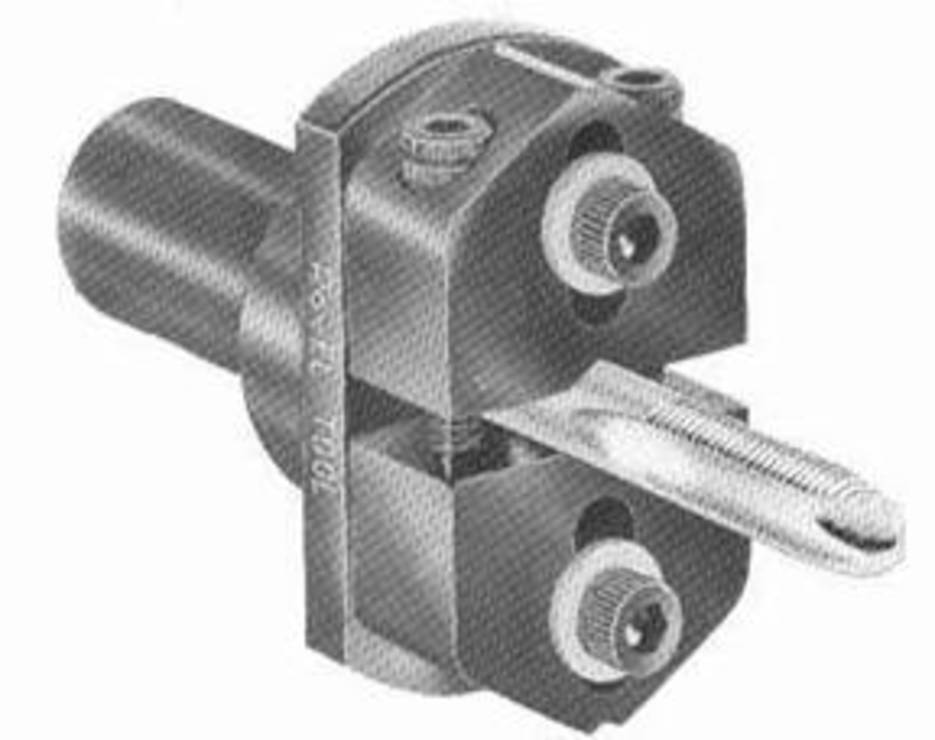
"Ej' mi mindent meg nem csinálunk mi, mesteremberek!" ( mondta a Tsz kovácsmestere 58'-ba, amikor a párizsi jutalom üdülésen, felnézett az Eiffel toronyra) A cél szentesíti az eszközt, jó ez a 'tokmánykulcs' A másik képeden az a jobbos balos menetű lapolt befogó ami kicsit már rozsdás, az nekem is megvan, csak gyári kivitelben. Az első képen amit feltöltöttem ezzel kapcsolatban, balról a második, ezt tartalmazza, igaz, kisebb méretben, plusz még erőhatárolós behajtással és ha visszahúzom akkor irányváltással, oszlopos fúrógépbe való, nagyon spéci cucc.
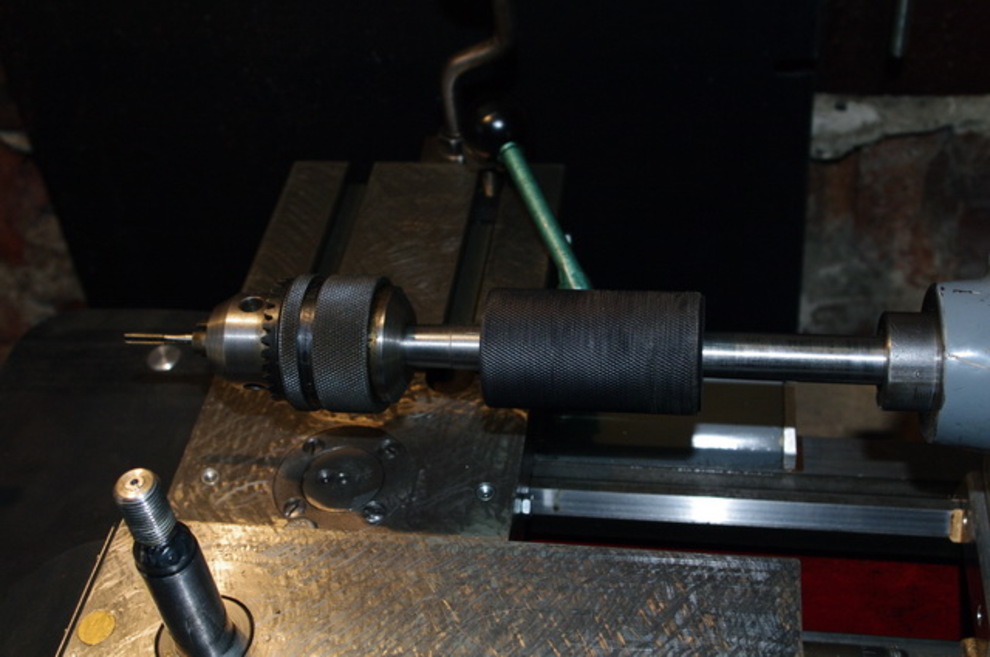
Igen kulcs a kerti altalajcsaphoz ami berohadt gömbcsap, és csak evvel lehetett nyitni zárni minekutána egy kis aknát is létesítettem zsalukövekből. Ez így 3 szezont kiszolgált keservesen, de mostanra a kis 12 x 12 -es sárgaréz négyszöget végképpen úgy leszopta,..a berohadás miatt... hogy cserélni kellett az egészet, és majdnem 1 m3 földet kitermelni, hogy hozzá lehessen férni rendesen. Végül is nem sok értelme volt...csak időt nyertem, de akkor jó ötletnek tűnt. Egyébként, hogy ne legyen off: ez a kézi készülék alkalmas akár 1 méter mély lyukakban fúrásra, menetfúrásra és egyéb forgácsoló műveletekhez.
" hajtunk egy teljes fordulatot befele, majd egy felet kifele " Nem ment ki a divatból!csak,sok a fél fordulat vissza, ha kézzel fúrunk menetet, a visszaforgatáskor nem szükséges áttörni az előző fogást, elég csak megmozdítani a keletkezett forgácsot, és amikor folytatjuk már egyből leválik, majd a végén már kénytelenek leszünk áttörni, de ez csak egy alkalom.
Előzmény: Szalai György, 2019-12-21 07:43:04 [44567]
izbeki | 1352
2019-12-21 18:05:03
[44572]
Hát igen, ilyen, ha valaki igazán ért ahhoz, amit csinál. Én amilyet találok itthon, azt használom és vagy beletöröm vagy nem.
Köszönöm a választ. Tehát ami 1970-ben igaz volt, az ma már nem feltétlenül van úgy. Akkor csak a háromfokozatú kézi volt járatos. Meg az egyenes gépi, lemezhez. Változik a lakatos szakma, sokfélésedik a szerszám, kicsit értenem kéne ehhez is.
Ez az egyeneshornyú, terelőél nélküli menetfúrókra igaz. (pl. a klasszikus kézi, 3 fokozatú menetfúró) A korszerű gépi menetfúrásnál lényeges, hogy ne szakadjon meg a forgácsfolyam. Ezek a terelőéles menetfúrók (csavart hornyú vagy "pont") kivezetik a keletkező forgácsot a furatból. Zsákfurathoz a kisebb "hátlap" aláköszörüléssel rendelkező csavart hornyúak alkalmasak, ezek irányváltáskor probléma nélkül képesek eltörni, megszakítani a forgácsot. Az egyenes hornyú, negatív terelőélesek átmenőfuratokhoz vannak kitalálva. Utóbbival nem illik megszakítani a forgácsot, mert a nagyobb "hátszög" miatt a forgács be fog szorulni a szerszám vágóéle és a munkadarab közé, ami a vágóél sérülését okozza. Ezek az átmenő furaton áthajtva a forgács leesését követően hajthatók vissza. A pozitív terelőélesek felfele, a szerszám szára felé hozzák a forgácsot, a negatív terelőélesek a furatban maguk előtt tolják. Fentiekből következik, hogy szendvics szerkezetet menetelni problémás...
Előzmény: Szalai György, 2019-12-21 07:43:04 [44567]
jani300 | 12314
2019-12-21 08:48:02
[44568]
Sokféle szempont alapján osztályozhatók a menetfúrók . Az egyik lehetséges hogy kézi vagy gépi működtetésű . Az egy darabos gépi menetfúróknál néha nem is ajánlott kézből használni. A gépi menetfúró mehet szerintem egy menetben ,visszatekerés nélkül is . Ha túl hosszú a menet akkor persze valamit kezdeni kell a forgáccsal ,nehogy beszoruljon .
Előzmény: Szalai György, 2019-12-21 07:43:04 [44567]
Szalai György | 9544
2019-12-21 07:43:04
[44567]
Kedves édesapám úgy tanította nekem, hogy a menetfúrás/vágás során (nem lemezbe) hajtunk egy teljes fordulatot befele, majd egy felet kifele, hogy megtörjön és ne szoruljon be a forgács. Laikus kérdés: Ennek ma már nincs jelentősége?
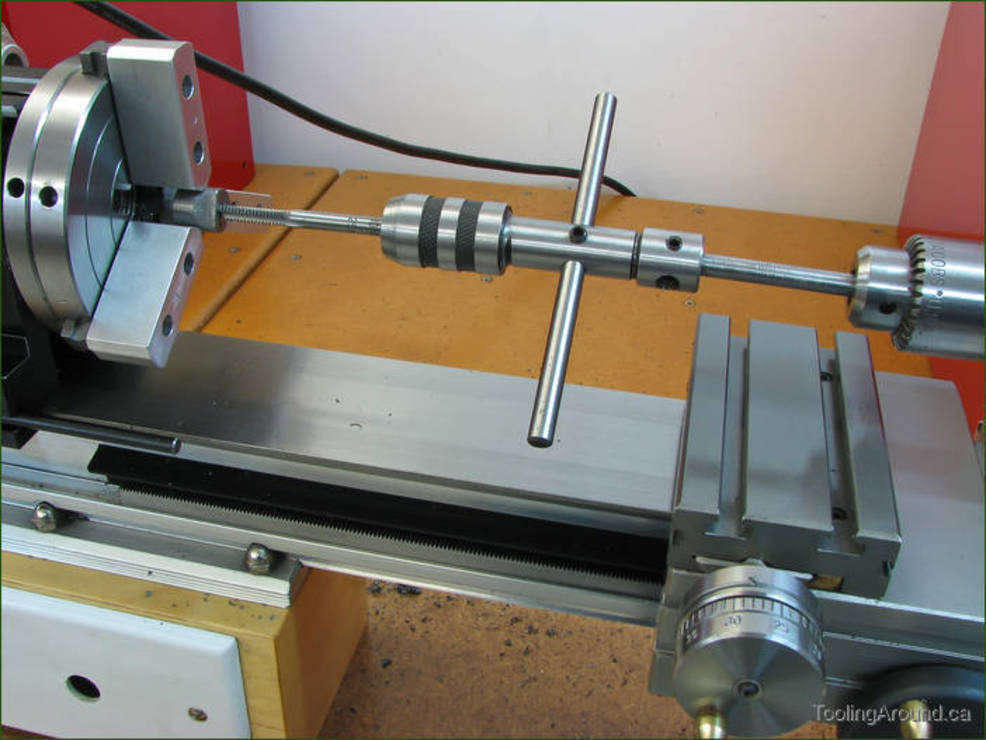
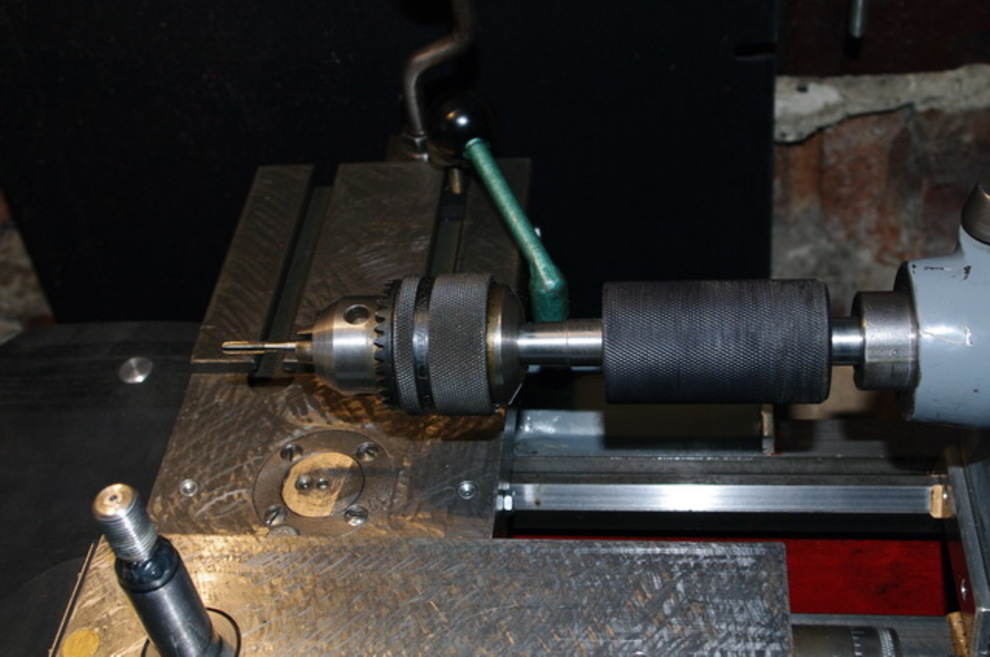
Ezt találtam itthon, ..apósom hagyatékából, talán 1960 tájékáról... esztergán is lehetne alkalmazni, némi átalakítás után. Áramszünet esetén is használható, viszont az elkészítése nem egyszerű. A második képen látható megoldás a közelmúltból származik, sját ötlet... igaz nem menetfúrásra lett kitalálva, de arra is jó. Hogy micélból készült arra nem nehéz rájönni.
Sziasztok ! Most regisztráltam ide a fórumra. Szeretném a véleményeiteket kérdezni a kis esztergagépekkel kapcsolatban. Mindig olyan helyeken dolgoztam ezidáig ahol voltak esztergák és így az évek alatt valamelyest az egyszerűbb dolgokat elkészítettem magamnak. Ez megváltozott és mindig van valami amit barkácsolok. Így 60 évesen elhatároztam, hogy végre vennék itthonra valami kis gépet amit 220V-ról tudok működtetni. Kérdésem mi a véleményetek a Hyundai HYD 500 C-ről. Vagy azt nézegettem, hogy minőségben sokkal jobbnak tűnik a HBM 250x500-as gépe, persze drágább, de ahhoz adnak 4 pofás tokmányt, síktárcsát és bábokat is. Tudjátok e esetleg mi ezeknek a padoknak a késtartó méretei, mert van sok késem, de nem tudom, hogy ezeket tudom e majd használni ezeken a gépeken. Kérlek benneteket írjatok, mindenki véleménye érdekel és nem baj ha akár más gépeket javasoltok. Használt gép is érdekelne, ha esetleg tudtok ilyen méretűt, de már tényleg jó régóta figyelem a hirdetéseket, de nem nagyon látok ilyeneket jó állapotban használtan. Köszönöm a segítséget és elnézést kérek a regényért.
Köszi, ez is egy lehetőség. Nem írtam de azért kellene csak egy ügyes menetfúró befogó mert az esztergán kívül jó volna használni mondjuk oszlopos fúróval vezetve merőleges menetbekezdéshez, illetve a szárát toldhatóra elkészítve üregben vagy közeli akadály mellett is lehessen vele fúrni. Van csúszó befogóm esztergához tokmánnyal, csak abban szeret megforogni a menetfúró.
Esztergára keresnék menetfúró befogó tokmányt. Tudtok valamit javasolni? Valami olyan kellene mint ami a régi evig menetfúró gépen volt. Esetleg valaki a neten látott olyan megoldást amit érdemes házilag elkészíteni?
Igen nem szükségszerű a kottyanás mentesség, de nekem most jól jön a CNC kísérleteimnél. Most kapott új orsót is, de nem félek attól, hogy cserélni kell már az én életemben. A nyomtatás réseiben olyan jól megtapad a kenőanyag, nem félek attól, hogy sokkal jobban kopna a bronzhoz képest az orsó. Viszont értem amit írsz, és biztos úgy is van főleg nagy esztergáknál, ahol sokkal nagyobb erők vannak.
Ha pedig az orsó kopik hamarabb, akkor meg majd azt cseréled. A kotyogás semmit nem befolyásol, nem szükségszerű a holtjátékmentes üzem, viszont az acél- bronz párosítás nem véletlen és tartós megoldás.
Az Universal3 orosz esztergámnak a bronz anyáját próbára kicseréltem 3D-vel nyomtatott műanyagra (most PLA-ból csináltam, de PET-G-ből is érdemes kipróbálni).
Most 3 hónap után jobban tetszik, mint a bronz anya. A bronz anyának 1-2 nap után már látható lötyögése volt, a műanyag viszont még mindig tartja a pontosságát. Ha kopik, akkor állíthatok utána, vagy cserélem amit már kinyomtattam előre, csere kb 3 perc.
Ha van hely, érdemes hosszabb anyát csinálni, mint a bronz volt, hogy jobban bírja a terhelést.
Egy kis eszterga kézi szánjának az anyájának (Tr 10X2) jó lenne valamilyen műanyag ( van PA6 MoS2 POM-C) vagy maradjak a bronznál ?
ierdelyi | 4
2019-12-19 13:12:49
[44542]
Köszönöm és elnézést a "hibás topic választásért", törlésre is jelölöm. Sajnos abból is ez jött le, hogy ilyen szerszám úgy tűnik nem létezik. Leginkább a mikromarók álltak közel ehhez, de ott sem ilyen mélységben.
Ez eléggé életszerűtlen elvárás, nem találsz ilyent. Legközelebb a semlegesbe, vagy kezdőbe vagy béna vagyok topikba légyszi ilyen kérdést feltenni, mert ez esztergálás topik
CNC gépekben még tapasztalatlan vagyok de lenne egy feladatom, amire jó lehetne és szeretném a segítségeteket kérni vásárlás előtt.
Kizárólag fa marására használnám a gépet, max 400x400mm tartományban.
Az érdekelne, hogy létezik-e olyan szerszám, amivel akár 50-55mm mélységig is tudok dolgozni de az átmérője nem nagyobb 1-1,5mm-nél?
Köszönöm a segítséget, Üdv, István
Vetesi75 | 1724
2019-12-19 11:25:35
[44539]
Szia! " (lehet, hogy több, mint amennyit az egész ér...)?" Ezt biztosra veheted! Köszörülni kevés. Meg fog változni a szánszerkezet magassága az ágyazathoz képest - ezt is helyre kell állítani.
Szervusztok, Vettem egy régi műszerészpadot. Első ránézésre egy rozsdakupac, de nekiálltam szétszedtem, megtisztítottam, és végülis mindene működik, csúszik, szerintem még nincs is olyan nagyon szétkopva. Kérdésem: Ha már így szétszedtem, érdemes lehet felköszörültetni a csúszófelületeket, vagy nem lesz jobb tőle. Elég rozsdás, meg azért használták is... gondoltam lehet hogy érdemes lenne. Mekkora lehet egy ilyen köszörülés költsége (lehet, hogy több, mint amennyit az egész ér...)? Köszönöm előre is a segítséget.
frob | 2339
2019-12-18 09:58:15
[44537]
:) ne hogy megsértődj, azon amit írok most Robsy, csak viccnek szánom! Szóval végül is szabályzás még vezérlővel is, hiszen az user ha magát is beleveszi a folyamatba akkor már szabályzás, ő tekeri és ellenőrzi hogy jó e, az az beszabályozta az általa kívánt értékre
Nem esett le még neked. Helytelenül használod ismét a szabályzás kifejezést, hiszen esetedben CSAK vezérlésről van szó. A vezérlés és szabályzás ugyanis minőségileg, tartalmilag eltérő két nagyon különböző műszaki kifejezés. Egy vezérlő nem tud szabályozni, mert akkor az már nem vezérlő, hanem szabályzó.
Csak itt a hobbysták ezzel se törődnek sok más alap mellett, és tipikus hibaként szinte mindig fordulatszám szabályzásról beszélnek a lehitványabb kacat vezérlő esetén is, ami a valóságban legtöbbször még a vezérlés szót se érdemli, csak valmi ilyesmit pl. "változtató/módosító eszköz".
Biztosan neked van igazad, de ha az én 230V 200W-os DC kefés főorsó motoromat a fázishasításos vezérléssel leszabályozom 8000 rpm-ről mondjuk 500 rpm-re, akkor az ujjammal meg tudom állítani. Valahogyan nem nő meg a nyomatéka. Akkor ez miért van?
A 0.15 W-ban minden benne van. Szerintem nem szabályzót fogsz te használni, hanem vezérlőt. Ha viszont pl. fázis hasításos az az egyszerű vezérlőd, akkor a DC motorod "morogni" fog 100 Hz-en, és nem tudod csak rántással indítani, mivel 30-40 V körüli a legkisebb kihasítás.
A 1.5 modulnál és 12-es fogszámú kerékkel ~56.54 mm-t mozdul el a számod 1 fogaskerék fordulatra. Így 1: 5000 ... 10000 körüli lassításra lesz szükséged.
Érdmes lenne itt sok mindent átgondolni és vagy egy léptető motoros meghajtásra áttérsz kisebb áttétellel, vagy akár orsó/anya mozgatásra is áttervezed a szán mozgatást.
Azt tanácsolom, hogy nulladik lépésben "morgasd meg" a motort üresjáratban meg egy kis óvatos tengely terheléssel azzal az egyszerű vezérlőddel. Utána majd eldöntöd, tetszett vagy nem, alkalmas ezzel a működésre vagy nem.
Ha fogaslécen hajtasz, akkor erre a motorra csigahajtómű kell. Még ha a vezérorsót hajtod vele, akkor is. Ha csak leszabályzod a fordulatát, nem lesz nyomatéka.
Ez a ~0.15 W előtolási P kell a forgácsoláshoz . Nem kell még egy kis erő amivel tologatja az 5-6 kilós szánt ?? Valóban m=1,5 z = 12 -re gondoltam a fogasléc/fogaskerék párosra , s az előtolásmotor fordulata talán 2-3000 n-1 (csak egy szimpla feszültség szabályzót gondoltam hozzá ) .