Ez így teljesen rendben van, hiszen a kerékfogak az osztókör alá marva elkészültek. Így már képes hajtani az orsó.
Azért csinálja a "lefejtő" marást az eszterga gépen, mert a közeli méretű modulmaróval csak kinagyolta a kereket, de mint írja, nem szabványos a modulja, így a gyártott orsóval/lefejtó maróval kompenzálja az eltérést.
Helló! Mire akarod használni ezt a csiga hajtást?Mert ennek kell egy ház is aminél nem egyszerű a tengelytávolság be állitása.Szükséges a két bekezdés?
Nem igazán látom át a dolgot. Lefejtő marók esetén adott a szerszám menetemelkedése, szöge. Ezt növelni vagy csökkenteni kell a kivánt fogazási szöghöz. Egy maró fordulatra pl.z40-es kerék esetén 1/40-ed csigakerék elfordulást kell váltókerekezni. Ha működne a kényszerhajtásos fogazás, franc se rakna fel váltókerekeket
Igen, van az a marás mélység, ahol a menetfúró egész számú fogakat hoz létre, de itt neked nem volt követelmény, hogy csak 28 rece/fog lehet, a 29 is jó.
Ugyanez a recéző kerék esete, van az (fogás)mélységi belenyomás, ahol egész fogszám/rece jön ki.
Jó régi forgácsoló könyvben láttam hogy a kinagyolt csigakereket lefejtőmaróval kalibrálják , szabadon futó csigakerékkel . Azt persze nem tudom működik e . Esetleg kifényképezem azt az oldalt . Kecskelábú gépek vannak benne , háború előtti .
Igen, a trapézmenet kétszer 20 fokos. Gondolom létezik ilyen lapka, nem kerestem rá. Azt viszont rá kellene a menetemelkedésre ráfordítani, mert különben az oldala érintené az árkot, tehát nem forgácsolna. Gyorsacél betétkést kell a menetemelkedés szögének megfelelően megköszörülni, aztán azzal méretre tudod vágni. Keskenyebb kést kell csinálni, és oldalazni+átm. fogást venni vele forgácsolás közben.
Az orsót lehet használni forgácsolásra, akkor úgy működik mint a lefejtő marás. De! -csak lefejtő marón tudod használni, mivel az orsó és a kerék hajtását össze kell kötni. (Mondjuk némely egyetemes marógép is tudja ezt)
Az, hogy eszterga gépen, egy tengelyen forgatod a marót, és a késtartó csapján vízszintesen lévő csigakereket ezzel próbálod hajtani, az bronz kerék esetén nem fog összejönni. Műanyag keréken egy idő után "összesírja" magát a fogazás, összetalálkoznak a fogak, de az is csak kisebb átmérőknél jön össze.
Az ok, hogy a csigakerék fogtávolsága csak az osztókörön egyezik az orsó menetemelkedésével, tehát kezdésnél a fejkör átmérőn találkozik a felülettel, így pl. a 40 fogúnak tervezett csigakerékre 41-42 fogosztással kezd. Ezt nem bírja korrigálni az osztókörhöz közeledve sem.
Ezért írtam, hogy kisebb műa. kerekeknél összesírja magát, mert ott pl. csak fél foggal kezd többel, amit az osztókörhöz közelítve lenyaldos, a kívánt fogszámra.
Tehát nem sokkal vagy előbbre az orsóból gyártott maróval sem.
Nagyon köszönöm a választ. Ha jól tudom, akkor 40 fokos a csigahajtás trapézmenet szöge. Lehet kapni ilyen lapkát itthon(kínai van)? Úgy gondoltam, hogy először a csigát esztergálom ki ezzel a 40 fokos késsel. Azt írják, hogy ha nem vízszintesen van a lapka. hanem bedöntve a csiga vonalára, akkor jobb a menet. Erről tudsz valamit? Utána feláldozom az egyik csigát, beköszörülöm és azzal vágom a kerékre a fogakat (acél-> bronz). Ez járható út? Kössz, P
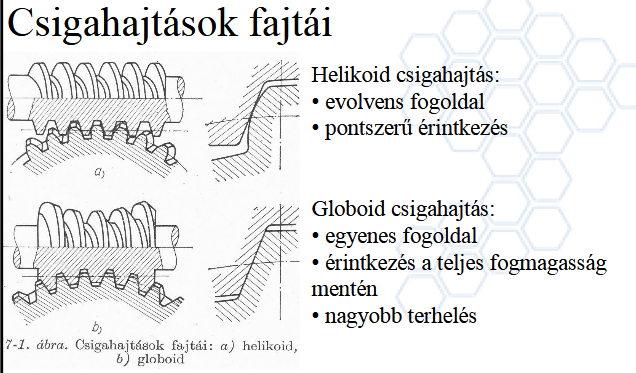
Először is, van csiga orsó, meg csiga kerék. Globoid orsóját csak cnc esztergán tudod megcsinálni. Helikoidnál: Az orsó fogprofilja olyan trapézmenet, mint a fogasléceké. Egy bekezdés esetén m x 3,14 , két bekezdés esetén 2m x 3,14 a menetemelkedés. Kérdés, tud-e az esztergád modulmenetet vágni.
A csigakerék fogdőlését az orsó adatai alapján kell kiszámitani. Találsz rá a neten képleteket, ha nem akarod számolgatni.
A kereket marógépen, osztófejjel, modulmaróval meg lehet csinálni. Elegánsabb lefejtő marón, ha van a közelben.
Csiga hajtómű készítés. Hogyan lehet 0,45 modulos, két bekezdéses csigát és kerekét kiesztergálni? Csiga 20mm, kerék 162 mm átmérőjű. Van hozzá lapka? Esetleg kiváltható egyszeres globoiddal.
"Darex" Ismerős. Tizen évvel ezelőtti munkahelyemen találkoztam egy élezőgépükkel, ahhoz volt hátraköszörülő feltét. Szögben elfordítva, excenteres befogással állítólag csiga fúró élezésre is alkalmas volt. Fúró élezésre nem, kúpsüllyesztőkhöz, egyenesélű marókhoz gyakran használtuk, de akkor sem a saját gépével, hanem a NUA250-en.
A Darex cég (USA ?) valamikor jó régen rájött arra hogy senki nem tud fúrót élezni rendesen kézből, (tisztelet a kivételnek) ezért elkezdett a témával foglalkozni. Látták, hogy rengeteg idő és pénzkiesést jelent az amíg a lakatosok vagy esztergályosok bénáznak a köszörűn miközben áll a meló. Az elkészült fúróval meg sok esetben csak selejt készült. A lényeg: olyan köszörűt szerkeszteni amin profi, egyszerű viszonylag olcsó, a használata gyors és ne kelljen semmiféle előzetes szakképzés...azaz a végeredmény semmiben ne függjön a köszörűs tehetségétől, és ne kelljen és ne is nagyon lehessen tekergetni állítgatni magyarul hülyebiztos legyen. A fúrók meg legyenek egyformán mint az egérszar és ami még alap, a keresztél is legyen kiszedhető, mert enélkül nem sokat ér. Megalkották többek között: EZT a gépüket, azért ezt emelem ki mert ezt ismerem. Igaz nem lehet tetszőlegesen állítani a csúcsszöget és ez fix azaz pl 130 fok... de ez szinte mindenhez jó... de viszont állítható a köszörülés fogása, és a hátszög. Aztán persze még sok más profibb gépük is van de ez az alapgép szerintem nagyon megfelelő. A mai modernebb változatokra a cégek nem sajnálják az akár több milliós költséget sem. Ötletes a köszörűpor "elkapó" mert ez egy kis fiók aminek az alján egy mágneslap van...igaz ez a keményfémhez nem az igazi... A köszörűtárcsa egy elmés fazonos cbn korong aminek a homlok része végzi a tényleges köszörülést a kúpos palást rész a keresztélt szedi ki. Hátrány, hogy csak az általuk gyártottal működik...viszont egy tárcsa nagyon sok fúrót kiszolgál. A keresztél kiszedés mértéke is állítható...a videón látható a túlzott kiszedés ami idő előtti kopáshoz vezet.
Csikarc | 5045
2019-12-25 00:11:43
[44657]
Komolyabb mérettel még nem próbáltam ki. Általában 20-25 mm-es méreteknél volt érdemes használni és sok furatnál mikor az idő is szűkös volt. No akkor vigyáztam az élettartamra is, még a melegen hengerelt lemezeket a pontozás helyén a revét is lecsiszoltam.
Szóval erre ment ki a játék . Írhattad volna előbb is. Volt ilyen fúróm évekkel ezelőtt , jó is volt . Komoly méretű fúróval is próbáltad ? Mert én azt még nem . Tizen valahányas van néhány , egy marékkal dobtak ki ,de még nem próbáltam ,miért . Sárgák profi kinézettel . Szerszámgépen nekem teljesen jó a hagyományos élezés .
Remélem nem vetted sértésnek amit írtam . Egyszer egy fiatalabb kolléga mondta egy fúróra amit előtte éleztem kézből : Ez olyan mind a gépi !! Ezért írtam hogy utánozzuk a gépi élezést . Én is kézből élezem a fúróimat mindig ,most 2,5 ös szemüveg a segédeszköz . A billegtetős dolgokat körülményesnek tartom ,kézből egyszerűbb . Az ahol a köszörű orsó sétál , na az élezőgép !
Amúgy én is nagyon unatkozom ezért is nyomok ennyi bötüt egymás után ma délután. Pontosan erre akartam "kilukadni" ..nagy méretű csigafúróknál kézzel kialakítani megfelelő keresztélt de viszont a gyönyörűen köszörült hátlap is felesleges (megfelelően kell érteni ezt a részmondatot). Csak a forgácsolásban részt vevő élek közvetlen környezete számít amit a legvégén szoktam finoman kialakítani.
"látni is hogyan "kolbászol" az a csuklónyi fúró" Pont ott a közepe táján az anyagon látszik hogy préselésre használta a Finn. Elfelejtett központfuratot fúrni! és a hűtés is elég béna, de az élezőgép az jó.
Bocsi Neked meg nem válaszoltam. A keresztélt már nem nehéz szépen kiköszörülni kézből ha, megvan a pontos alap amit esetleg egy ilyen géppel köszörülsz.
Ami nem is mindíg jó! 40-es fúró alatt én mindíg telibefúrok, mert akkor tudom az átmérőt kontrolálni, félreköszörüléssel. A hosszabb élnek kell vágnia a külső átmérőt középig, a rövidebb csak a középre támaszt, kb a fele átmérőig forgácsol is. Az esztergába ez nagyon jó, mert könnyebb, ha tudod melyik élt kell hűteni a vízbeállításakor. Dörzsár elé, tizedre belövöm a furatot így.
Én nem utánzom a gépeket! mert a mai napig kézből élezek minden fúrómat, ezeket mostanában kerestem a YT-n mert már romlik a szemem... Ez például kivitelezhető a hobbi műhelyben is, és az eredmény tök jó! Bármilyen asztali köszörűgépre felszerelhető.
Megértettem mit írtál ,de bevallom ilyet még sosem láttam . A hagyományosan köszörült nagy fúróknál telibefúráskor szinte elengedhetetlen a lélek könnyítés más néven kivesszük a keresztélt . A hátlap formáknál az íves hátraköszörülés lehet a legjobb , nem lehet véletlen hogy az összes hátraköszörült marószerszám éleinél ezt alkalmazzák . De ha tévednék akkor legalább tanulok ,az sem baj .
Azért most az egyszer tévedtél Kézből próbáljuk utánozni a gépi élezést Az előző videó felkeltette az érdeklődésem ,megnéznék egy hasonló kisebb gépet is .
No igen, gyönyörű hátfelületet köszörült de a vágóél az két palást felület találkozása-metszete. Ezért erőltetem én horonyoldali köszörülést. Hiába a szép tükrös hátlap de van egy csúnya keresztél...12:10-től látni is hogyan "kolbászol" az a csuklónyi fúró még komoly befogás esetén is. Én ugyanúgy tekintek egy csigafúró éleire mint egy eszterga késre. Tehát szerintem számít a homlokszög is. A hátlap alakja persze jó ha csavart azaz nem lapos és nem kúpos.
Ehhez hasonló típusú gépet még nem láttam . Éppenséggel nemrég a méhben láttam egy hasonló elrendezésű hiányos kisebb gépet , arról csak sejtettem hogy valamiféle szerszám élező lehet . Tetszik a gép , de már elavult az élezési technikája (persze nem szerintem ).
Homlokoldalát, ami egy-két mm széles, egyenes vagy csavart, de "sík" felület. Így az átmérőt nem befolyásolja a pár mikronos lekaparás. Az élszalagot természetesen nem bántom.
Te meg azt hidd el, hogyha azt a fekete fúrót amit a bútorlapra tesz, ugyanúgy, azzal a szerkezettel megélezné az sem mászna el. Nem olyan nagy ördöngősség a fúróélezés kézből sem. Dörzsár elé viszont én is géppel élezek, de ott igenis kell egy bekezdő fúrás.
Azért nem sétál el mert a fúró keresztéle ék alakú azaz "hegyes". Ez jó benne de ami rossz, hogy csak "síkban" gondolkodik a szerkezet így egyszerű élezéshez jó csak. Aki bonyolultabban gondolkodik az inkább kézzel élez és jobb eredményt kap. Persze elismerem van akinek ez a jobb.
Én sem hittem, hogy nem kell megpontozni az anyagot, de tényleg így működik nem sétál el a furó. Hidd el mert ez biztos. Tapasztalat még a rozsdamentes csövön sem.
A videón 0.28-nál indul a parasztvakítás. Talán a legtöbbet az ér az egészben -és ezért lesz tartósabb a fúró használat közben- mert a vizes kövön, nem elégetve felhúzza az élt, de ezzel egy valóban kopott, megégett vágóélű fúrót egy napig nem élezne meg.


 Hatalmas! Lefejtő marás esztergán! -ehhez csak gratulálni lehet.
Hatalmas! Lefejtő marás esztergán! -ehhez csak gratulálni lehet.