A szakik a műhelyben vannak. Régebben, amikor kinyílt az internet számunkra, lelkesen mutattuk, hogy mivel foglalkozunk,hetente többször is volt hogy fotóztunk valamit, ez még a Laslie idelyében történt: na ennek már vége. Most Te, és elektron vagytok ezen a nyomvonalon.
Előzmény: Varga László, 2019-12-01 05:16:55 [44456]
Sokszor kénytelenek vagyunk improvizálni. Megmunkálón, nagy munkadarabnál - nyitott ajtón kilógatva - vagy burkolatlan marógépen, telibefúróval még külső hűtésre is van példa. Általában 1,5D mélységtől válik problémássá a művelet, néha többszöri nekifutást is igényel a forgácseltávolítás miatt.
Aha, ha youtube oldalról nézem akkor látszik az adat! Tehát 35-ös fúró.
A 35-ös telibefúrás a melóhelyemen sem ritka és ott is sajnos csak normál hűtés van. Igaz a munkadarab általában csak valamilyen kovácsdarab és a furathossz is csak 60-70 mm max.
A képaláírásban ott van a válasz a kérdésedre. Kb. 9,5KW (15KW a főhajtás) - a számítás szerint is, mert ilyen vékony forgácsnál Kc nyugodtan vehető 3000N/mm2-nek. Amit látni, hallani (a víztől semmit nem lehetett látni, így a hangból + kijelzőből tájékozódtunk) : kijelzőn 23" körül megszakad a forgács folyam, kezd tömődni, kezdi a forgács nekiszorítani a szerszámot a furat falának ezért elcsendesedik.
Biztos ezt a videót akartad linkelni? Nálam annyi látszik, hogy 1500 a fordulat és 63 % a főorsó terhelés. A szörnyülködéshez azért még kellene pár adat, pl. minek a 63 %-a, mekkora a telibefúró, mennyi az előtolás?
Sajnos gyakran előfordul, hogy maga a művelet érdekes lenne, de a munkadarab nem publikus - ez is egy ilyen eset lett. A videó (a hang a lényeg) is egészen más okból készült, mint hogy közre legyen adva, de felteszem mint érdekességet, ha már hiányérzeted támadt... (A kísérletezés apropója volt - szembe menve a gyári technológia ajánlással -, hogy alacsonnyomású hűtőrendszerrel eltávozik-e a forgács vagy nem vagy hogyan.) Íme Tibor nagy kedvence, fúrás: (A teljesítményigényen lehet szörnyülködni...) https://www.youtube.com/watch?v=lmoP9ctrX8A
Előzmény: Varga László, 2019-12-01 05:16:55 [44456]
Motoros | 5101
2019-12-01 07:12:36
[44457]
"Most egy szögasztalon agyalok hogy miként lehetne minél alacsonyabbat készíteni." A méhecskék nem szurkálna eleget? Vagy a szögasztalon fogsz rágyúrni? Egyébként a darazsak elkussoltak a tető alatt ahogy mondtad, kíváncsi vagyok előjönnek e tavasszal. Hú ez már nagyon nem ide való.
Előzmény: Varga László, 2019-11-30 20:48:06 [44448]
Varga László | 1234
2019-12-01 05:16:55
[44456]
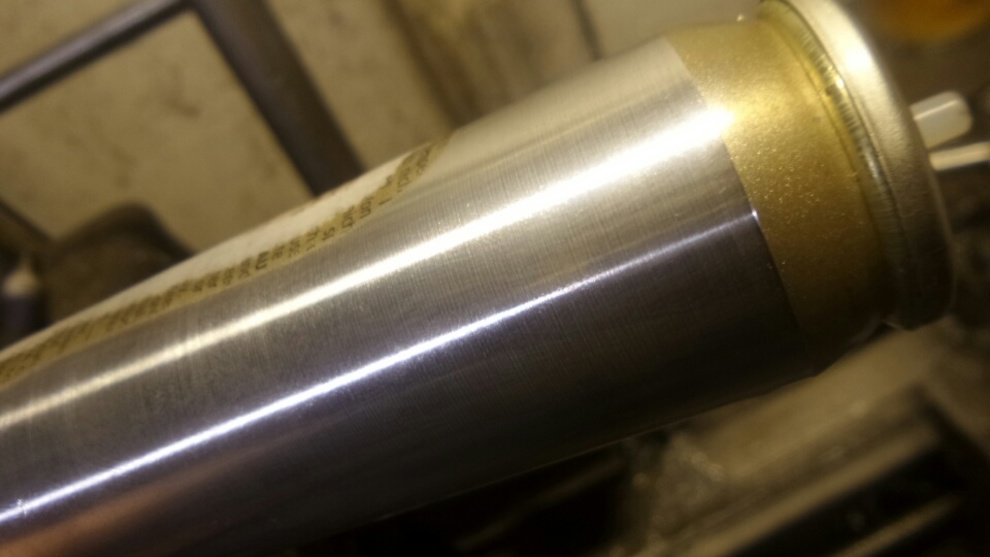
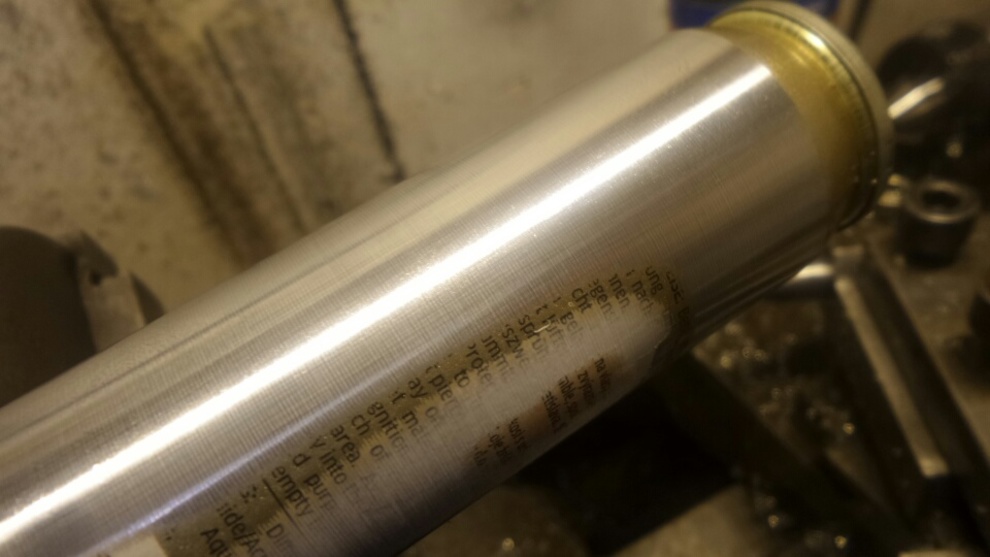
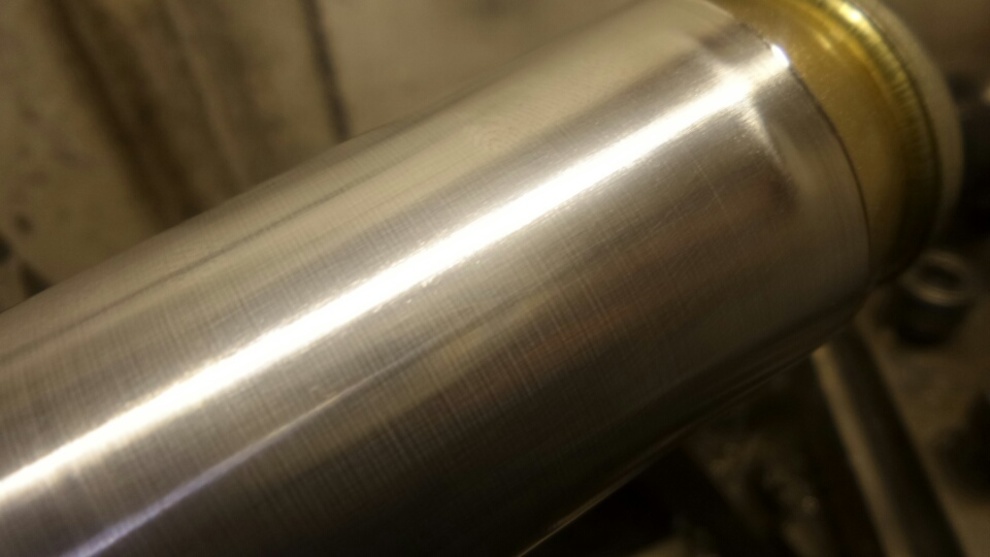
Hol vannak a szakik? Vagy itt csak kritikusok vannak? Érdekességeket szeretnék már látni a szakiktól, Ugyan ugorjatok már ki a bokorból,nincs már ott a dugi sör! Ezt a flakon esztergálást csak érdekességnek tettem fel ,hirtelen felindulásból! Amit szakértői szemmel kellett volna látni az nem az hogy minek ? Hanem az hogy hogyan? Az hogy alu,átmérő 35mm 150mm hossz kb,és hogy takony anyag és mégis rezonálás nélküli szép felület. volt rajta egy magyar nyelvű matrica ami a fél dobozt takarta. A smirgli nem igazán tolerálja a ragasztót.
KoLa | 7598
2019-11-30 23:29:55
[44455]
Nem győztél meg.
Előzmény: Varga László, 2019-11-30 21:44:35 [44452]
Teli dobozt izgalmasabb lett volna esztergálni. Szép munka így is!
Előzmény: Varga László, 2019-11-30 21:44:35 [44452]
Varga László | 1234
2019-11-30 21:44:35
[44452]
Az hosszú idő lett volna csiszolgatni,gyémánttal karcoltam le.
KoLa | 7598
2019-11-30 20:57:00
[44451]
Szóval csak le kellett volna políroznod a festéket az esztétikai takaráshoz!? Felkeltetted az érdeklődésemet, ez sikerült, de nem ugrom ki a bokorból! Azt is megkockáztatnám kijelenteni hogy a gyufásdobozzal csiszoltad le a fémtiszta részt.
Előzmény: Varga László, 2019-11-30 20:48:06 [44448]
A harmadik képen van egy dudor ahogy a kés tovább ment deformálódott a támasztástól. Egyébként egy esztétikai takaró lett volna ha nem b...el. Elő akarom a mestereket csalni, hogy villantsanak már valamit hogy legyen kitől tanulnom! Persze ez mindenkinek szól! Most egy szögasztalon agyalok hogy miként lehetne minél alacsonyabbat készíteni. Az is lehet hogy valaki rejteget egyet az öreg szakik közül a fiókban, és meg sem akarja mutatni
Előzmény: Varga László, 2019-11-30 19:47:31 [44438]
hostya | 3111
2019-11-30 20:03:15
[44439]
Miről is szól ez a hozzászólás..?
Elolvastam, megnéztem a képeket, (háromszor) de nem jöttem rá...
Előzmény: Varga László, 2019-11-30 19:47:31 [44438]
Varga László | 1234
2019-11-30 19:47:31
[44438]
Nem adta ki! Sejtitek milyen vékony? bábom egy gyufáskatulya volt.Jobban ki kellett volna óráznom. ahogy elhaladt a kés deformálódott a doboz . Most várhatok 2 hónapot hogy kifogyjon a feleségem haj trutyija.
Volt itt a Glaxbox vagy ki a fene, az tette mindig a hülyét. Te ezt ugye csak eljátszod? Vettél egy köszörült felületű féktárcsát. Nemhogy összetennéd a két kezed, mert ez nem általános, általában csak esztergálva vannak. Amint megmérted, vastagságban nem tudsz eltérést mutatni a kerületen sehol. Szerintem a köszörülés nem rontott az ütésén. De már úgy gondolom ez rég fent van a kocsin te csak szórakoztatod magad a hozzászólásokon. Az üveg pedig folyik, és általában a gravitáció győz.
Ha most bemészu az üvegeshez és kérsz egy darab 4-es üveget, szerinted az mennyire nem sík ?
Nem tudom, de anniyra régen voltak már azok a szar ablaküvegek, amibe belenézve az ördög néz vissza rád, manapság már nagyon jó a minőségük, úgy rémlik.
Azt nem gondoltam volna, hogy neked úsztatott üveged van. A különlegesen sík felületet úgy érik el, hogy az üveget olvasztott ónon úsztatják. Biztos nem olcsó. A tárolása sem lehet egyszerű, hogy "el ne folyjon".
Talán mégis csak lángész kell ide (meg magas IQ is) mert a földről felvett üveglap az ügye mióta nevezhető sík etalonnak? Meg az órát is hogyan fogod rögzíteni...vagy van üvegmágnesed? Bízzál meg a gyártóban, és hagyd a fenébe a méricskélést, mert úgy is csak a saját hibádat fogod mérni. Bocs a zárójeles megjegyzésért de a múltkoriak miatt volt
Az ütést is meg lehet nézni órázni, egy vastag üveglapra helyezem a tárcsát, azon forgatni is lehet és az órán meg látom mi a helyzet, vagy akár egy hintaszerűen megnövelt pontosságú óraszerkezettl mikronra is megmondom, hogy mi van, nem kell ehhez lángész.
elektron | 15859
2019-11-28 18:51:13
[44429]
Van egy jó hírem, a vastagságban a 0.01 mm pontosságú digitális tolómérő nem mutat ki 0.01 különbséget sem, lenullázva egy adott helyen a műszert, máshol is 0.00 értéket mutat, szép munka.
No, most akkor megnézem már a rossz tárcsánál mi is a helyzet e tekintetben.
elektron | 15859
2019-11-28 18:46:14
[44428]
Mondjuk ezt tolómérő nélkül is meg lehet csinálni, ha beállítok egy menetes szárat önmagába görbítve, ráhúzom a cuccra, majd ott rögzítem, aztán ezzel a hézaggal pediglen megnézem máshol is, hogy rámegy e, avagy rá se, illetve löttyen rajta egy millimétert.














 Meg az órát is hogyan fogod rögzíteni...vagy van üvegmágnesed?
Meg az órát is hogyan fogod rögzíteni...vagy van üvegmágnesed?