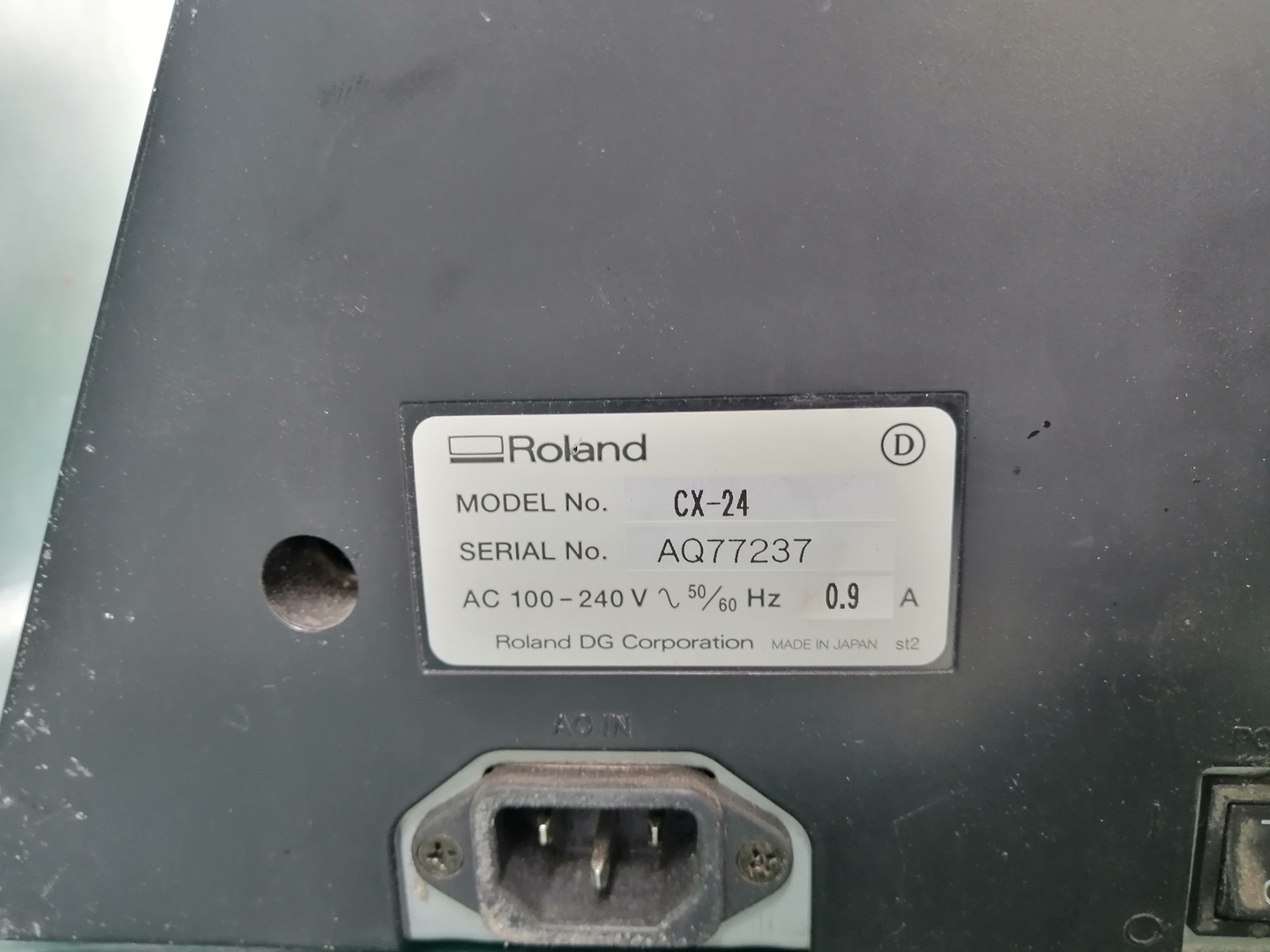
Üdv! Előkerült itthon egy vágóplotter. Az lenne a kérdésem, hogy lehet e tesztelni fólia nélkül sima Papírlappal? Válaszaitokat előre is köszönöm szépen!
PG98 | 19
2022-05-02 19:05:58
[48736]
Köszönöm erre én is gondoltam, de nem tudtam, hogy ennyire befolyásolhatja. Mindenképp kipróbálom majd akkor másik anyagon is csak egyenlőre ez volt kéznél a teszteléshez Köszi!
Sziasztok! CNC plazmavágó beállításával kapcsolatban kérném a segítségeteket.
Az a gond, hogy nem vág szépen, illetve volt amikor valami beállítást eltaláltam és jó volt, de nem tudom mi lehetett.
A gond a következő (képet csatoltam): Amit kivágok annak az alsó része nagyon "sorjás" illetve kb 1mm-el nagyobb mint amit beprogramoztam. Az oldalán is látszik, hogy nem szépen vág. Mi lehet a gond? levegő sok/kevés, sebesség gyors/lassú? Manuál vágással amikor próbálkozom a vágás kezdeténél egy nagyobb lyukat csinál amit szépen vág de ha folytatom utána már nem szép. Esetleg lehet hogy csökken a levegő nyomás és utána már nem tudja?
Iweld cut 50 cnc pilot-ot használok a géphez és burny 2.5 vezérlő van rajta.
Köszi előre is!
kertész laci | 773
2022-05-01 22:44:34
[48733]
Ismeri valaki ezt a pneumatikus - hidraulikus pumpát?Ez a régebbi magyar műhely préseken , aknaperem emelőn nyomta az olajat levegőhajtással.A rávaló levegős szelepek tipusát szeretném tudni , az enyémek szeleltek nagyon ,leszedtem , de úgy eltettem, hogy nem lelem a lomok közt.
A minap kérdezte tőlem privát-ban egy fórumtársunk:
„Szia! Segítenél nekem beazonosítani ezeket a képeken látható valamilyen villanyszerelési dobozokat? Egy legrandos dobozban voltak de nem találtam ilyet bár valószínűleg rosszul kerestem. Előre is köszönöm szépen!”
Én se tudom a választ, de hátha valaki kapásból tudja és megosztja velünk.
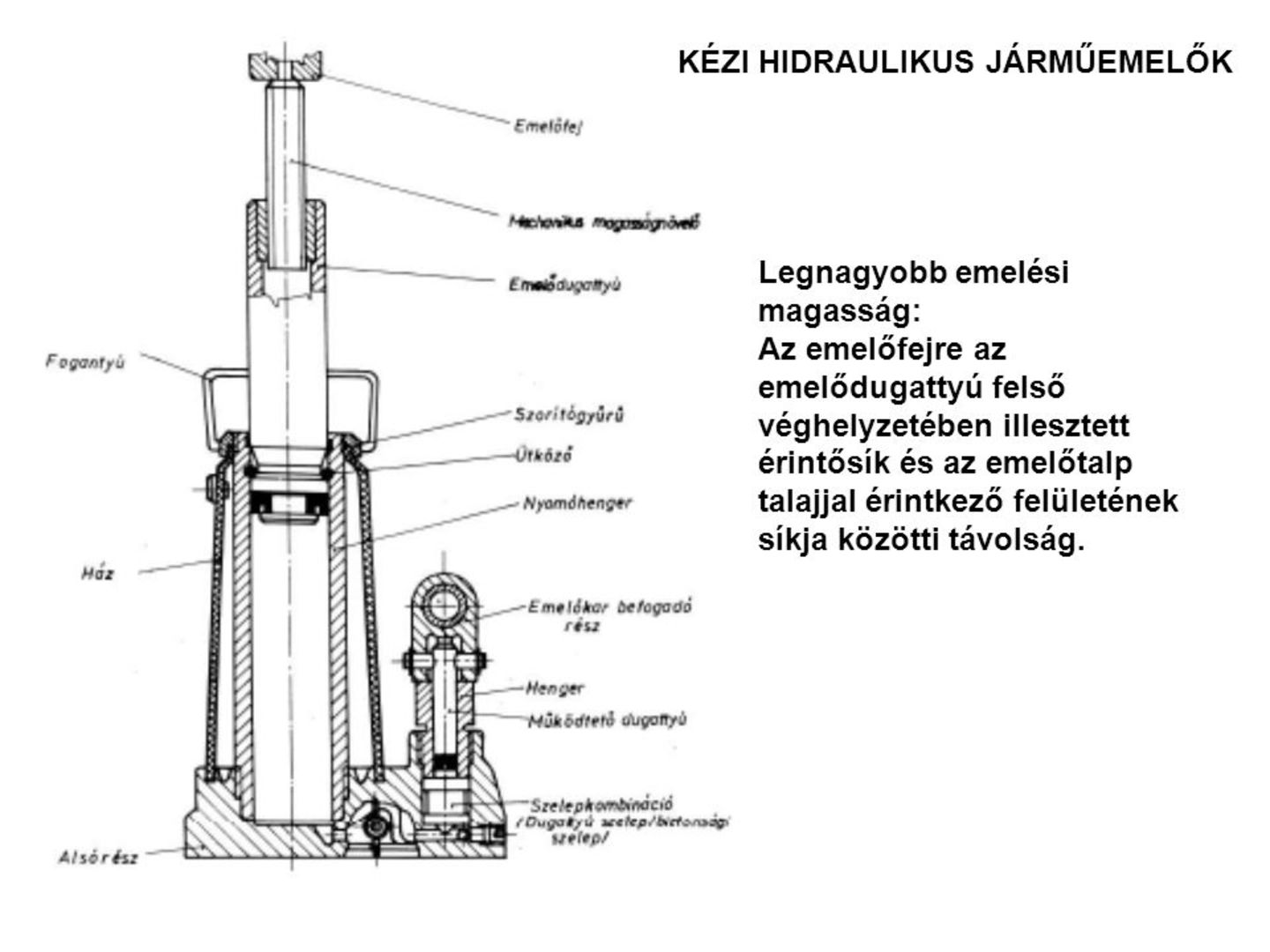
Szétszedtem 3 db 12 tonnás körüli olajemelőt. Hát nagy elme volt aki egy bepattanó acélgyűrűvel oldotta meg a véghelyzet határolást . Megnyomorítja felütköző felületet az meg szépen összekarcolja a henger belső felületét Boldogság... No de a kérdés . Hogyan szerelhetik a végében lévő állító csavart ? Egy kijár , azon látszik hogy három pontban el van ütve a menet vége hogy ne tekeredjen ki teljesen . Ez így oké is lenne , csak hát egy vakfuratban van , nemhozzáférhető . Az az elképzelésem hogy külön bepréselt darab az anya ,az előre elütött menetes szárral együtt . Vagy nemtom ... Ezt akartam volna kitekerni ... Nem megy komolyabb erőszakkal sem ... A szándék egy csinos kis hidraulika a műhelyprésbe .. Tudom lehet venni , de most ezt én szeretném megmekkelni . Két hasonló átmérő 60 körüli beméretű ban , kissé és keményem karcos . A normálisabb kivitelű átmérő 63 as ba pedig bentmaradt víz az pedig komoly krátersre rozsdlát , míg várt a sorsára Sok a körítés , de csak az a kérdés hogy tehették bele az állítható csavarját ?
PSoft | 18696
2022-04-26 20:37:39
[48716]
Úgy tudom van, de én mindig Corel-ben rajzoltam a bélyegzőket is.
Sziasztok Van erre valamilyen spéci szerkesztő program ?Mintha régebbem valahol azt olvastam volna hogy lefelé szélesedik az az anyag vastagság, azt hogy lehet meg oldani?
Ez, -tizen éve- "mezei" 3 mm vastag szilikongumi lapra készült, a "szokásos" bélyegző méretben. CO2 lézerrel, de ugyanezt a minőséget, a kék 2W-os diódámmal is megcsináltam 'anno.
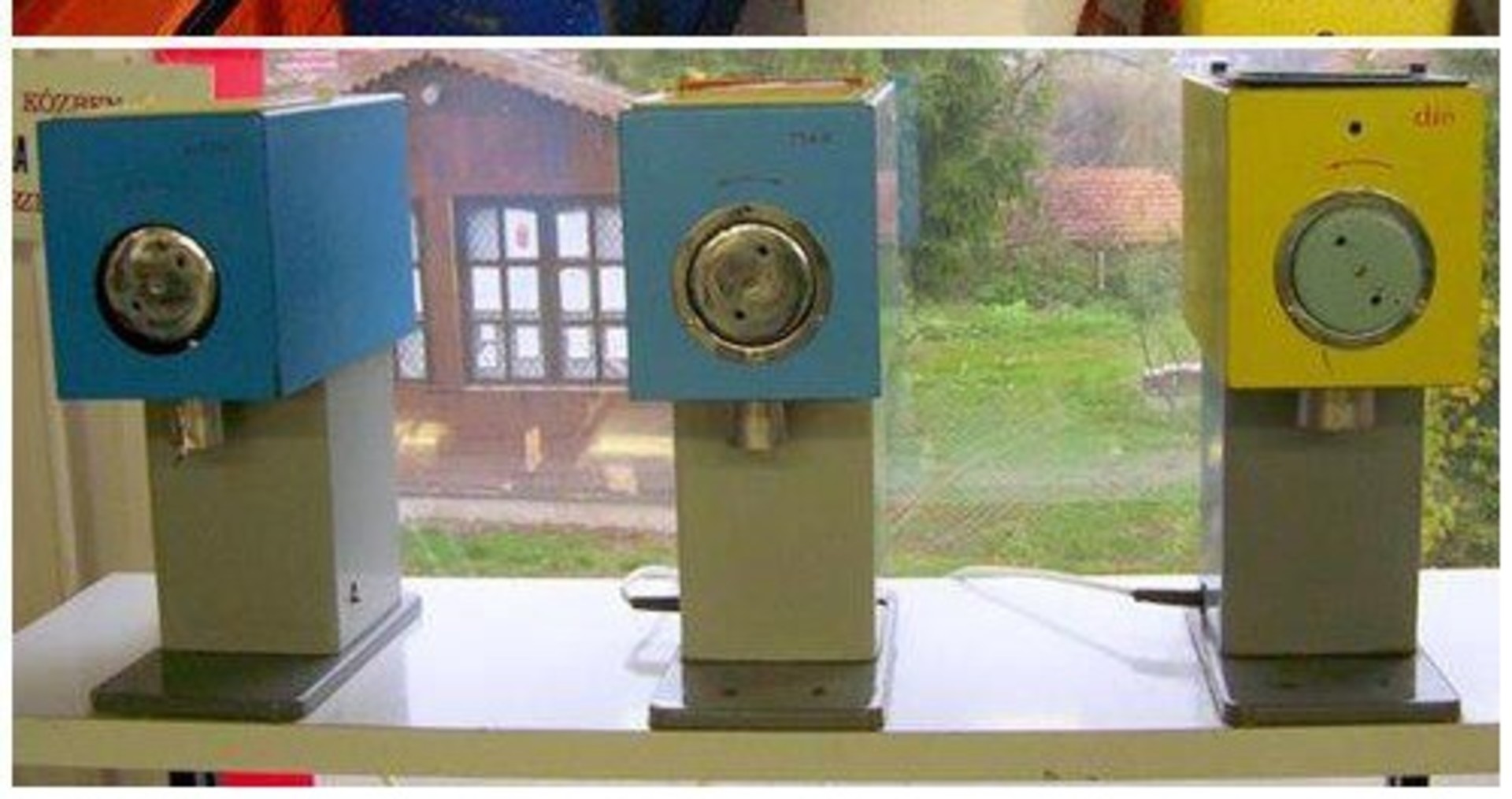
Így van. A közértek kijáratánál a pakoló pult sarkában várták a vevőket. A tölcsér nyakánál volt egy fogazott gyűrű, azzal lehetett az őrlésfinomságot állítani. Emlékszem nagyanyám a darálás után sokáig "pengette" a zacskó tartó rugós kart (néha szolídan még ököllel is megütögette a masinát), hogy az utolsó Omnia porszemek is kihulljanak a gépből.
Minden "rendes" boltban volt legalább kettő, egyik kávé, a másik mák felirattal. De valahol talán "őrzök" is egyet ebből a kék, "kocka" típusból. Ami talán, kávé vagy mák feliratos.
Erre a célra gyártott "speciális" lézerezhető gumilap. CO2 lézerrel, de még kék 2W-os diódalézerrel is gravírozható. A gumilap nem annyira kritikus, én 'anno, "mezei" áttetsző szilikon gumilappal is jó eredményt értem el.
Sziasztok, remélem ez még elmegy itt. Van esetleg valakinek ismeret a régi ABC-ben lévő KERIPAR által gyártott dió, mák kávé daráló gépek közötti különbségről, esetleg egy fénykép vagy régi dokumentum nagy segítség volna. A főleg az őrlő fejek közötti különbség érdekelne. Csatolok egy képet melyikre gondoltam.


















 Boldogság...
Boldogság...