A motor illesztéséhez esztergáltam egy 32/10 gyűrűt.ráhúzom a léptető tengelyére, majd belehelyezem a csapágyházba, a motort pozícióba állítom, majd szorítóval rögzítem, 5-ös fúróval jelölő furatokat fúrok, majd oszloposon kifúrom a 4-es magfuratokat, majd az oszloposon M5-ös meneteket fúrok bele, ezekbe csavarom majd a léptető 15mm-es távtartóit, amelyek 65mm hosszúak. Sorozatban természetesen CNC-n csinálnám Cad-ben megtervezve.
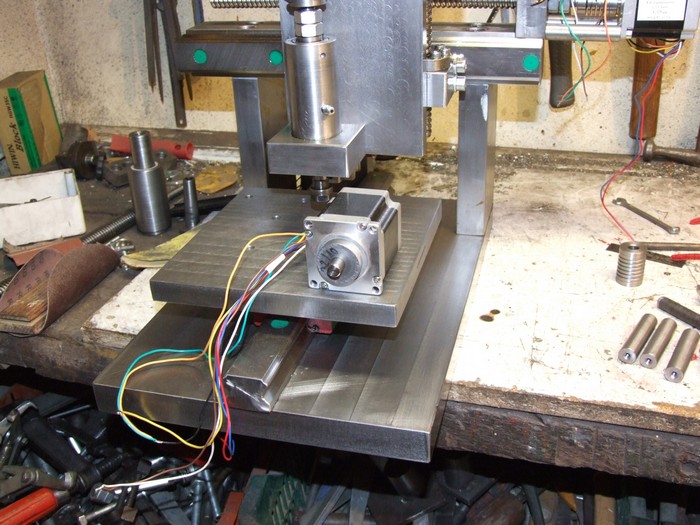
A 20Kg terheléssel 0.02mm a lehajlás, a többi tesztnél akárhogy húztam, cimáltam, 2-3 századot mozdúlt.Relief marásához tökéletesen megfelel.
n/a (inaktív)
2009-09-12 14:41:00
[537]
n/a (inaktív)
2009-09-12 14:40:00
[536]
n/a (inaktív)
2009-09-12 14:39:00
[535]
n/a (inaktív)
2009-09-12 14:38:00
[534]
n/a (inaktív)
2009-09-12 14:37:00
[533]
n/a (inaktív)
2009-09-12 14:36:00
[532]
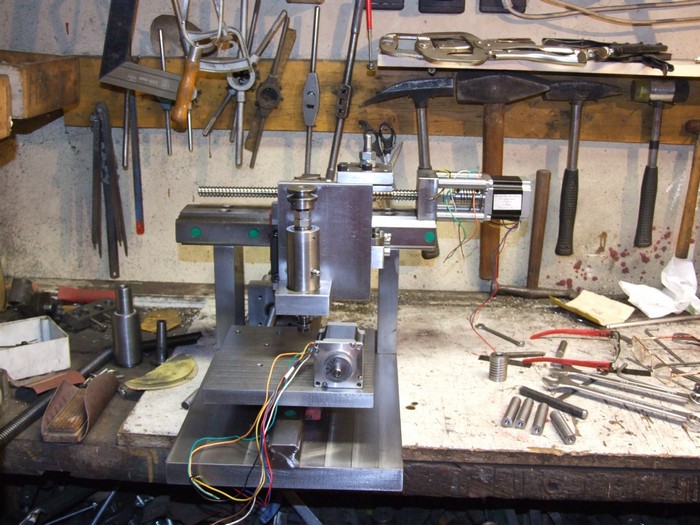
Egy kis teszt az épülő gépemmel.
n/a (inaktív)
2009-09-10 20:03:00
[518]
n/a (inaktív)
2009-09-10 20:02:00
[517]
n/a (inaktív)
2009-09-10 20:01:00
[516]
n/a (inaktív)
2009-09-10 20:00:00
[515]
Épülget a "Kicsi", ma az "X" tengelyt fejeztem be, ez is megy, mint a golyó.
n/a (inaktív)
2009-09-03 15:47:00
[438]
Mivel imádom a reliefeket, ezt a gépet erre a célra építem. Ezen valószínűleg csak gravírtűvel fogok marni max 6mm-es (ER11) és nagy fordulaton Az asztalméret:200x200x19mm. Lehet, hogy egy picit merevebb a kelleténél,de inkább így legyen, mint fordítva. Kiszaladtam a műhelybe, lemértem, a számat már fel kell fújni az emeléséhez az asztalon.A súlya jelenleg:57.4kg. Péter!-egyszer próbáld ki Te is a 3d marást, meglátod, mekkora öröm egy jól sikerült darab
Te aztán tudsz Vbody... Le a kalappal... Gratula! De azért csodálkozok, hogy egy ilyen kis gépet (ismét) acélból csinálsz... Persze tudom... szereted az acélt...de azért nehéz anyag... Ennek gépnek mekkora munkaterülete lesz? Mi a cél? Egy gravírgép? Dehát annál 1000X erősebb...
n/a (inaktív)
2009-09-03 08:55:00
[430]
n/a (inaktív)
2009-09-03 08:54:00
[429]
n/a (inaktív)
2009-09-03 08:53:00
[428]
Elkészült Az "Y" tengely. Az 1.5Nm léptecs szépen viszi 6700mm/min sebességgel jó meredek gyorsulással, ez bőven elég.
n/a (inaktív)
2009-08-28 15:43:00
[418]
A video kedvéért nem emulziót, hanem fúró-üregelőt használtam, ez az utolsó, símító fogás.Jó cuppanósra sikerült.
Eddig sem volt semmi bajom a Mach3-al, de most már megbízok benne 100%-ban.32-es csapágyfészket martam hss8-as maróval 10mm mélyen,emulziós hűtés-kenéssel, tökéletesen sikerült. A Mach3 wizzardjával csináltam, fogásmélység:0.5 előtolás:200 főorsó:kb500.
Marom a 30-as lemezt, ebből lesz a golyósorsó csapágyháza.
n/a (inaktív)
2009-08-26 19:35:00
[398]
A tengelyvég kialakítása balról jobbra: átmérő 12mm csapágyméret; M12x1 menet az előfeszítő anyáknak; átmérő 10mm a kuplungnak. A 12x1-es menet még kemény rétegbe került, ezért lapkás késsel vágtam.
n/a (inaktív)
2009-08-26 19:30:00
[397]
n/a (inaktív)
2009-08-26 19:29:00
[396]
A köbösbórnitrid kés szépen viszi az edzett réteget, 0.2 a fogásmélység.
n/a (inaktív)
2009-08-26 19:26:00
[395]
A Motoros-féle futterba befogtam a 16x5-ös golyósorsót, majd kióráztam. Az órának csináltam egy szélesebb talpat. A tokmányt kézzel forgatva együtt haladtam a menettel.